化学镀镍磷合金加工
- 格式:doc
- 大小:31.50 KB
- 文档页数:4
引言概述:
化学镀镍磷合金工艺是一种常用的金属表面处理方法,具有较高的耐腐蚀性和耐磨性。
本文旨在综述相关的研究文献,深入探讨化学镀镍磷合金工艺的研究进展、工艺参数优化、合金特性及其应用领域。
正文内容:
1.工艺研究进展
1.1传统化学镀镍磷合金工艺
1.2改进型化学镀镍磷合金工艺
2.工艺参数优化
2.1镀液成分优化
2.2温度和镀液pH值优化
2.3电流密度和镀液搅拌速度优化
2.4镀液中添加剂优化
3.合金特性研究
3.1镀层结构和成分分析
3.2镀层显微硬度和耐磨性研究
3.3镀层的结晶性质和晶体生长机制
4.应用领域
4.1电子电镀应用
4.2汽车工业应用
4.3航空航天应用
4.4冶金工业应用
4.5其他领域应用
5.工艺优缺点及未来发展趋势
5.1工艺优点
5.2工艺缺点
5.3未来发展趋势
总结:
综合上述研究文献,化学镀镍磷合金工艺在金属表面处理中具有广泛的应用前景。
不论是传统工艺还是改进工艺,都可以通过优化工艺参数来提高镀层的性能。
相关的合金特性研究有助于深入了解镀层的显微硬度、耐磨性等性能指标。
不同领域都可以找到该工艺的应用,例如电子电镀、汽车工业和航空航天等。
该工艺也存在一些缺点,如镀层中可能含有杂质等。
未来的发展趋势应该在提高工艺的经济性、环境友好性和镀层性能方面进行进一步的研究与改进。
化学镀镍磷合金技术高性能的镍磷合金化学镀工艺是近年来迅速发展起来的一种新型表面保护和表面强化技术手段,具有广泛的应用前景。
目前化学镀镍磷合金已广泛地应用在石油化工、石油炼制、电子能源、汽车、化工等行业。
石油炼制和石油化工是其最大的市场,并且随着人们对这一化镀特性的认识,它的应用也越来越广泛,主要用在石油炼制、石油化工的冷换设备上,并且成功地为许多厂家进行了施镀。
经用户实际应用,能提高设备的耐磨、耐蚀性能,延长其寿命3倍以上,性能优于目前使用的有机涂料,而且适用于碳钢、铸铁、有色金属等不同基材。
1、化学镀镍磷合金的原理其主要反应为应用次亚磷酸钠还原镍离子为金属镍,即在水溶液中镍离子和次亚磷酸阴离子碰撞时,由于镍触媒作用析出原子态氢,而原子态氢又被催化金属吸附并使之活化,把水溶液中的镍离子还原为金属镍形成镀层,另外次亚磷酸阴离子由于在催化表面析出原子态氢的作用,被还原成活性磷,与镍结合形成Ni-P合金镀层。
2、镀层的特性及技术指标(1)镀层均匀性好非晶态Ni-P合金镀层是通过化学沉积的方法获得,凡是镀液能浸到的部位,任何形态复杂的零件,都得到均匀的镀层。
不需外加电流,是非晶态均一单相组织,不存在晶界位错,也无化学成份偏析,且避免了电镀形成的边角效应等缺陷。
另外,还具有较高的光洁度。
(2)镀层附着力好镀层在钢体上产生压应力(4MPa)而镀层与钢的热膨胀系数相当,所以具有优良的附着力,一般为300-400MPa。
(3)镀层硬度高,抗磨性能优良镀层具有高硬度,低韧性和较低热导率、电导率,它的抗拉强度超过700MPa,与很多合金钢相似,镀层硬度和延伸率都超过了电镀铬,弯曲无裂纹,但不适合反复弯折和拉抻等剧烈变形的部件,经热处理硬度可达HV1100,但在320℃时开始发生晶型转变,耐磨性能增强,耐蚀性能减弱。
(4)优良的抗腐蚀性能由于镀层属非晶态不存在晶界、位错等晶体缺陷,是单一均匀组织,不易形成电偶腐蚀,决定其有较高的耐蚀性,镍—磷镀层均匀性好,拉应力小,致密性好,为防腐蚀提供了理想的阻挡层。
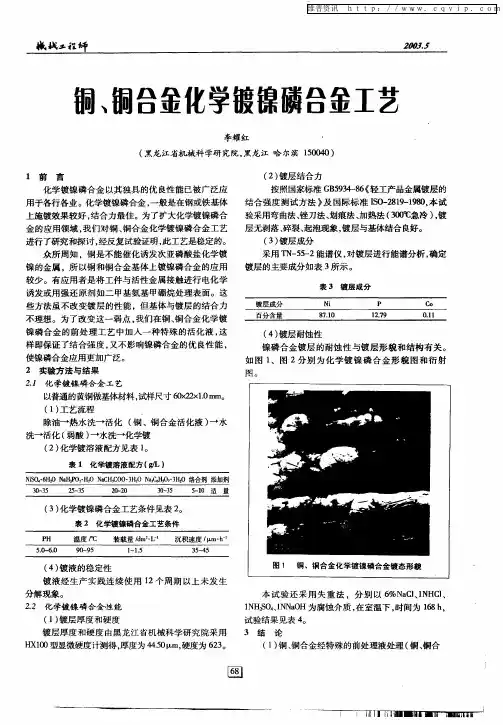

化学镀镍磷合金工艺研究王孝镕顾慰中摘要化学镀镍磷合金由于其优良的性能在工业上得到了广泛应用。
为改进传统工艺所存在的不足,采用乳酸-柠檬酸混合络合剂体系研究了络合剂、温度、pH值及稳定剂对沉积速度的影响。
优选出一种最佳工艺。
该工艺稳定、沉积速度高、成本低,所得镀层平整、光亮、孔隙率低、硬度高,具有很好的应用价值。
