化学镀镍磷合金
- 格式:doc
- 大小:15.00 KB
- 文档页数:2
化学镀镍简介化学镀镍又称无电介镀镍,国标GB/T 13913-92和ISO 4527-1987称自催化镍磷合金。
近20年里在工业发达国家的应用一直以年15%的增长率持续扩大应用领域和规模,成为21世纪最先进适用的表面处理技术之一。
1995年美国《联邦注册》颁布新法令:装饰铬到1996年1月25日、镀硬铬到1997年1月25日为止在美国本土被全面禁止,以化学镀镍取而代之。
化学镀镍工艺,无需外加电流,是运用合适的还原剂和严格的控制工艺在镀件表面连续自催化沉积镀层的技术。
镀层表面呈光亮或半光亮型,主要成分是镍磷(非晶态或微晶)合金,具有以下显著特征:一、高硬度和高耐磨性,镀层硬度为HV4900-5880Mpa(HRC49-55),400℃热处理为HV9800-10780MPa(HRC69-72)。
试验表明,在干燥和润滑的情况下,具有相当于硬铬的耐磨性。
因此,可用它来代替高合金材料和硬铬镀层。
二、优良的抗蚀性,镀层在盐、碱、氨和海水中有很好的抗蚀性。
50-125um 镀层可用作船舶或石油钻井平台上的零件,以抵抗海洋性气候的腐蚀。
三、高均镀性,即有很好的"仿型性",镀覆任意形状的工件尺寸,控制可在微米级以下,镀后无须研磨。
在盲孔、管件、深孔及缝隙的内表面可得到均匀镀层。
四、高结合力和自润滑,镀层孔隙少、致密、表面光洁。
五、可沉积在金属(钢铁、镍基合金及铝基合金)和非金属(玻璃、陶瓷和塑料)表面上,即在导体、半导体和非导体上均可沉积。
可使镀层具有特殊的物理、化学和机械性能。
六、热处理温度低,在400℃以下经不同保温时间后,可得到不同的硬度值。
因此,它不存在热处理变形的问题,特别适用于加工一些精度要求高、形状复杂、表面要求耐磨的零部件和工模具等。
七、无渗透性的限制,适用于大型、形状复杂的零部件和工模具的表面强化。
例如,机械制造和汽车制造工业中的大型拉延模,由于渗透性限制,无法用热处理方法强化。
化学镀镍化学镀镍已成为国际上表面处理领域中发展最快的工业技术之一,以其优良的性能,在几乎所有的工业部门都得到了广泛应用,每年总产值达10亿美元,而且每年还以5%~7%的速度递增。
化学镀镍是以次磷酸盐为还原剂,经自催化电化学反应而沉积出镍磷合金镀层的新技术。
镀履过程由于是无电流通过的条件下进行的,又称无电解镀镍(Elctroless Nickelplating)简称EN技术。
它具有深镀能力强、均镀能力好、镀层致密、孔隙率低等技术特点,应用范围已扩展到工业生产的各个领域,目前是全球最优秀的表面处理之一。
一、性质和用途用次磷酸钠作还原剂获得的镀层实际上是镍磷合金。
依含磷量不同可分为低磷(1%~4%)、中磷(4%~10%)和高磷(10%~12%)。
从不同pH值的镀液中可获得不同含磷量的镀层,在弱酸性液(pH=4~5)中可获得中磷和高磷合金;从弱碱性液(pH=8~10)中可获得低磷和中磷合金。
含磷为8%以上的Ni-P合金是一种非晶态镀层。
因无晶界所以抗腐性能特别优良。
经过热处理(300~400℃)变成非晶态与晶态的混合物时硬度可高达HV=1155;化学复合镀层硬度更高,如Ni-P-SiC,镀态HV=700,350℃热处理后可达到HV=1300。
非晶态合金是开发新材料的方向,现已成为工程学科的一大热门。
近年低磷化学镀镍是研究开发的又一热点,含磷1%~4%的Ni-P合金,镀态的HV=700,热处理后接近硬铬的硬度,是替代硬铬层的理想镀层,又是可在铝上施镀的好镀种。
化学镀层的种类、性质和主要用途,列于表3-1-2。
化学镀镍层与电镀镍层的性能比较,列于表3-1-3。
表3-1-2 化学镀镍种类性质和主要用途表3-1-3 化学镀镍与电镀镍的性能比较化学镀镍的脆性较大,在钢上仅能经受2.2%的塑性变形而不出现裂纹。
在620℃下退火后,塑性变形能力可提高到6%;当热处理温度达840℃时,其塑性还可进一步改善。
化学镀镍层同钢铁、铜及其合金、镍和钴等基体金属有良好的结合力。
化学镀镍磷介绍一、化学镀镍溶液的成分分析为了保证化学镀镍的质量,必须始终保持镀浴的化学成分、工艺技术参数在最佳范围(状态),这就要求操作者经常进行镀液化学成分的分析与调整。
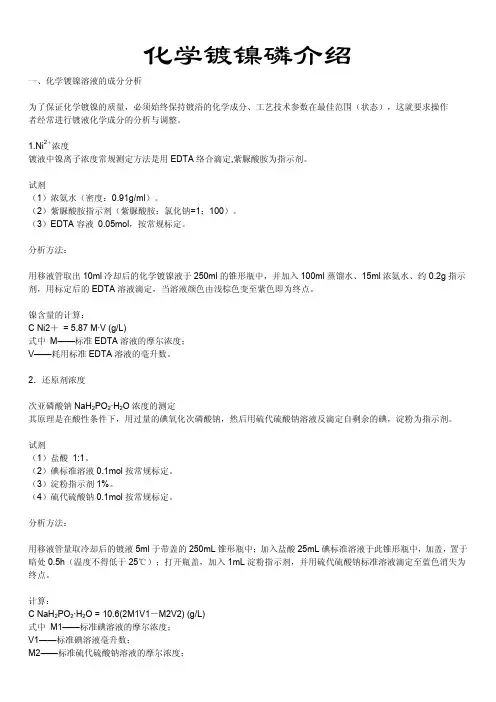
1.Ni2+浓度镀液中镍离子浓度常规测定方法是用EDTA络合滴定,紫脲酸胺为指示剂。
试剂(1)浓氨水(密度:0.91g/ml)。
(2)紫脲酸胺指示剂(紫脲酸胺:氯化钠=1:100)。
(3)EDTA容液 0.05mol,按常规标定。
分析方法:用移液管取出10ml冷却后的化学镀镍液于250ml的锥形瓶中,并加入100ml蒸馏水、15ml浓氨水、约0.2g指示剂,用标定后的EDTA溶液滴定,当溶液颜色由浅棕色变至紫色即为终点。
镍含量的计算:C Ni2+= 5.87 M·V (g/L)式中 M——标准EDTA溶液的摩尔浓度;V——耗用标准EDTA溶液的毫升数。
