圆管状带式输送机[1]
- 格式:ppt
- 大小:736.50 KB
- 文档页数:46
管状输送带编制:审核:批准:管状输送带1.范围本标准规定了圆管带式输送机专用管状输送带(以下简称管状带)的结构、规格型号、技术要求、试验方法、标志、贮存和运输。
本标准适用于输送普通性质粒状、粉状和块状等松散物料的圆管带式输送机专用管状输送带。
2.引用标准JB/T10380-2002 圆管带式输送机GB/T 3690 织物芯输送带拉伸强度和伸长率的测定方法GB 526 织物芯输送带外观质量规定GB/T 528 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定GB/T 17044钢丝绳芯输送带覆盖层与带芯层粘合强度试验方法GB/T5753 钢丝绳芯输送带覆盖层厚度的测定GB/T5754 钢丝绳芯输送带纵向拉伸强度的测定GB/T5755 钢丝绳芯输送带钢丝绳粘合强度的测定GB/T 3512 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验GB/T 4490 输送带尺寸GB 6759 输送带层间粘合强度测定方法GB 9867 硫化橡胶耐磨性能的测定(旋转辊筒式磨耗机法)GB/T 2941 橡胶试样环境调节和试验的标准温度、湿度和时间GB 6757 输送带贮存和搬运通则GB 7983 输送带成槽性试验方法GB 10822 一般用途织物芯阻燃输送带HG 2297 耐热输送带3.术语管状输送带是指与圆管带式输送机配套使用的、借助外力在整个运输线路或部分运输线路成圆管形状的输送带。
4.分类和结构4.1 管状带分织物芯和钢丝绳芯两大类。
4.2 织物芯管状带由一层或多层挂胶帆布按特定的结构方式粘合而成,钢丝绳芯管状带由纵向具有一定间距的钢丝绳和横向加筋按照特定的结构方式粘合而成。
4.3 覆盖层由特殊设计的覆盖胶和边胶构成。
4.4 根据设计和使用要求,在带芯和覆盖层之间可增加弹性胶或横向刚性体。
5.规格型号5.1 管状输送带按全厚度纵向拉伸强度和宽度区分规格5.1.1 管状输送带的全厚度纵向拉伸强度规格系列见表1。
5.1.2 管状输送带的全宽度规格系列参照表2规定。
浅谈管式皮带机皮带更换方法和实践摘要:管状带式输送机(管式皮带机)是近年开始采用的一种新型物料输送系统,具有环保、经济、可大倾角输送物料等优点。
但由于其结构的特殊性,没有其皮带更换经验,首钢股份公司通过制定合理的更换方案,皮带一次性整体更换到具备试车条件仅耗时33小时,为管式皮带机的皮带更换提供了有力的借鉴经验。
关键词:管状带式输送机皮带更换方法实践前言:管状带式输送机(管式皮带机)是基于普通带式输送机设计的新型带式输送机,用于输送散状物料,通过正六边形布置的托辊将胶带裹成圆管状,使物料在圆管状带式输送机胶带内进行运输。
管状带式输送机具有密封环保性好、输送线可沿空间曲线灵活布置、输送倾角大,复杂地形条件下单机运输距离长等特点,同时与普通带式输送机比较还具有建设成本低、安装维护方便、使用可靠等优点,目前已在矿山、冶金等行业广泛应用。
首钢股份公司迁安钢铁公司炼铁作业部在原煤运输系统配备一条管带机,型号为DG350型,带宽1.35米,最高带速3.15m/s ,当量运输量600t/h ,垂直提升高度48.7m,最大倾角12°,胶带周长2110m,使用近6年后,出现塌管、皮带接口附近连续出现断线开裂并且皮带出现老化拔节现象,存在安全隐患,故需对其更换。