关键词: 化学镀镍磷合金Study of Electroless Nickel-Phosphorus Plating ProcessWANG Xiaorong GU WeizhongAbstract: Electroless nickel-phosphorus alloy deposits have been widely adopted in industries for theirexcellent properties. In view of the weaknesses of traditional techniques, acidic system with mixed complexant of latic acid and sodium citrate was adopted. The effect of complexant, temperature, pH value and stabilizer on deposition rate was studied. A process has been optimized with strengths such as high stability, fast plating rate, low cost, smooth and bright deposits, low porosity and high hardness.Keywords: electroless plating, nickel-phosphorus1 引言化学镀镍磷含金由于其优良的耐磨、耐蚀、磁屏蔽性以及适用于各种材料(包括非金属材料)的复杂零件的施镀,已广泛应用于航空、航天、电子、石油和化工等工业。
化学镀镍磷合金过程中磷的析出及其对镀层性能的影响一、本文概述本文旨在深入探讨化学镀镍磷合金过程中磷的析出行为及其对镀层性能的影响。
化学镀镍磷合金作为一种重要的表面处理技术,广泛应用于电子、航空、汽车等领域,以提高材料的耐腐蚀性、耐磨性和电磁性能。
其中,磷的析出是影响镀层性能的关键因素之一。
因此,对磷析出行为的研究具有重要的理论和实践意义。
本文首先简要介绍了化学镀镍磷合金的基本原理和工艺过程,重点阐述了磷在镀层中的析出机制,包括磷的来源、析出条件以及析出动力学等方面。
随后,通过对比分析不同磷含量镀层的性能差异,探讨了磷析出对镀层耐腐蚀性、硬度、电导率等性能的影响规律。
在此基础上,本文还进一步分析了磷析出行为的影响因素,如镀液成分、温度、pH值等,以及这些因素如何调控磷的析出过程。
本文总结了磷析出行为对化学镀镍磷合金镀层性能的影响,并提出了优化镀层性能的策略和建议。
通过本文的研究,不仅有助于深入理解化学镀镍磷合金过程中的磷析出行为,还为实际生产中的工艺优化和性能提升提供了有益的理论指导和实践依据。
二、化学镀镍磷合金过程中磷的析出在化学镀镍磷合金的过程中,磷的析出是一个关键且复杂的化学反应过程。
这一过程中,磷元素从镀液中以一定的方式被还原并沉积到镍基体上,与镍元素共同形成镍磷合金镀层。
我们需要了解化学镀镍磷合金的基本原理。
在适当的条件下,镀液中的镍离子和磷离子通过还原剂的作用被还原成金属镍和磷,并在基体表面形成一层均匀的合金镀层。
这一过程涉及到多个化学反应步骤,包括还原剂的选择、反应条件的控制以及磷析出机制的研究。
在磷的析出过程中,反应动力学和热力学因素起着重要作用。
反应动力学影响磷的析出速率和分布,而热力学则决定了磷在镀层中的存在形式和稳定性。
镀液中的磷浓度、pH值、温度以及搅拌速度等因素也会对磷的析出产生显著影响。
磷的析出机制主要包括两种:一种是磷原子直接替代镍原子进入镍的晶格中,形成固溶体;另一种是磷原子聚集成磷颗粒,分布在镍基体上。
![镍_磷合金化学镀及热处理[1]](https://uimg.taocdn.com/744f98da7f1922791688e85d.webp)