2.还原剂浓度次亚磷酸钠NaH2PO2·H2O浓度的测定其原理是在酸性条件下,用过量的碘氧化次磷酸钠,然后用硫代硫酸钠溶液反滴定自剩余的碘,淀粉为指示剂。
试剂(1)盐酸 1:1。
(2)碘标准溶液0.1mol按常规标定。
(3)淀粉指示剂1%。
(4)硫代硫酸钠0.1mol按常规标定。
分析方法:用移液管量取冷却后的镀液5ml于带盖的250mL锥形瓶中;加入盐酸25mL碘标准溶液于此锥形瓶中,加盖,置于暗处0.5h(温度不得低于25℃);打开瓶盖,加入1mL淀粉指示剂,并用硫代硫酸钠标准溶液滴定至蓝色消失为终点。
计算:C NaH2PO2·H2O = 10.6(2M1V1-M2V2) (g/L)式中 M1——标准碘溶液的摩尔浓度;V1——标准碘溶液毫升数;M2——标准硫代硫酸钠溶液的摩尔浓度;V2——耗用标准硫代硫酸钠溶液毫升数。
3.NaHPO3·5H2O的浓度化学镀镍浴还原剂反应产物中影响最大的是次磷酸钠的反应产物亚磷酸钠。
其他种类的还原剂的反应产物的影响较小甚至几乎无影响,如DMAB。

·10· 材料导报网刊 2006年4月第2期化学镀镍磷合金的研究进展与展望*王冬玲,陈焕铭,王憨鹰,余建立(宁夏大学物理电气信息工程学院,银川 750021)摘要 化学镀大致可分为4类:多元合金化学镀、微粒与合金共沉积的化学复合镀、新型技术化学镀及双层或多层化学镀。
综述了国内外在化学镀镍磷合金方面的最新研究进展,介绍了不同基体材料的镀前处理及主要的镀后处理方法,并对国内化学镀镍磷合金的未来发展做了进一步的展望。
关键词化学镀镍磷合金Recent Development and Future Prospects in Electroless Ni-P Alloy Deposits WANG Dongling,CHEN Huanming, WANG Hanying,YU Jianli(School of Physics & Electrical Information Engineering, Ningxia University, Yinchuan 750021)Abstract Electroless plating can be divided into four categories: multi-alloy electroless plating, electroless composite plating with particulate and alloy deposited, new-type technique electroless plating and double-layered or multi-layered electroless plating. This paper reviews recent development in electroless Ni-P alloy deposits. The methods of pretreatment and post-treatment of electroless plating in different matrixes are introduced. And some prospects in the future development for our country are put forward.Key words electroless plating , Ni-P alloy0前言化学镀是利用合适的还原剂使溶液中的金属离子有选择性地在经过催化剂活化的表面上还原析出形成金属镀层的一种化学处理方法。
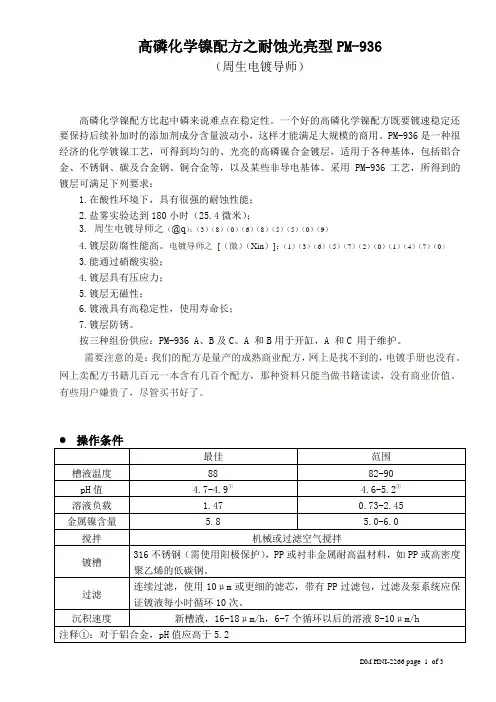
高磷化学镍配方之耐蚀光亮型PM-936(周生电镀导师)高磷化学镍配方比起中磷来说难点在稳定性。
一个好的高磷化学镍配方既要镀速稳定还要保持后续补加时的添加剂成分含量波动小,这样才能满足大规模的商用。
PM-936 是一种很经济的化学镀镍工艺,可得到均匀的、光亮的高磷镍合金镀层,适用于各种基体,包括铝合金、不锈钢、碳及合金钢、铜合金等,以及某些非导电基体。
采用PM-936 工艺,所得到的镀层可满足下列要求:1.在酸性环境下,具有很强的耐蚀性能;2.盐雾实验达到180小时(25.4微米);3.周生电镀导师之(@q):(3)(8)(0)(6)(8)(5)(5)(0)(9)4.镀层防腐性能高。
电镀导师之[(微)(Xin)]:(1)(3)(6)(5)(7)(2)(0)(1)(4)(7)(0)3.能通过硝酸实验;4.镀层具有压应力;5.镀层无磁性;6.镀液具有高稳定性,使用寿命长;7.镀层防锈。
按三种组份供应:PM-936 A、B及C。
A 和B用于开缸,A 和C 用于维护。
需要注意的是:我们的配方是量产的成熟商业配方,网上是找不到的,电镀手册也没有。
网上卖配方书籍几百元一本含有几百个配方,那种资料只能当做书籍读读,没有商业价值。