由于其结构的特殊性,没有其更换经验,经过制定合理的更换方案,胶带一次性整体更换到具备试车条件仅耗时33小时,为管式皮带机的皮带更换提供了借鉴经验。
1 管式皮带机简介1.1.管式皮带机结构管式皮带机与普通皮带机结构基本相同,主要由驱动装置、卸载装置、张紧装置、受料装置和机尾装置等组成。
主要不同之处在过渡段与中间输送段。
管带机的过渡段是利用托辊将平展的胶带逐渐卷成管状,在中间输送段,胶带则是完全呈管状输送物料,其窗式托辊组由呈六边形布置的托辊组成。
首钢股份公司迁安钢铁公司炼铁作业部管式皮带机结构布置见图1和窗式托辊组见图2。
图2 窗式托辊组1.1.工作原理管式皮带机在机尾受料后,皮带由平形向槽形、深槽形和圆管形逐渐过渡,在整个中间段,皮带被圆形布置的托辊强行裹成圆管,所以物料在完全封闭的圆管内不会出现洒料和溅料现象,运行较为稳定。
QB/CHEC.MH100-2新乡宝山电厂管状带式输送机操作说明书中国华电工程(集团)公司2006年06月北京管状带式输送机操作说明书CHEC中国华电工程公司目录1. 安全使用本设备的宣传手册 (1)2. 设备简介 (2)3. 普通操作方面的注意事项 (3)4. 使用传送带的注意事项 (3)5. 轴承加油的一般注意事项 (4)6. 圆管输送带的蛇行和扭转的调整方法 (4)7. 扭转的皮带根部位置管理和调整要领 (8)(附加资料—①,②,③)8. 输送带复位要领 (11)9. 维护检验项目一览表 (14)10. 零件名单 (16)11. 各机器操作说明书(1)种保护装置(2) 液压马达1、安全使用手册为了安全使用本设备,特请在熟读下列安全方面的注意事项基础上,完全理解各事项,以便 正确地、安全使用。
!! ! 在操作有误时,可能引起使用者死亡或受重伤的情况;发生极度危险时的警告。
(含高度危险)在操作有误时,可能引起使用者死亡或身负重伤。
在操作有误时,会造成使用者轻伤,或仅是物品被损坏。
【安全注意事项】⑴ 服装!防止服装被机器卷进的事故为了避免衣物被机器卷进的事故发生,必须穿长裤,紧袖合身的上衣和戴安全帽。
⑵ 工作环境!为了防止跌倒事故发生,请不要在机器边的机床上摆放物品。
⑶ 维护,检验!为了避免由机器的意外启动而引起的重伤事故,在维护检验机器时,请先关掉电动机 的开关,最好再关掉总电源的开关。
在机器操作中检验时,请戴防尘眼镜,口罩,手套,穿安全鞋。
在机器运行中,请千万不要接触旋转部分(滚筒轮、承载段、回程段、驱动偶合器) 和皮带、清扫器,以避免卷进机器而引起重大事故。
不要在无安全栅栏、无安全护罩状态下运行机器。
(4)清扫!防止手指、手等被切断事故引起的重伤事故,在清扫机器的时候,请先关掉电动机的 启动开关,最好再关掉总电源的开关。
清扫的时候,请使用防尘眼镜,口罩,手套,安全鞋。
2、1、设备简介①客户·设备名客户:新乡宝山电厂一期2×660MW 输煤岛总承包工程设备名:管状带式输送机②用途用于新乡宝山电厂一期2×660MW 输煤岛工程;从尾部碎煤机室将煤运到头部 4 号转运站③管带机的规格及主要参数:④详细结构参见管带机布置图(DG055.00)。
1绪论带式输送机是连续运行的运输设备,在冶金、采矿、动力、建材等重工业部门及交通运输部门中主要用来运送大量散状货物,如矿石、煤、砂等粉、块状物和包装好的成件物品。