化学镀镍磷合金技术化学镀镍的历史与电镀相比比较短暂,国外真正在工业中广泛应用仅仅是七十年代末八十年代初的事.从美国的A.Brenner和héG.Riddell两位科学家的发现至今已有五十年的历史..化学镀镍,又称无电解镀镍.它是以溶液形式进行化学反应,使金属沉积于零件表面上,镀层为非晶态镍磷合金,甚有超级防腐,金属玻璃之称.在大多数介质中,其耐腐蚀性能远优于不锈钢,因而在发达国家各工业部门都得到了极其广泛的应用.在我国大规模应用该技术仅仅处于刚起步阶段.中国电镀协会学术委员会副主任胡信国教授,从航天工业上的应用开始,致力于该技术实际应用的研究,使我国化学镀镍应用技术得到了突破性进展,他的高稳定快速化学镀镍新工艺HERCEN-92,HKBEN-93已正式通过国家级鉴定,结论为:”国内领先,并且达到了国际先进水平,为我国化学镀镍的实际应用作出了突出贡献”.他先后到新加坡,印尼等国家与多家生产厂合作,使该技术应用成熟,得到了国外客商的赞誉,其中计算机配件已被美国IBM公司采用.化学镀镍镀层的性能,特点及用途:一.优异的耐腐蚀性能.即耐酸又耐碱,盐(除硝酸,浓硫酸).在许多介质中,耐蚀性优于不锈钢十几乃至几十倍.镀层的这一特性使其使用意义十分巨大,如在食品,医药包装机械等行业中,采用普通钢铁材料制作的零件,再辅以化学镀工艺,镀后完全可以取代不锈钢,铜制品,这不仅可大幅度地降低材料费用,且可提高产品质量和性能.二,耐磨性好.镀层硬度高,一般镀态硬度可达到HV500-1100度(HRC65-70),若特殊机体不允许高温处理也可在较低温度下经较长地时间热处理同样可获得所需硬度.且摩擦系数小,因而耐磨性好.常用于活塞杆,缸套,泵轴,模具,工具等耐磨损地零件表面.三.镀层厚度均匀性好.由于化学镀是在溶液中进行化学反应,不用电,勿需复杂地阳极挂具.因此,只要零件表面能通过溶液,均能获得均匀的镀层.一般厚度差不超过3-5μm,尤其对于沟槽,罗纹,盲孔,内孔及形状复杂的内腔及外表面效果更突出,这是电镀工艺所无法比拟的.四.镀层结合力高.可达300-400MPa,是电镀铬的3-4倍.不易出现脱皮现象.五.镀层尺寸精度和表面精度高.对修复性的尺寸镀,尺寸准确,无论零件端头或其它部位同样精确,镀后勿需再进行机械加工.六.钎焊性好.可广泛用于电子工业.七.无毒,无害.适用于食品,医药工业.美国食品检测部门同意化学镀镍技术用于灌装机械,烘烤食品盘,模具,混料筒等直接接触食品的零件上.八.适用温度范围广,工作温度可在-80-800℃之间.九.适用面广.对钢铁,铜铝及其合金材料均可镀,特别对铝合金材料,电镀困难,而采用化学镀则效果非常好.由于这些独一无二的特点,使化学镀在许多工业中都很有应用价值.如:电子和计算机工业,航空航天工业,纺织工业,汽车工业,化学工业,医药及食品工业,印刷工业,石油和天然气工业,采矿工业,军事工业等,化学镀镍,工艺简单,质量稳定,操作方便,加工过程无铬雾等毒害,废水稍加处理即可回收或排放.无环境污染,为绿色工业技术,因而被越来越多的工业部门所采用.。
钢铁全光亮化学镀镍-钨-磷合金工艺研究摘要。
本文以钢铁表面镀镍-钨-磷合金为研究对象,利用光亮电镀工艺对其表面进行了化学镀镍-钨-磷合金的处理。
通过实验,得出了工艺参数的调节方案,确定了最佳光亮电镀条件。
在工艺过程中,采用了钝化、除油、除垢等步骤,以达到更好的表面质量。
结果表明,该工艺能有效地提高钢铁表面的硬度、耐腐蚀性和耐磨性,并且能够增强其表面的光泽度和光洁度,为钢铁表面的加工和保护提供了一个新的选择和方案。
关键词:钢铁;化学镀镍-钨-磷合金;光亮电镀;表面处理;硬度;耐腐蚀性;耐磨性。
Abstract。