有些用户嫌贵了,尽管买书好了。
●配方平台不断发展完善我们的配方平台包含的成熟量产商业种类多,已有AN美特、乐思、罗哈、麦德美、国内知名公等量产成熟的药水配方。
我们的配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的目标。
●配方说明目前市场上有很多类似抄袭的,或者是买过部分配方后再次转卖的,他们有时候会改动数据,而且不会有后期的改进和升级。
他们甚至建立Q群或者微@信群推广配方,我们没有建立任何群。
一切建&群的都是假冒。
(本*公*告*长*期*有*效)●溶液开缸及操作配制新槽前,请仔细阅读说明书。
材料每100L含量PM-936 A 6LPM-936 B 18L去离子水至操作液位1.用去离子水先洗净镀槽,然后加入约一半体积的去离子水;2.加入所需量的PM-936A,PM-936B,用空气或机械搅拌均匀;3.检查溶液的pH值,按需要用25%的氨水或50%的碳酸钾溶液调节。
化学镀镍的原理及其特点化学镀镍是以次磷酸盐为还原剂,经自催化电化学反应而沉积出镍磷合金镀层的新技术。
镀履过程由于是无电流通过的条件下进行的,又称无电解镀镍(Elctroless Nickelplating)简称EN技术。
它具有深镀能力强、均镀能力好、镀层致密、孔隙率低等技术特点,应用范围已扩展到工业生产的各个领域,目前是全球最优秀的表面处理之一。
八十年代以来,化学镀镍技术不断进步,成为发展速度最快的表面处理新技术,并开始大规模工业化应用。
在当今发达国家,几乎难以找到一个工业部门不需要采用化学镀镍技术的。
到九十年代后期,美国年化学镀镍市场已超过10亿美元,日本,德国及欧洲化学镀镍年产值约50亿美元,可以看出,在发达国家,化学镀镍已经成为十分成熟的技术。
我国的化学镀镍市场与国际相比起步较晚、规模小,进步WTO后,各行各业都在与国际接轨,促进了我国化学镀镍市场的发展,化学镀镍是表面处理工程中的佼佼者。
它适应于各种形状、多种材料的零件,是您设备的忠诚卫士。
化学镀镍的特点:1、镀层是化学介的结合,不脱落,不龟裂,结合力400Mpa远远高于电镀。
2、具有高硬度和高耐磨性。
在沉积状态下,镀层硬度为HV500-550(HRC49-55),400℃热处理为HV900-1000(HRC69-72)。
3、镀层系非晶态,孔隙小,表面光洁,在许多地方可替代不锈钢。
4、镀层厚度十分均匀,±误差在2μm左右,即有很好的“仿型性”,镀后不需要磨削加工。
5、在肓孔、管件、深孔及缝隙的内表面可得到均匀镀层。
中性盐雾时间96小时。
6、镀层的厚度可控,一般为10-15μm/h。
可用于修复零件和工模具因磨削加工或磨损而引起的尺寸超差,使报废零件复用。
由于化学镀镍是集防腐性和耐磨性于一身的优异性能,促使EN技术及其系列产品在国内得到了广泛的应用,可以为石油化工、汽车工业、轻工机械、纺织工业、电子、造纸、食品、印刷、医疗器械、再制造工程等各个产业领域的换热器、风机、泵、轴、辊、汽缸、液压装置、导轨、轴承、阀门、模具、紧固件等防腐、防锈等难题得到解决,还可以在许多地方替代不锈钢,为企业节能、节材、减少环境污染、降低产品成本,从而提高产品品牌的知名度,创造可观的经济效益。
化学镀镍-磷合金层表面化学镀金工艺及其性能刘海萍;毕四富;王尧【摘要】采用化学镀镍-磷/化学镀钯/置换镀金(ENEPIG)工艺获得镍/钯/金组合镀层,对比分析了它与化学镀镍/置换镀金(ENIG)、化学镀镍/化学镀金(ENEG)工艺的相关沉积特征及镀层耐蚀性能.镀金过程中开路电位和沉积速率均发生明显的变化,反映了基体电极表面状态的变化.ENEG工艺的化学镀金过程中的平台电位最正,沉积速率最快.与ENIG工艺的置换镀金相比,ENEPIG工艺中置换镀金的平台电位更正,对基体的腐蚀也更慢,所得置换镀金层更致密,具有良好的耐腐蚀性能.综合对比ENIG、ENEG、ENEPIG工艺所得3种镀层,ENEPIG工艺的镀层性能最优.%A nickel/palladium/gold composite coating was obtained by electroless nickel plating followed by electroless palladium plating and immersion gold plating (ENEPIG) successively.The related deposition properties of ENEPIG,ENIG (electroless nickel plating/immersion gold plating) and ENEG (electroless nickel/gold plating),as well as the corrosion resistance of their coatings were compared.Both open circuit potential and