带式输送机是煤矿最理想的高效连续运输设备,与其他运输设备相比,不仅具有长距离、大运量、连续输送等优点,而且运行可靠,易于实现自动化、集中化控制,特别是对高产高效矿井,带式输送机已成为煤炭高效开采机电一体化技术与装备的关键设备。
特别是近10年,长距离、大运量、高速度的带式输送机的出现,使其在矿山建设的井下巷道、矿井地表运输系统及露天采矿场、选矿厂中的应用又得到进一步推广。
选择带式输送机这种通用机械的设计作为毕业设计的选题,能培养我们独立解决工程实际问题的能力,通过这次毕业设计是对所学基本理论和专业知识的一次综合运用,也使我们的设计、计算和绘图能力都得到了全面的训练。
原始参数: 1)输送物料:煤2)物料特性:(1)块度:0~300mm(2)散装密度:0.90t/m3 (3)在输送带上堆积角:ρ=20° (4)物料温度:<50℃3)工作环境:井下4)输送系统及相关尺寸:(1)运距:300m(2)倾斜角:β=0° (3)最大运量:350t/h设计解决的问题:熟悉带式输送机的各部分的功能与作用,对主要部件进行选型设计与计算,解决在实际使用中容易出现的问题,并大胆地进行创新设计。
2带式输送机概述 2.1 带式输送机的应用带式输送机是连续运输机的一种,连续运输机是固定式或运移式起重运输机中主要类型之一,其运输特点是形成装载点到装载点之间的连续物料流,靠连续物料流的整体运动来完成物流从装载点到卸载点的输送。
在工业、农业、交通等各企业中,连续运输机是生产过程中组成有节奏的流水作业运输线不可缺少的组成部分。
连续运输机可分为:(1)具有挠性牵引物件的输送机,如带式输送机,板式输送机,刮板输送机,斗式输送机、自动扶梯及架空索道等;(2)不具有挠性牵引物件的输送机,如螺旋输送机、振动输送机等;(3)管道输送机(流体输送),如气力输送装置和液力输送管道。
摘要带式输送机在当今社会应用日益广泛,当然一个产品也需要不断的研发和更新,才能永保活力。
我所做的单托辊全封闭带式输送机就是在一些方面进行了改良,首先用单托辊代替槽型托辊以防止跑偏,其次在输送机外加外罩来防止污染,美化环境,再次螺旋拉紧装置保证了运行的稳定和可靠性等。
这些结构和技术保证了带式输送机的整机性能优良,输送量大,带速快,高效节能。
通过对国内外带式输送机技术现状的分析,得出了其在以后的发展趋势;在对带式输送机的各部件进行设计与选择,得出了对其整体的设计与选择;在其计算中验证了带式输送机的各部件满足了它的功能要求,另外输送机在设计的过程中考虑到了工作环境,运行过程中皮带易磨损等问题进行了加外罩和单托辊结构,是本输送机与其他机器的不同之处!可以使输送机在更广的范围,更可靠的运行。
关键词:带式输送机、单托辊、螺旋拉紧装置。
目录前言 (3)第一章带式输送机的技术现状与发展趋势 (4)第一节. 国外带式输送机技术的现状 (5)第二节. 国内带式输送机技术的现状 (6)第三节. 国内外带式输送机技术的差距 (6)第二章整体的设计与选择 (8)第一节电动机的选择 (9)第二节带速的选择 (9)第三节总体布置设计 (10)第四节控制系统的设计 (12)第三章输送机各部件选型计算过程. (14)第一节输送机布置简图 (15)第二节初定参数 (16)第三节张力计算 (17)第四节拉紧装置计算 (18)第五节输送带选择计算 (19)第六节输送带组合型号 (20)参考文献 (21)致谢 (22)前言运输机又称带式输送机,是一种连续运输机械,也是一种通用机械。