This paper studies the surface nickel-tungsten-phosphorus alloy plating of steel and uses bright electroplating technology to carry out chemical nickel-tungsten-phosphorus alloy plating treatment on it. Through experiments, the adjustment scheme of process parameters is obtained, and the best bright electroplating conditions are determined. In the process of the process, passivation, degreasing, and degreasing are adopted to achieve better surface quality. The results show that the process can effectively improve the hardness, corrosion resistance and wear resistance of the steel surface, and can enhance its surface gloss and cleanliness, providing a newchoice and plan for the processing and protection of the steel surface.。
化学镀镍在石油机械产品的工艺及制程管理摘要:化学镀镍磷因其优异性能,被广泛用于石油机械工业。
但随着技术要求的不断提高以及用户对镍磷镀层新的要求;表面光洁度达到镀前水准,工作面粗糙度Ra0.4μm;镀层不允许有针孔,每件产品小于0.38毫米的针孔不超过3个;镀层厚70~90μm,单边均匀误差2微米;镀层硬度HRC65~70等等。
针对在生产中出现的问题,经多年践行及验证,确定最佳工艺条件,最终达到和满足用户要求。
1 前言化学镀镍磷合金具有耐酸、碱、盐,耐磨,镀层均匀等优异性能,特别是在含硫化物和二氧化碳介质中突出的耐蚀性,使得其在石油机械产品中有良好的应用。
本文针对在施镀过程中出现的问题和解决的途径进行阐述,期望与从事化学镀镍技术的同仁交流,在提高质量,降低成本,创新、拓宽先进功能产品技术上,互相借鉴和参考。
2 石油机械产品对镀层要求2.1 石油机械设备大多暴露在氢化物、硫化物、二氧化碳、盐水、海水等恶劣的环境下,并还兼有吸入泥沙引起的磨损和高达280℃高温的浸蚀。
因此,设备的腐蚀、磨损十分严重。
2.2 工艺要求镀层厚0.03~0.09mm,单边均匀误差2μm;镀层硬度≥HRC50;有的产品硬度≥HRC65~70;要求耐腐蚀性在中性盐雾(NSS)试验后,满足经120小时达到10级(未出现明显腐蚀缺陷);还有的要求更苛刻,工作面镀层粗糙度Ra0.4μm,不允许有针孔,每件产品小于0.38毫米的针孔不超过3个;中心孔及其非镀区要进行遮蔽等等,有些用户还签订化学镀镍技术协议,每批产品提供标准试片,随产品同槽镀覆,若未达到规定的性能要求,需方有权索赔。
3 化学镀镍应用及工艺操作3.1 化学镀镍磷合金镀层规范和试验方法的最新指南,是依据国家标准GB/T 13913—2008/ISO 4527:2003,采用自制的中磷酸性化学镀镍液,确定工艺技术参数和流程。
3.2 镀液组成及操作条件:25g/L NiSO4·6 H2O,30g/LNaH2PO2,15g/L CH3COONa·3H2,DL—苹果酸+甘氨酸+乳酸,45mg/LKI,20mg/LCuSO4·5H2O;PH值4.5~5.0,温度:85~90℃;硫酸镍(吉恩镍业英文包装)、次磷酸钠(湖北兴发出口的)、其他材料均选用食品级,且镀层达到欧盟ROHS标准。