deposition rate during the gold plating change obviously,which reflects the change on the surface of substrate.The electroless gold plating in ENEG process has the highest potential platform and deposition pared with the immersion gold plating in ENIG process,the immersion gold plating in ENEPIG process has a higher potential platform and a lower corrosion rate of substrate.The obtained immersion gold coating is more compact and resistant to corrosion.It is found that the coating obtained by ENEPIG process has the best performances through a comprehensive comparisonamong the three kinds of coatings obtained by ENIG,ENEG and ENEPIG processes.【期刊名称】《电镀与涂饰》【年(卷),期】2017(036)019【总页数】4页(P1025-1028)【关键词】化学镀;置换;镍-磷合金;金;钯;耐蚀性【作者】刘海萍;毕四富;王尧【作者单位】哈尔滨工业大学(威海)海洋科学与技术学院,山东威海264209;哈尔滨工业大学(威海)材料科学与工程学院,山东威海264209;哈尔滨工业大学(威海)海洋科学与技术学院,山东威海264209【正文语种】中文【中图分类】TQ153.2;TG150化学镀镍/置换镀金(ENIG)镀层具有优良的耐蚀性、热稳定性和可焊性,在电子产品表面处理中得到广泛应用.但置换镀金时容易对化学镀镍-磷合金镀层造成过腐蚀,导致微电子产品后续焊接失效,这制约了ENIG技术的发展与应用[1-3].为了减缓置换镀金时对Ni-P合金的腐蚀,国内外研究者进行了许多工作.如采用耐腐蚀性较好的高磷化学镀镍-磷合金,采用中性、低温的置换镀金液,在置换镀金液中添加硫脲等还原剂或聚乙烯亚胺类缓蚀剂[4-5],开发半置换半还原的复合镀金层[6-7],等等.这些方法虽然在一定程度上减轻了镍-磷合金的腐蚀,但并不能杜绝上述问题.化学镀镍/化学钯/置换镀金技术(ENEPIG)是在化学镀 Ni-P层与置换镀金层之间增加化学镀钯的工艺.化学镀钯层一方面可以避免镀金液对Ni-P合金的腐蚀,防止"黑盘"的发生;另一方面,钯层作为阻挡层,能够防止后续热处理时Ni-P层与金层之间的扩散,提高铝线、金线的键合能力[8].因此,ENEPIG工艺具有良好的焊接可靠性,能够满足RoHS的无铅焊接要求,被誉为"万能"镀层,在微电子领域具有很好的应用前景.本文采用课题组前期开发的较稳定的化学镀钯液,以纯铜为基体,通过ENEPIG工艺获得镍/钯/金组合镀层,并对比分析了化学镀镍/置换镀金、化学镀镍/化学镀金等的相关沉积特征及镀层性能.以20 mm X 20 mm的纯铜片为基体,依次进行酸洗、微刻蚀、预浸、活化后化学镀Ni-P合金4 ~5 μm [6],再分别进行置换镀金(IG)、化学镀钯/置换镀金(EPIG)、化学镀金(EG),分别得到 ENIG、ENEPIG 和ENEG镀金试样.置换镀金的配方和工艺为:亚硫酸金钠2 g/L,亚硫酸钠15 g/L,硫代硫酸钠17 g/L,配位剂3 g/L,添加剂 50 mg/L,温度(80 ± 2) °C,pH 7.0.化学镀金液除了增加2 g/L硫脲(还原剂)外,其余参数与置换镀金相同.化学镀钯的配方和工艺为:硫酸钯2 g/L,硫脲2 mg/L,乙二胺四乙酸20 g/L,次磷酸钠15 g/L,磷酸二氢钠12 g/L,温度60 °C,pH 7.0.使用上海辰华CHI604E电化学工作站测量镀金过程中开路电位(OCP)随时间的变化.研究电极为化学镀Ni-P、Ni-P/Pd的铜片(工作面积为1 cm2),辅助电极为铂电极,参比电极为饱和甘汞电极(SCE).使用德国Bruker AXS S4Explorer型X射线荧光光谱仪(XRF)测量金层厚度,计算镀金速率.目视观察镀层的外观和色泽,以德国Zeiss MERLIN Compact型扫描电子显微镜(SEM)观察镀层的微观形貌.分别采用润湿角法(3.5% NaCl溶液)及塔菲尔(Tafel)曲线测量,比较不同镀金试样的耐蚀性.测Tafel曲线前,将待测试片放入丙酮中浸泡5 min,以去除镀层表面油污,再在3.5% NaCl溶液中浸泡15 min以平衡其电极电位,将此平衡电位作为开路电位,以5 mV/s的速率在开路电位的± 300 mV范围内扫描.