端部脱砂工艺优化设计(1)
- 格式:pdf
- 大小:654.72 KB
- 文档页数:4
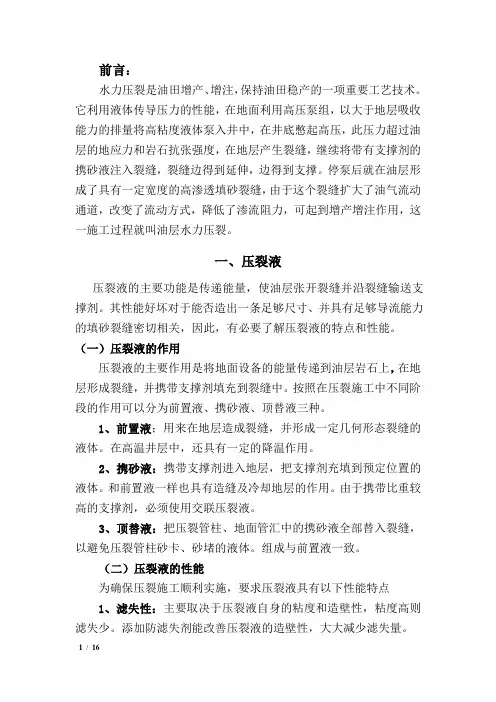
到增产的目的¨.4 J。
不断增长的,而且裂缝一般都很狭窄;而在端部脱 砂压裂施工时,前置液几乎完全滤失于地层,形成 难以流动的砂堆,随即发生砂堵,继续泵人不同支 撑剂浓度的携砂液,由于缝端被堵没有出路,迫使 裂缝加宽、膨胀,而缝长不再增长,形成高导流能力
的支撑带。
鑫1 020忙受亟亘]堕匦亘)妥巫工互亘墅[厂
中图法分类号TE357.13;
文献标志码B
油层出砂是砂岩开采过程中的常见问题之一, 对于疏松砂岩油藏,出砂是提高采油速度的主要障 碍。出砂的危害极大¨J。主要表现为:砂埋油层或 井筒砂堵造成油井停产;地面和井下设备磨损、砂 卡;冲砂检泵、地面清罐等维修工作量剧增;出砂严 重时还会引起井壁坍塌而损坏套管。这些危害既 增加了原油生产成本,又增加了油田的开采难度。 压裂充填防砂技术是在疏松砂岩油气层中通过水 力压裂产生短而宽的裂缝,形成高导流能力的人工 裂缝。技术关键是采用端部脱砂技术使携砂液在 裂缝端部脱砂,加强裂缝在宽度方向上的增长,达
accurate
was to
made.The results show that the theoretical
Success
model is reliable with
results,having some reference value TSO fracturing
improve the
rate
fluid viscositv to the construction process was analyzed.
According
to
the field examples,the construction plan
was
designed based
on
theoretical models.and sand fracturing software
O 0
E
图2端部脱砂压裂施工方案设计
(1)
对于既定油层来说,∥和E一定;当出现端部脱 砂后,母不再变化,因此脱砂之后,町和Av的增长 呈线性关系,哆=0.002
4ap。
裂缝半长/m
图5
裂缝长度与压裂液效率和前置液 比率的关系图
0
憾0 裂0
O
由图6可以得到端部脱砂时间、前置液体积和 低浓度砂注入时间都与裂缝的半长呈二次多项式
端部脱砂工艺优化设计
曲冠政-
曲占庆1+
祝晓华2
岳艳如3
黄德胜1
张伟1
(中国石油大学(华东)石油工程学院1,青岛266555;大港油田井下作业公司第三修井公司2,天津061023; 胜利油田胜利采油厂3,东营257000)
摘要压裂充填防砂技术是针对中高渗油藏开发中因地层出砂导致油井减产或停产的现象而研究的一种新型增产措施, 具有防砂和增产的双重作用。为了产生短而宽的充填裂缝,运用端部脱砂技术,对砾石类型、施工排量、施工泵压、作业时间、 砾石用量等进行了优化设计;同时分析了缝长和压裂液黏度等对施工过程的影响。结合现场实例,运用相关理论模型设计了 施工方案,编制了端部脱砂优化设计软件。结果表明,理论模型可靠、计算结果准确,对提高压裂防砂的成功率具有指导 意义。 关键词压裂防砂 端部脱砂 疏松砂岩 参数优化
2003;10(3):76—77.(3):434—435
冯胜利,高压充填防砂工艺在涩北气田的应用.特种油气藏,
2006;13(3):73—75
张启汉,张士诚,黄晓东.端部脱砂压裂充填防砂设计及其在涩 北气田的应用.中国石油大学学报(自然科学版),2007;3I(6):
55—一60
Optimal Design of Tip Screenout Fracturing Treatment
通信作者简介:曲占庆,男,中国石油大学(华东)教授,博士生导师。
关。缝宽与缝内压差△p的关系为:
万方数据
6期
曲冠政,等:端部脱砂工艺优化设计
1603
预设缝长L,、缝高以、输人地层和施1==参数
』l
汁算达到预设缝长所需的时I'uJ h。)、此刻的液体效率(q…)、
前置液量(k)、开始注入低砂比携砂液的时阳J(t.)