皮带运输机被广泛应用在港口、电厂、钢铁企业、水泥、粮食以及轻工业的生产线。
即可以运送散状物料,也可以运送成件物品,堆取料机,堆料机,取料机,皮带机,发电等。
在煤矿的开采过程中,带式输送机的作用至关重要,其性能的好坏直接影响到煤矿行业的发展和效益,因此研究带式输送机对煤矿行业和其他一些输送类的行业有着非常重要的意义。
带式输送机毕业设计论文目录1 绪论 (1)1.1常用带式输送机类型与特点................ 错误!未定义书签。
1.2 国外带式输送机的发展与现状 (4)1.3 PLC简介 (10)1.4 本课题的研究目的及选题背景 (15)2 带式输送机初步设计 ....................... 错误!未定义书签。
2.1 选择机型............................... 错误!未定义书签。
2.2 输送带选择计算......................... 错误!未定义书签。
2.3 输送线路的初步设计 (17)2.4 托辊的选择计算 (18)2.5 带式输送机线路阻力计算 (20)2.6 输送带的力计算 (22)2.7 输送带强度验算......................... 错误!未定义书签。
2.8 牵引力及电动机功率的计算............... 错误!未定义书签。
2.9 驱动装置及其布置....................... 错误!未定义书签。
2.10 拉紧力、拉紧行程的计算及拉紧装置的选择 (29)2.11 制动力矩的计算及制动器的选择.......... 错误!未定义书签。
2.12 减速器与联轴器的选型.................. 错误!未定义书签。
2.13 软启动装置的选择...................... 错误!未定义书签。
2.14 辅助装置.............................. 错误!未定义书签。
2.15设计结论表 (36)3 带式输送机电控系统设计 (39)3.1 电控系统的概述 (39)3.2 电控系统设计基本要求 (40)3.3 电控系统常用保护 (40)3.4 电气系统设计 (41)4 毕业设计总结 (49)参考文献 (50)致谢 (51)附录一外文文献及翻译 (52)附录二钢丝绳芯输送带规格及技术参数 (64)1 绪论带式输送机是一种摩擦驱动以连续方式运输物料的机械。
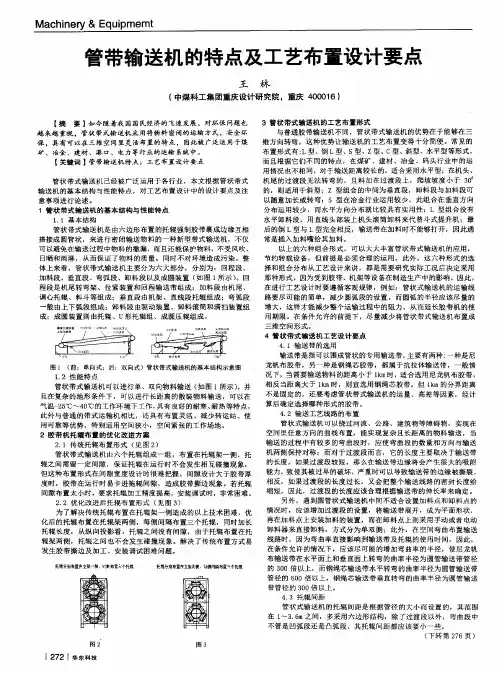
管状胶带机设计计算实例管带机的发展及其优势管状带式输送机是在普通带式输送机基础上发展起来的一种新型带式输送机。
它是通过呈六边形布置托辊,将胶带强制裹成边缘互相搭接的圆管来对物料进行密闭输送的。
由于管状带式输送机是从普通带式输送机发展而来的,由于它的传动原理与普通带式输送机完全相同,是一项成熟技术,因此得到用户的普遍认可。
目前,管状带式输送机技术日趋标准化,它的结构特点决定了未来它将是一种应该优先选取的散料输送方法。
管状带式输送机的应用基本没有限制,只要物料粒度均匀,基本上任何散状物料都可采用。
常用来输送的典型物料有矿石、煤、焦炭、石灰石、沙石、水泥烧结料、化工粉料和石油焦等。
一些非常难处理的物料,如钢浓缩物、粘土、废渣、碎混凝土、金属碎渣、加湿粉煤灰、尾渣和铝土等也可用管状带式输送机输送。