根据式(1)和式(2)计算镀金层的孔隙率ρ.式中,Rp为极化电阻(单位:Ω.cm2),Rpm为基体的极化电阻(单位:Ω.cm2),Δφ为镀层与基体之间的电位差(单位:V),jcorr为镀层的腐蚀电流密度(单位:µA/cm2),βa为阳极 Tafel斜率,βc为阴极的 Tafel斜率.由图1可知,Ni-P和Ni-P/Pd合金表面金沉积过程的开路电位随时间的变化规律基本相似.随金沉积过程的进行,开路电位先正移,最后达到基本稳定的平台值.ENEG 工艺对应的平台电位最正,约为-0.16 V,ENEPIG、ENIG的平台电位分别在-0.23 V 和-0.30 V左右.ENEG工艺到达平台电位所需时间最短,其次为 ENEPIG.将待镀电极浸入镀金液后会发生 Au+的还原沉积反应,使基体表面逐渐被金层覆盖,导致电极电位正移.到达平台电位的时间越短,表明基体被金层完全覆盖所需时间越短,而平台电位越正,则意味着金层的覆盖率越高[5].因此,在Ni-P合金上化学镀金时所得金层覆盖率比置换镀金层要高;而在Ni-P合金上先进行化学镀钯也有利于提高金层在Ni-P合金表面的覆盖率,从而有助于改善Ni-P合金的不均匀腐蚀等问题.从图2可知,3种工艺的镀金速率在初始阶段都较快,随沉积时间的延长而逐渐降低.沉积时间相同时,ENEG工艺的镀金速率最高,ENEPIG工艺的镀金速率最慢,这与图1的结果吻合.一方面,ENEG工艺中的镀金类型为化学镀金,镀金液中还原剂的存在增强了镀金液的还原能力;另一方面,因Ni/Ni2+与Au/Au+之间的电极电位相差较大,因此ENEG工艺的初始阶段也存在置换镀金过程.因此,ENEG工艺的镀金速率最快.ENIG与ENEPIG两种工艺都是采用置换镀金,其驱动力为金属间电位差,Ni/Ni2+与Au/Au+之间的电位差明显大于Pd/Pd2+与Au/Au+之间的电位差,因此 ENIG工艺的镀金速率比 ENEPIG工艺的镀金速率大.这也表明,与ENIG的置换镀金相比,ENEPIG工艺中的置换镀金过程对基体的腐蚀较小,造成基体过腐蚀的可能性较低.由图3可知,采用不同工艺制备的镀金层均为瘤状结构,结构致密.将3.5% NaCl溶液滴在不同镀层表面测其润湿角,结果见图4.从图4可知,NaCl液滴在Ni-P镀层表面的润湿角为48.92°,在ENIG、ENEG和ENEPIG镀层表面的润湿角则分别为52.72°、65.88°和77.69°.一般而言,润湿角越大,表明 NaCl液滴在镀层表面的吸附性越差[1],镀层的耐蚀性越好.因此,根据NaCl液滴在不同试样表面的润湿角可以初步推断 ENEPIG金镀层的耐蚀性最好,ENEG金镀层次之,ENIG金镀层最差.由图5及表1可知,与Ni-P合金镀层相比,ENIG、ENEPIG、ENIEG工艺镀金层在3.5% NaCl溶液中的腐蚀电位均较正,腐蚀电流密度均较低,表明这3种镀金工艺均可以提高Ni-P合金的耐蚀性.此外,3种工艺镀金层中,ENEPIG工艺镀金层的腐蚀电位最正,腐蚀电流密度和孔隙率最低;ENIG工艺镀金层的腐蚀电位最负,腐蚀电流密度和孔隙率最高.这同样表明ENEPIG工艺镀金层的耐蚀性最好,ENIG镀层的耐蚀性较差.通过对化学镀Ni-P合金层直接置换镀金(ENIG)、化学镀钯后再置换镀金(ENEPIG)和直接化学镀金(ENEG)这3种过程的研究,得出以下结论:(1) 采用ENEG工艺时,由于化学镀金液中含有还原剂硫脲,其镀金速率比ENIG工艺快.(2) 采用ENEPIG工艺时,镀金过程的开路电位比采用ENIG工艺时更正,说明置换镀金液对基体的腐蚀速率明显降低.(3) 在3种镀金工艺中,EPEING工艺所得置换镀金层最致密,孔隙率最小,耐蚀性最优.[ 编辑:周新莉 ]【相关文献】[1] HO C E, FAN C W, HSIEH C W.Pronounced effects of Ni(P) thickness on the interfacial reaction and high impact resistance of the solder/Au/Pd(P)/Ni(P)/Cu reactive system [J].Surface and Coatings Technology, 2014, 259: 244-251.[2] MD ARSHAD M K, JALAR A, AHMAD I.Characterization of parasitic residual deposition on passivation layer in electroless nickel immersion gold process [J].Microelectronics Reliability, 2007, 47 (7): 1120-1126.