系,都随压裂液黏度的增大而减小。
万方数据
6期
曲冠政,等:端部脱砂工艺优化设计
1605
4端部脱砂压裂防砂的实例应用
应用端部脱砂压裂设计优化软件,对桥21~17 井压裂加砂方案进行了设计,得出了压裂加砂的施 工方案,如表2所示。
表1桥2l一17井数据
指导压裂防砂现场施工具有一定的参考价值。
5结论
(1)端部脱砂技术能有效解决疏松砂岩油藏砂 堵的问题,具有防砂和增产的双重作用: (2)端部脱砂压裂对压裂液的携砂性能要求较 高,增大压裂液的黏度是提高其携砂性能的有效方法。
QU Guan.zhen91,QU
Universtiy of
Zhan—qin91 4,ZHU Xiao.hua2,YUE Yan-FU3,
HUANG De—shen91,ZHANG Weil (China Petroleunll,Qingdao
266555,P.R.China;Dagang Oilfield Downhole Operation
图1
1
00
200
压裂液黏度/(nff'a・S)
压裂液的黏度与加砂量和加液量的关系图
由图9得到端部脱砂时间与压裂液的黏度呈线 性关系,随压裂液黏度的变化基本不变;前置液的 体积和低砂浓度注入时间与压裂液基本呈线性关
由图1 1可得出加液量与压裂液的黏度呈多项 式关系,在一定范围内随压裂液黏度的增大而逐渐 减小,减小的速度变小;加砂量与压裂液的黏度呈 线性关系,随压裂液黏度的增大而逐渐减小。
缝内压差/MPa
关系,它们都随裂缝半长在一定范围内的增大而逐 渐增大。
由图7可以得到主力压裂液注人时间和泵注结
图3缝觅和缝内胜差夭糸图
3.2产量与缝长和无因次导流能力的关系 (2) (3) (4)
无因次时间:£w=群
qD
束时间与裂缝半长呈二次多项式关系,而且变化趋 势一致,都随裂缝长度的增大而逐渐增大。
U
根据施工限压值迭代求解施T结束的时间“。)
U
ill
t。。求开始注入高浓度携砂液的时间h。;)
』l
预设加砂段数、初砂比及最大砂比
图4产量与缝长和无因次导流能力的关系
而增大,在一定的裂缝长度下,导流能力越大,产量 越高。 3.3缝长对施工过程参数的影响
jl
预没铺砂层数、根据加砂方案计算铺砂浓度,
2012年9月21日收到
970广-一
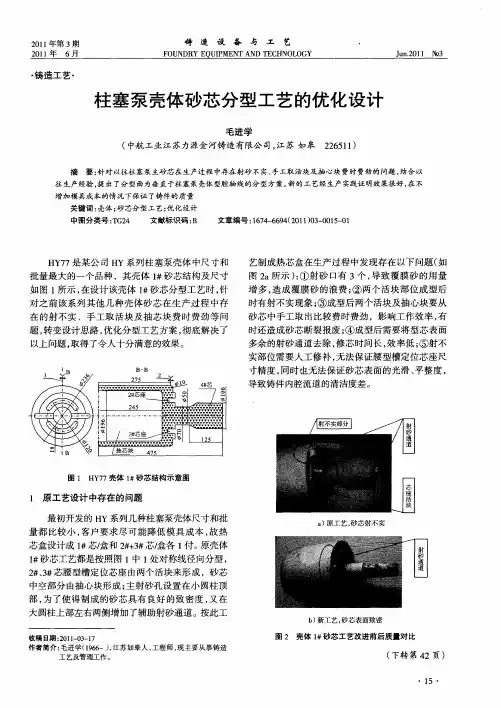
脱砂压裂泵入过程中的输砂剖面示意图
2端部脱砂压裂防砂施工设计方案
端部脱砂压裂的程序流程图如下N J:
3端部脱砂压裂防砂技术的敏感性分析
3.1缝宽和缝内压差关系的确定 缝宽主要受岩石力学性质、缝高及缝内压差的 影响,而压差与缝长、泵排量及液体性质等因素有
国家重大专项(2011ZX05051)资助
—卜低浓度砂注入时
间/min
k、hhj
1南
200
I.
