某外壳零件成形工艺分析
- 格式:pdf
- 大小:250.02 KB
- 文档页数:5
模具技术2011.No.5 27
文章编号:1001-4934(2011)05—0027—04
0 某外壳零件成形工艺分析
张 鑫
(陕西国防工业职业技术学院 实践教学管理处,陕西 西安 710302)
摘 要:针对底部带孔的有凸缘圆筒件成形工艺过程,确定了拉深工序的成形工艺参
数,结合数值模拟方法模拟验证了拉深的成形过程。对冲孔成形工艺进行了模具设
计,从而优化了工艺方案,对同类工件的成形工艺提供一定的借鉴,最终保证了圆筒件
拉深成形工序的顺利进行。
关键词:有凸缘圆筒件;拉深;冲孔;工艺;分析
中图分类号:TG 316.1 5 文献标识码:B
Analysis of forming process for some outer covering components
ZHANG Xin
Abstract:Aimed at the forming process of flange cylinder with a hole in the bottom,the
forming technological parameter of the drawing process was determined,and forming
process was verified by combination of numerical simulation method.The die for the
piercing process was designed and the technology scheme was optimized,which provides certain reference to the similar work piece’S forming process.Finally the drawing process
for the cylinder can be smoothly carried out.
Keywords:flange cylinder;drawing;piercing;process;analysis
引言
拉深是利用拉深模具将平板毛坯压制成各
种开口的空心工件,或将已制成的开口空心件
加工成其他形状空心件的一种冲压加工方法。
拉深的形变过程是随着凸模的不断下行,留在
凹模端面上的毛坯外径不断缩小,圆形毛坯逐
渐被拉进凸、凹模间的间隙中形成直壁,而处于
凸模下面的材料则成为拉深件的底,当板料全
部进入凸、凹模问的间隙里拉深过程结束。与
冲裁模相比,拉深凸、凹模的工作部分不应有锋
利的刃口,而具有一定的圆角,凸、凹模间的单
收稿日期:2011-04—18 作者简介:张鑫(1970一),男,高级工程师。 边间隙稍大于料厚。本文以实际生产中常见的
某外壳零件为例,O8钢作为材料,来研究圆筒件
的成形工艺过程,并结合有限元数值模拟方法,
对该成形过程进行了模拟计算Ⅲ。
1 零件成形工艺分析
图1所示为某外壳零件,料厚为2 mm,此
零件属于有凸缘圆筒件,在圆筒件的底部分布
有圆孔,而且对称分布,中间的孔精度要求比较
高,属于11级精度要求,另外圆筒的边沿尺寸
有12级精度要求,这就要求有切边工序,其余 28 Die and Mould Technology No.5 20 1 1
为14级精度要求,整体零件的精度要求不是很
高,但是成形关键在于有凸缘的圆筒件拉深工
艺设计,能否以此拉深成形,防止产生拉裂等缺
陷,冲孑L工序要保证孔与孔之间的距离要求。
图l 圆形零件图
2零件工艺方案设计
零件冲压工艺方案要根据计算拉深次数来决
定,看是否可以一次拉深成功,其工艺计算如下。
2.1确定修边余量AR值[2]
因料厚为2 mm,故零件尺寸按厚度中线计算。
/d (1)
式中:d ——拉深件凸缘直径,110 mm;
拉深件底部直径(中线),78 mm。
经计算:d /d一1.41
查有凸缘圆筒形拉深件的修边余量表得
AR:4.3 mm,所以拉深件的实际凸缘直径: d—d +2×AR (2)
经计算: ===118.6 mm。
2.2计算毛坯直径
当r—R时,按《冷冲压技术》_2 中表5—4得
毛坯直径:
D一 ̄/ i+4d2H一3.44rd2 (3)
式中: ——拉深件的实际凸缘直径,118.6 mm; d ——拉深件底部外圆直径,80 mm;
一拉深件的高度(中线高度),48 mm; r一拉深件底部圆角半径(中线尺寸),3 mm。
经计算:D取170 mm。
2.3判断能否一次拉深成形
总的拉深系数: —d/D (4)
式中: ——拉深件底部直径(中线),78 mm;
D——毛坯直径,170 mm。
经计算: —d/D=0.459 查《冷冲压技术》_2 中表5—9和表5—1O
得:首次拉深的极限拉深系数:[m]一0.49。
由于 <[ ],所以一次不可以拉深成形。
2.4调整拉深系数
制定拉深工艺时,为了减少拉深次数,需要
采用小的拉深系数(大的拉深比)。但拉深系数
过小,将会在危险断面产生破裂。因此,要保证
拉深顺利进行,每次拉深系数应大于极限拉深
系数。首次拉深尽可能保证在不拉裂的情况下
变形尽可能大,即其拉深系数接近极限拉深系
数,查《冷冲压技术》【=2 中表5—9和表5—1O取 首次拉深系数: 一0.50,则首次拉深直径d 一
85 mm。
2.5确定每一工序直径d
查《冷冲压技术》¨2 中表5—1l取:m。一
0.92,则d2—78 mm。
2.6各工序圆角半径的确定嘲
一次拉深成形时,凹模圆角半径
rAl一0.8× ̄/(D。一d。)£ (5)
式中:D——毛坯直径,170 mm;
——拉深件底部直径(中线),78 miD.; £——板料厚度,2 mm。
经计算:rA1—10.4 Film。
取凸模和凹模的圆角半径相等,即: 一
A1—10.4 mm。 第二次拉深凸、凹模圆角半径取工件要求
尺寸(中线尺寸)即:r 一rA2—3 trim。
2.7拉深高度的计算
有凸缘的圆筒件由于第一次拉人凹模的材 模具技术2011.No.5 29
料比零件最后拉深部分实际所需的材料多5 ,
毛坯的直径需要进行修正,根据式(6):
D。=俪28rdl+SP+4dh +6.28 +4.56R。)+( 一 )×105 96
(6)
式中:d ——拉深件底部直臂部分直径,74 mm;
r一一拉深件底部圆角半径(中线尺寸),3 mm;
h ——拉深件的直臂部分高度,44 mm;
——拉深件凸缘部分圆角半径(中线尺
寸),3 mm;
d——拉深件底部直径(中线),78 mm;
——拉深件的实际凸缘直径,118.6 mE;
d。——拉深件底部外围直径加上有缘圆
角,84 mm。
3模具设计 E==========================j!