[3] LIN C P, CHEN C M.Solid-state interfacial reactions at the solder joints employingAu/Pd/Ni and Au/Ni as the surface finish metallizations [J].Microelectronics Reliability, 2012, 52 (2): 385-390.[4] 刘海萍, 李宁, 毕四富.聚乙烯亚胺对置换镀金过程中镍基体腐蚀的影响[J].稀有金属材料与工程, 2009, 38 (6): 1087-1090.[5] LIU H P, LI N, BI S F, et al.Gold immersion deposition on electroless nickel substrates: the deposition process and the influence factor analysis [J].Journal of the Electrochemical Society, 2007, 154 (12): D662-D668.[6] KANZLER M.Plating method: US6911230 [P].2005-06-28.[7] WON Y S, PARK S S, LEE J, et al.The pH effect on black spots in surface finish: electroless nickel immersion gold [J].Applied Surface Science, 2010,257 (1): 56-61. [8] TECK NG B, GANESH VP, LEE C.Impact of electroless nickel/palladium/immersion gold plating on gold ball bond reliability [C] // 2006 International Conference on Electronic Materials and Packaging.[S.l.: s.n.], 2006: 9858124.[9] WANG Y, LIU H P, BI S F, et al.Effects of organic additives on the immersion gold depositing from a sulfite-thiosulfate solution in an electroless nickel immersion gold process [J].RSC Advances, 2016 (12): 9656-9662.[10] NAM N D, BUI Q V, NHAN H T, et al.Effect of Pd interlayer on electrochemical properties of ENIG surface finish in 3.5wt.% NaCl solution [J].Journal of Electronic Materials, 2014, 43 (9): 3307-3316.。
铝合金真空高磷化学镀镍热处理工艺流程The process flow of aluminum alloy vacuum high-phosphorus electroless nickel plating heat treatment is a complex and meticulous procedure that involves multiple steps. Throughout this process, it is essential to maintain precise control to ensure the desired results. In this article, we will outline the procedure without using certain transitional words or phrases.Before delving into the details, it's important to understand the purpose of each step in the process. The goal of aluminum alloy vacuum high-phosphorus electroless nickel plating heat treatment is to improve the surface hardness, wear resistance, corrosion resistance, and other mechanical properties of aluminum alloy parts.要进行预处理。
这个步骤是为了清除铝合金表面的油污和灰尘,并提高其表面的粗糙度。
常见的方法包括碱洗、电解抛光和酸洗。
预处理过程中,需要注意控制温度、时间和浓度等参数,以确保最佳效果。