300
压裂液黏度/(mPa・S) 裂缝半长/m
图9压裂液的黏度与端部脱砂时间、 前置液体积和低浓度砂注入时间的关系图
图6裂缝长度与端部脱砂时间、前置液体积和 低浓度砂注入时间的关系图
由图10得到主力压裂液开始注入时间和泵注 结束时间都与压裂液黏度呈多项式关系,变化趋势 基本一致,都随压裂液黏度的增大而减小。
进Iniif算裂缝导流能力
由图5可以得到端部脱砂时压裂液效率和前置 液的比率随缝长变化都呈二次多项式关系,端部脱 砂时压裂液效率随裂缝长度的增大而逐渐减小;前 置液的比率随裂缝半长的增大而逐渐增大。
U
比较没汁的与要求的裂缝导流能力,重设裂缝和施T 参数进行优化,直到达到期望的裂缝导流能/J值
哆=半母△p
Co.2,Tianjin 061023,P.R.China
Shengli Oil Production Factory3。SINOPEC,Dongying 257000,P,R.China)
[Abstract]
at
Fracturing sand control technology is
cuts
or
a
new
measure to increase production and control sand aiming
to
the oil production
stop
caused by formation sand production of high permeability reservoir.In order
=1Ⅲ~星鲁 裂缝半长/m
图7裂缝长度与主力压裂液注入时间和 泵注结束时间的关系图
喜_挣【槲侧嘶l 叫砷嘶蚓
4哼——一——而广———1南—————面。
压裂液黏度/(mPa・s)
图10压裂液的黏度与主力压裂液注人时间和 泵注结束时间的关系图
7
6
5 4
3
2●
∞∞∞∞∞∞∞%
图8压裂液的黏度与端部脱砂时压裂液的 效率和前置液比率的关系图
斜学。孳,术忌三。d程 @Vol舢.13 蓑慧霎渊、2慧2月 5181310髂2n. E.beF蚴.6.o 蹦N 。uJ.1cb儿川‘石‘5.
1671——
( 2013 ) 06 1602 04
. -
Science l'eehnology and
也 nga neen℃一 ng
二u1.)
_——————————————————————————————————————————————————————————————————————————————一
was
generate short and wide fractures,a optimization
不断增长的,而且裂缝一般都很狭窄;而在端部脱 砂压裂施工时,前置液几乎完全滤失于地层,形成 难以流动的砂堆,随即发生砂堵,继续泵人不同支 撑剂浓度的携砂液,由于缝端被堵没有出路,迫使 裂缝加宽、膨胀,而缝长不再增长,形成高导流能力
的支撑带。
鑫1 020忙受亟亘]堕匦亘)妥巫工互亘墅[厂
中图法分类号TE357.13;
文献标志码B
油层出砂是砂岩开采过程中的常见问题之一, 对于疏松砂岩油藏,出砂是提高采油速度的主要障 碍。出砂的危害极大¨J。主要表现为:砂埋油层或 井筒砂堵造成油井停产;地面和井下设备磨损、砂 卡;冲砂检泵、地面清罐等维修工作量剧增;出砂严 重时还会引起井壁坍塌而损坏套管。这些危害既 增加了原油生产成本,又增加了油田的开采难度。 压裂充填防砂技术是在疏松砂岩油气层中通过水 力压裂产生短而宽的裂缝,形成高导流能力的人工 裂缝。技术关键是采用端部脱砂技术使携砂液在 裂缝端部脱砂,加强裂缝在宽度方向上的增长,达
accurate
was to
made.The results show that the theoretical
Success
model is reliable with
results,having some reference value TSO fracturing
improve the
rate
fluid viscositv to the construction process was analyzed.