管带机的特点:1. 可广泛应用于各种粒度均匀的散状物料的连续输送;2. 输送物料被包裹在圆管状胶带内输送,因此,物料不会散落及飞扬;反之,物料也不会因刮风、下雨而受外部环境的影响。
这样即避免了因物料的撒落而污染环境,也避免了外部环境对物料的污染;3. 胶带被六只托辊强制卷成圆管状,无输送带跑偏的情况,管带机可实现立体螺旋状弯曲布置。
一条管状带式输送机可取代一个由多条普通胶带机组成的输送系统,从而节省土建(转运站)、设备投资(减少驱动装置数量),并减少了故障点,及设备维护和运行费用;4. 管状带式输送机自带走廊和防止了雨水对物料的影响,因此,选用管状带式输送机后,可不再建栈桥,节省了栈桥费用;5. 输送带形成圆管状而增大了物料与胶带间的磨擦系数,故管状带式输送机的输送倾角可达30度(普通带式输送机的最大输送倾角为17°),从而减少了胶带机的输送长度,节省了空间位置和降低了设备成本,可实现大倾角(提升)输送;6. 管带机的上、下分支包裹形成圆管形,故可用下分支反向输送与上分支不同的物料(但要设置特殊的加料装置);7.由于输送带形成管状,桁架宽度较相同输送量的普通带式输送机栈桥窄,从而减少占地和费用。
一.带式输送机的历史及应用带式输送机的发展历史己有150余年。
早在20世纪70年代,就已经出现了运输距离达到100km的带式输送机输送线路。
带式输送机的发展主要体现在输送带上。
早期的输送带是用皮革之类的材料制成,或用皮革加纤维织物制造。
1858年,S.T.Parmalee取得了织物增强的橡胶输送带的专利。
1863年,0.C.Dodge 取得了处理谷物的输送带的美国专利。
1892年,Thomas Robins发明的槽型结构的带式输送机在矿物工程中应用,确定了当代输送机的基本型式。
此后,随着物料运输量的增大,带式输送机取得了巨大的发展,出现了多种的新型结构的带式输送机。
其中具有代表性的主要有:大倾角带式输送机、深槽带式输送机、花纹带输送机、波纹挡边以及压带式输送机等、管状带式输送机、气垫式输送机、平面转弯带式输送机、线摩擦带式输送机等。
近年来,带式输送机在矿山运输中已经逐渐开始取代汽车和机车运输,成为散状物料输送的主要装备,不断出现的新型带式输送机,扩宽了带式输送机的应用领域:电力、冶金、化工、煤炭、矿山、港口、建材、粮食等领域。
带式输送机的特点:1.结构简单. 2.输送物料范围广泛。
3.输送量大。
4.运距长。
5.对线路适应性强。
6.装卸料方便。
7.可靠性高。
8.营运费低廉。
9.基建投资省。
10.能耗低,效率高。
11维修费少。
12.应用领域广阔,市场巨大。
二.带式输送机分类按使用方式带式输送机分类固定带式输送机和伸缩带式输送机两大类固定带式输送机中分为通用带式输送机,我国现行标准为DTII和TD75、DX 强力皮带机。
气垫带式输送机、波装挡边带式输送机,圆管带式输送机。
通用带式输送机命名例如为DTL100/20/90,D带式,T通用,L落地式;100是指输送带带宽为1000mm;20指输送量Q=200T/H;90指带式输送机的功率为90KW。
主要用于煤场,主机,大巷。
其中固定带式输送机中有一种SPJ型吊挂皮带机,标准SPJ80,电机使用2x30kw,减速器为JS30,拉紧为手动涡轮拉紧机构,拉紧行程大,使用方便;计算使用管架结构,安装方便(我厂根据用户要求开发出一种全新伸缩吊挂机SSPJ65 、SSPJ80、 SSPJ100除了和标准吊挂机部件可互换为,机头卸煤架可以自由伸缩0~4m)。