Next comes the activation step. This process prepares the surface of the aluminum alloy for subsequent electroless nickel plating by creating an active layer. It typically involves immersing the parts in an activation solution containing chemicals such as palladium chloride or stannous chloride. The concentration and immersion time need to be carefully adjusted based on specific requirements to achieve optimal activation.Once activated, the parts are ready for electroless nickel plating. Electroless nickel plating does not require an external power source like traditional electrolytic plating methods. Instead, it relies on a chemical reaction between a reducing agent and metal ions to deposit a uniform layer of nickel onto the surface of the aluminum alloy.After electroless nickel plating, it's time for heat treatment. Heat treatment plays a critical role in enhancing the mechanical properties of the plated layer. The temperature and duration of the heat treatment process need to be carefully controlled to prevent melting or distortion of the aluminum alloy parts while achieving thedesired metallurgical changes in the plated layer.Following heat treatment, a post-treatment process is necessary to improve the adhesion and corrosion resistance of the plated layer further. This step often involves rinsing with water, followed by immersion in a passivation solution or applying a protective coating.这个工艺流程中的每个步骤都扮演着重要的角色,在整个过程中需要严格控制每个参数。
铝合金真空高磷化学镀镍热处理工艺流程1. 引言1.1 概述本文旨在研究铝合金真空高磷化学镀镍工艺流程,通过对该工艺的详细介绍和分析,探讨其在实际应用领域中的潜力和优势。
对于铝合金材料而言,表面镀层的质量和性能直接关系到其耐腐蚀、抗氧化以及机械性能等方面,因此寻找一种高效可靠的表面处理技术具有重要意义。
1.2 研究背景随着工业技术的不断发展,铝合金材料在航空、汽车、电子等领域得到了广泛应用。
然而,由于铝合金本身与外界环境存在化学反应的可能性较大,导致其容易产生氧化物或其他形式的腐蚀物质。
因此,为了提高铝合金材料的耐腐蚀性能以及整体品质,并满足不同工业领域对产品性能的要求,研究人员开始关注改善表面处理技术。
1.3 目的和意义本文旨在深入探究铝合金真空高磷化学镀镍工艺的相关技术细节,明确其在铝合金表面处理方面的重要性和实用性。
通过对工艺流程、参数优化与控制等方面的探讨,我们希望能够提供一种可行、有效的铝合金表面处理方法,为相关行业的应用提供参考和指导。
同时,通过实验结果的总结与分析,评价该工艺在提升产品性能以及未来改进方向上的潜力和局限性。
最终目标是推动铝合金材料在不同领域中的广泛应用,并为相关领域的发展做出贡献。
2. 铝合金真空高磷化学镀镍介绍2.1 铝合金特点:铝合金是一种重要的结构材料,具有轻质、高强度、耐腐蚀等优良性能。
因此,在航空航天、汽车、建筑和电子等领域广泛应用。
铝合金还具有良好的导热性和导电性,使其成为制造散热器和电子元器件的首选材料。