According
to
the field examples,the construction plan
was
designed based
on
theoretical models.and sand fracturing software
O 0
E
图2端部脱砂压裂施工方案设计
(1)
对于既定油层来说,∥和E一定;当出现端部脱 砂后,母不再变化,因此脱砂之后,町和Av的增长 呈线性关系,哆=0.002
4ap。
裂缝半长/m
图5
裂缝长度与压裂液效率和前置液 比率的关系图
0
憾0 裂0
O
由图6可以得到端部脱砂时间、前置液体积和 低浓度砂注入时间都与裂缝的半长呈二次多项式
端部脱砂工艺优化设计
曲冠政-
曲占庆1+
祝晓华2
岳艳如3
黄德胜1
张伟1
(中国石油大学(华东)石油工程学院1,青岛266555;大港油田井下作业公司第三修井公司2,天津061023; 胜利油田胜利采油厂3,东营257000)
摘要压裂充填防砂技术是针对中高渗油藏开发中因地层出砂导致油井减产或停产的现象而研究的一种新型增产措施, 具有防砂和增产的双重作用。为了产生短而宽的充填裂缝,运用端部脱砂技术,对砾石类型、施工排量、施工泵压、作业时间、 砾石用量等进行了优化设计;同时分析了缝长和压裂液黏度等对施工过程的影响。结合现场实例,运用相关理论模型设计了 施工方案,编制了端部脱砂优化设计软件。结果表明,理论模型可靠、计算结果准确,对提高压裂防砂的成功率具有指导 意义。 关键词压裂防砂 端部脱砂 疏松砂岩 参数优化
2003;10(3):76—77.(3):434—435
冯胜利,高压充填防砂工艺在涩北气田的应用.特种油气藏,
2006;13(3):73—75
张启汉,张士诚,黄晓东.端部脱砂压裂充填防砂设计及其在涩 北气田的应用.中国石油大学学报(自然科学版),2007;3I(6):
55—一60
Optimal Design of Tip Screenout Fracturing Treatment
通信作者简介:曲占庆,男,中国石油大学(华东)教授,博士生导师。
关。缝宽与缝内压差△p的关系为:
万方数据
6期
曲冠政,等:端部脱砂工艺优化设计
1603
预设缝长L,、缝高以、输人地层和施1==参数
』l
汁算达到预设缝长所需的时I'uJ h。)、此刻的液体效率(q…)、
前置液量(k)、开始注入低砂比携砂液的时阳J(t.)