(a)下料
(C)第二次拉深 经计算:毛坯直径为172 mm。 九 n 一 (D。一 )+0.43(r+R) (7) 1 根据式(6)第一次的拉深高度h 一54.5 mm。
通过校核第一次的拉深高度,其接近极限拉深
的高度,修正后的拉深高度为45 mm;第二次拉
深时多拉人了3 的材料,其余2 的材料返回
到凸缘上,通过计算h 一48 mm。
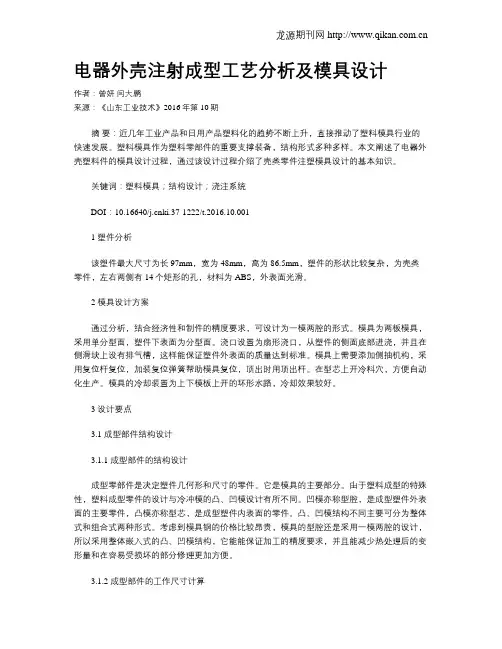
2.8工序简图[5]
由计算得知,拉深2次才可以完成(见
图2),所以此零件的工艺方案为:落料、第一次
拉深一第二次拉深一冲孔一切边。
图2工序简图
3.1 落料、第一次拉深复合模具
此模具的设计要点是必须保证先落料再拉
深,如图3所示,拉深的底平面低于落料的平
面。本模具采用从前向后送料,坯料有定位板
进行定位,此时上模下行,完成落料,接着进行 拉深工序,凸、凹模兼有压料作用_6],拉深工序
完成之后,如果零件卡在凹模里面,则用打料装
置进行,卡在拉深凸模上,采用顶料装置,顶料
装置是标准的弹顶器。
Fastamp是专门的板料冲压成形快速分析
软件,具有前后处理系统,其逆算法求解器特点
是基于改进的有限元逆算法和DKQ壳单元,考
虑了真实的摩擦、压边力、拉深筋等工艺条件, (b)第一次拉深
(d)切边
l1 12 13 14 15 l6 17
1.弹顶器 2.顶杆 3.螺钉、销钉 4.导柱 5.导套 6.压料圈 7.凸凹模 8.顶件块 9.模柄 1O.垫板 l1.上模板 12.凸凹模固定板 13.定位圈 14.落料凹模 15.拉深凸模 16.拉深凸模固定板 17.下模板 图3落料拉深复合模具 5
4 40 Die and Mould Technology No.5 20 1 1
图7修改模具过程图
图8第二次回弹模拟结果截面图
由图8可以看出,回弹后零件的尺寸并没
有达到技术要求,并且都小于尺寸要求,说明零
件的回弹不是按照等值补偿的原则进行的。因
为同一形状不同尺寸对回弹影响不尽相同,不
可能回弹量都是一样的,零件的尺寸越小,弯曲
区的塑性变形程度越大,回弹量越小。因此需
要对各个截面重新进行数据测量,并根据测量
数据进行相应补偿,重新修改模具形状。
通过多次模拟,以及多次修改模具的形状,
最终得到了比较合理的结果,如图9所示。所
有截面的尺寸基本都控制在公差范围内。 409.138 I409.942Il410.171
2 结论 409.974 I409.259 1409.187
图9最终回弹模拟结果截面囤
本文针对传统的模具补偿方式存在的问
题,以炉具前面板为例,研究了利用数值模拟进
行模具回弹补偿的方法。目前,根据模拟结果
设计的模具已应用于实际生产,所得到的零件
达到图纸的要求,说明利用数值模拟进行模具
补偿的方法对控制回弹是切实可行的。
参考文献:
(上接第3O页)
E4]肖景容,姜奎华.冲压工艺学[M].北京:机械工业出版 社,1994. Es]张九强,王齐栓,王小鹏.有凸缘圆筒形件的拉深工艺 计算分析EJ].济源职业技术学院学报,2009(6):23—25. [6]李天佑,蒋智斌.筒形件拉深过程的数值模拟EJ2.太原 重型机械学院学报,1997(3):205~209. E7]熊志卿.筒形件多次拉深极限预测[J].中国机械工程, 200l(5):1 4. Ⅲ ~~~一 一~一一 一~~一~一一一~~8 甲● r
。