2.2 真空高磷化学镀镍工艺概述:真空高磷化学镀镍是一种表面处理技术,通过在铝合金表面形成一层均匀且致密的镍磷合金涂层,以提高其耐腐蚀性能和抗磨损性能。
该工艺在真空条件下进行,可消除氢脆和氧化问题,并可以在复杂形状的铝合金表面得到均匀的涂层。
2.3 应用领域分析:2.3.1 航空航天领域:由于航空航天部件对于轻质和高强度材料的需求,铝合金真空高磷化学镀镍技术得到广泛应用,可为飞机发动机部件、航空器外壳和结构件提供优良的耐腐蚀性能。
化学镀镍磷合金
业务范围:专业从事化学镀镍磷合金加工业务
加工技术:金属表面化学镀NI--P工艺,全面取代电镀处理
本公司加工工艺可在钢、铸铁、铝合金、铜合金等材料表面形成光亮如镜的镍磷合金镀层,硬度可高达HV1000,相当HRC69,具有很高的耐磨性和耐腐蚀性,镀层结合力好、厚度均匀。
镀速快,可达20μm/小时。
一、技术特性:
1、耐腐蚀性强:该工艺处理后的金属表面为非晶态镀层,抗腐蚀性特别优良,经硫酸、盐酸、烧碱、盐水同比试验,其腐蚀速率低于1cr18Ni9Ti不锈钢。
2、耐磨性好:由于催化处理后的表面为非晶态,即处于基本平面状态,有自润滑性。
因此,磨擦系数小,非粘着性好,耐磨性能高,在润滑情况下,可替
代硬铬使用。
3、光泽度高:催化后的镀件表面光泽度为LZ或▽8-10可与不锈钢制品媲美,呈白亮不锈钢颜色。
工件镀膜后,表面光洁度不受影响,无需再加工和抛光
4、表面硬度高:经本技术处理后,金属表面硬度可提高一倍以上,在钢铁及铜表面可达Hv 570。
镀层经热处理后硬度达Hv 1000,工模具镀膜后一般寿命
提高3倍以上。
5、结合强度大:本技术处理后的合金层与金属基件结合强度增大,一般在350-400Mpa条件下不起皮、不脱落、无气泡,与铝的结合强度可达102-241 Mpa。
6、仿型性好:在尖角或边缘突出部分,没有过份明显的增厚,即有很好的仿型性,镀后不需磨削加工,沉积层的厚度和成份均匀。
7、工艺技术高适应性强:在盲孔、深孔、管件、拐角、缝隙的内表面可得到均匀镀层,所以无论您的产品结构有多么复杂,本技术处理起来均能得心应手,绝无漏镀之处。
8、低电阻,可焊性好。
9、耐高温:该催化合金层熔点为850-890度
二.适镀基材:铸铁、钢铁、铜及铜合金、铝及铝合金,模具钢、不锈钢。
三.化学镀镍磷合金层的性能(国家钢铁产品质量监督检验中心检测)
按GB10125-1997标准规定进行测试,时间为96小时,Nacl浓度50g/l,ph值:
6.5-
7.2,温度:35,按GB6464-86规定评定防护等级,可达9级。
磷含量(质量百分数):6%-12% 电阻率:60-75μΩ.cm
密度:7.9g/cm3 熔点:860-880℃
硬度:镀态:Hv500-550(45-48RCH) 热处理后:Hv1000
结合力:400MPa,远高于电镀
内应力:钢上内应力低于7Mpa
本单位生产销售化学镀镍浓缩液、络合稳定光亮剂、浸锌剂、钝化封闭剂等,设计制作化学镀镍生产线,承揽化学镀镍加工
我厂为客户服务的方式有以下几种:
一、镀覆加工各种工件。
二、对于要求应用该技术的用户,可进行技术合作。
三、销售标准型浓缩型镀液。
四、对有特殊要求的用户,可咨询洽谈。
——————————————————————————————————
电话: 066 联系人:徐先生
应用范围
1、汽车工业:
散热器、汽化器零件、喷油嘴、球头螺栓、差速器行星齿轮轴、盘式制动器活塞、可变速器推力垫圈、同步齿轮、关节销、排气管道和消音器、减震器、销紧零件、软管管接头、齿轮和能动装置。
2、化学工业:
压力容器、反应容器、搅拌器轴、泵和叶轮、热变换器、过滤器和零件、涡轮机叶轮转子、压缩机叶轮、喷嘴、阀门。
3、纺织工业:
纺织刮板、送料导杆、锭子棘轮、纺织针、喷丝头、喇叭口、罗拉、曲杆头等需增加光滑和耐磨的零件。
4、石油和天然气:
管道、泵壳、抽油杆、球阀、柱塞泵、封隔器、泥浆泵、防喷装置。
6、食品工业:
食品充气灌装机、螺杆送料机、搅拌锅、食品模具、烤盘、干燥箱、
7、电子工业:
“老化”接触、电容器、插头、散热器、导线框架晶体管封装。
8、其他工业:
锌压铸模、玻璃模型、注塑模、钢领、喷丝头、编织针、印刷辊筒、印刷平板、药丸分筛机、手术器械、五金工具零配件等。
在机器制造工业中凡需要耐磨或耐腐蚀的零件一般都可以用化学镀镍来提高其寿命,如液压轴、曲轴、传动链带、齿轮和离合器、工、卡、模具等。
铸造用模具和型芯盒通常为铸铁或铸铝件,在使用过程中遭受磨料磨损,报废很快。
采用化学镀镍表面保护之后,铸造模型和型芯盒的质量上等级,使用寿命显著提高。
纺织机械转速很高,各种纤维纱线对于机械零件的磨损十分严重。
化学镀镍比较成功地解决了纺织机械零件的磨损问题。
印刷机上各种辊筒和部件,采用25-50μm厚的化学镀镍层保护可防止印刷油墨和润白液的腐蚀。
化学镀镍层的高度均匀性可保证印刷辊筒的尺寸精度,而无须镀后机械加工。