系,都随压裂液黏度的增大而减小。
万方数据
6期
曲冠政,等:端部脱砂工艺优化设计
1605
4端部脱砂压裂防砂的实例应用
应用端部脱砂压裂设计优化软件,对桥21~17 井压裂加砂方案进行了设计,得出了压裂加砂的施 工方案,如表2所示。
表1桥2l一17井数据
指导压裂防砂现场施工具有一定的参考价值。
5结论
(1)端部脱砂技术能有效解决疏松砂岩油藏砂 堵的问题,具有防砂和增产的双重作用: (2)端部脱砂压裂对压裂液的携砂性能要求较 高,增大压裂液的黏度是提高其携砂性能的有效方法。
QU Guan.zhen91,QU
Universtiy of
Zhan—qin91 4,ZHU Xiao.hua2,YUE Yan-FU3,
HUANG De—shen91,ZHANG Weil (China Petroleunll,Qingdao
266555,P.R.China;Dagang Oilfield Downhole Operation
图1
1
00
200
压裂液黏度/(nff'a・S)
压裂液的黏度与加砂量和加液量的关系图
由图9得到端部脱砂时间与压裂液的黏度呈线 性关系,随压裂液黏度的变化基本不变;前置液的 体积和低砂浓度注入时间与压裂液基本呈线性关
由图1 1可得出加液量与压裂液的黏度呈多项 式关系,在一定范围内随压裂液黏度的增大而逐渐 减小,减小的速度变小;加砂量与压裂液的黏度呈 线性关系,随压裂液黏度的增大而逐渐减小。
缝内压差/MPa
关系,它们都随裂缝半长在一定范围内的增大而逐 渐增大。
由图7可以得到主力压裂液注人时间和泵注结
图3缝觅和缝内胜差夭糸图
3.2产量与缝长和无因次导流能力的关系 (2) (3) (4)
无因次时间:£w=群
qD
束时间与裂缝半长呈二次多项式关系,而且变化趋 势一致,都随裂缝长度的增大而逐渐增大。
U
根据施工限压值迭代求解施T结束的时间“。)
U
ill
t。。求开始注入高浓度携砂液的时间h。;)
』l
预设加砂段数、初砂比及最大砂比
图4产量与缝长和无因次导流能力的关系
而增大,在一定的裂缝长度下,导流能力越大,产量 越高。 3.3缝长对施工过程参数的影响
jl
预没铺砂层数、根据加砂方案计算铺砂浓度,
2012年9月21日收到
970广-一
脱砂压裂泵入过程中的输砂剖面示意图
2端部脱砂压裂防砂施工设计方案
端部脱砂压裂的程序流程图如下N J:
3端部脱砂压裂防砂技术的敏感性分析
3.1缝宽和缝内压差关系的确定 缝宽主要受岩石力学性质、缝高及缝内压差的 影响,而压差与缝长、泵排量及液体性质等因素有
国家重大专项(2011ZX05051)资助
—卜低浓度砂注入时
间/min
k、hhj
1南
200
I.
300
压裂液黏度/(mPa・S) 裂缝半长/m
图9压裂液的黏度与端部脱砂时间、 前置液体积和低浓度砂注入时间的关系图
图6裂缝长度与端部脱砂时间、前置液体积和 低浓度砂注入时间的关系图
由图10得到主力压裂液开始注入时间和泵注 结束时间都与压裂液黏度呈多项式关系,变化趋势 基本一致,都随压裂液黏度的增大而减小。
进Iniif算裂缝导流能力
由图5可以得到端部脱砂时压裂液效率和前置 液的比率随缝长变化都呈二次多项式关系,端部脱 砂时压裂液效率随裂缝长度的增大而逐渐减小;前 置液的比率随裂缝半长的增大而逐渐增大。
U
比较没汁的与要求的裂缝导流能力,重设裂缝和施T 参数进行优化,直到达到期望的裂缝导流能/J值
哆=半母△p
Co.2,Tianjin 061023,P.R.China
Shengli Oil Production Factory3。SINOPEC,Dongying 257000,P,R.China)
[Abstract]
at
Fracturing sand control technology is
cuts
or
a
new
measure to increase production and control sand aiming
to
the oil production
stop
caused by formation sand production of high permeability reservoir.In order
=1Ⅲ~星鲁 裂缝半长/m
图7裂缝长度与主力压裂液注入时间和 泵注结束时间的关系图
喜_挣【槲侧嘶l 叫砷嘶蚓
4哼——一——而广———1南—————面。
压裂液黏度/(mPa・s)
图10压裂液的黏度与主力压裂液注人时间和 泵注结束时间的关系图
7
6
5 4
3
2●
∞∞∞∞∞∞∞%
图8压裂液的黏度与端部脱砂时压裂液的 效率和前置液比率的关系图
斜学。孳,术忌三。d程 @Vol舢.13 蓑慧霎渊、2慧2月 5181310髂2n. E.beF蚴.6.o 蹦N 。uJ.1cb儿川‘石‘5.
1671——
( 2013 ) 06 1602 04
. -
Science l'eehnology and
也 nga neen℃一 ng
二u1.)
_——————————————————————————————————————————————————————————————————————————————一
was
generate short and wide fractures,a optimization