表面工程综合实验论文学院:材料科学与工程年级:金属1301学生:胡永强学号:3130702026化学镀镍磷和铝合金阳极氧化的制备及性能金属1301 3130702026 胡永强 2016.1.5内容摘要在酸性条件下,利用化学方法对工件进行镀镍磷,并随后对镀层处理前后的形貌,厚度,硬度等性能进行检测;利用电化学方法对铝进行阳极氧化,形成一层氧化膜并对此氧化膜的形貌,厚度,硬度等进行表征。
关键词:化学镀;Ni-P合金;阳极氧化;氧化膜:铝1引言化学沉积的Ni-P合金有许多优异的性能,如良好的防腐防蚀性能,耐磨减磨性能,硬度高,均镀,深度能力强,不受工件几何形状限制,由于其独特的性能,在工业上得到了广泛应用.铝的阳极氧化技术是将铝制品做阳极,在电解作用下金属制品表面形成氧化物薄膜的过程。
阳极氧化处理的铝及铝合金,进一步改善了其表面的耐磨性、耐蚀性、电气绝缘性等,表面色泽也更加美观,广泛用于航空航天,电子,建筑装饰及日用品等方面。
2实验2.1 化学镀镍磷实验2.1.1 化学镀镍磷实验条件试样为碳钢钢板,¢17mm×1.5mm。
工艺流程:机械除锈→水清洗→除油→水清洗→活化→水清洗→化学镀镍磷→热水洗→干燥→后处理。
化学镀镍磷实验条件,以水浴加热并保持衡温,烧杯做镀槽。
2.1.2 化学镀镍磷各步骤所需溶液配方及工艺条件2.1.2.1除油配方及工艺条件2.1.2.2 活化配方及工艺条件2.1.2.3 化学镀镍磷配方及工艺条件2.1.3 化学镀镍磷步骤要求1.除锈:用砂纸将有锈迹的地方磨除后抛光。
2.除油:在除油剂中浸泡至油除净。
3.活化:在室温下活化,活化时间30~60s,表面活化后用蒸馏水清洗。
4化学镀:其镀液以次磷酸钠为还原剂,硫酸镍为主盐加绒络合剂、促进剂、稳定剂,在满足工艺条件下进行化学镀。
化学镀时间为1.5h。
5.后处理:镀件自镀液中取出后用蒸馏水清洗干净,热风干燥表面,为提高镀层硬度及耐蚀性镀层进行热处理,热处理工艺为:2.2 铝阳极氧化实验2.2.1铝阳极氧化实验条件试样为铝板,15mm×8mm×4mm工艺流程:磨光→抛光→有机溶液脱脂→装挂→化学脱脂→热水洗→流动水洗→碱腐蚀→热水洗→流动冷水洗→出光→流动冷水洗→硫酸阳极氧化→流动冷水洗→热水洗→封闭处理→热水洗→流动冷水洗→干燥→拆卸零件→检验铝阳极氧化实验条件,以烧杯做电解槽。
镀镍磷硬度镀镍磷硬度是指经过镀镍磷处理后的材料表面硬度。
镀镍磷是一种电镀层,可以提高材料的耐磨性和抗腐蚀性,同时也能增加材料的硬度。
在本文中,我们将从镀镍磷的制备过程、其对材料硬度的影响以及应用领域等方面进行介绍。
我们来看一下镀镍磷的制备过程。
镀镍磷是通过电化学方法在材料表面形成的一层镍磷合金层。
制备过程中,首先需要将材料表面进行清洗和预处理,以去除表面的污垢和氧化物。
然后,将材料浸入含有镍盐和磷酸盐的电解液中,通过施加电流使镍离子和磷酸根离子在材料表面沉积形成镍磷合金层。
最后,经过清洗和干燥,就得到了镀镍磷处理后的材料。
镀镍磷对材料硬度的影响主要体现在两个方面。
首先,镍磷合金层本身具有较高的硬度。
镍磷合金层中的镍元素具有良好的硬度,可以有效提高材料的硬度。
其次,镀镍磷处理可以改变材料的晶体结构,使其具有更高的晶界密度和细小的晶粒尺寸,从而提高材料的硬度。
此外,镀镍磷处理还可以提高材料的抗疲劳性能和耐蚀性能,对于提高材料的使用寿命和耐久性也具有重要意义。
镀镍磷硬度的提高使得其在许多领域有着广泛的应用。
首先,镀镍磷处理可以应用于机械零件的表面处理,以提高其耐磨性和抗腐蚀性。
例如,汽车发动机缸体、活塞环等零部件经过镀镍磷处理后,可以有效减少因摩擦而引起的磨损和腐蚀,延长使用寿命。
其次,镀镍磷处理还可以应用于电子元器件的制造中,以提高其导电性能和耐腐蚀性能。
例如,半导体器件的金属引线经过镀镍磷处理后,可以提高其导电性能,减少因氧化而引起的电阻增加。
再次,镀镍磷处理还可以应用于食品加工和医疗器械等领域,以提高材料的耐腐蚀性和卫生性能。
总结一下,镀镍磷处理可以提高材料的硬度,同时还能改善材料的耐磨性和抗腐蚀性。
镀镍磷处理的制备过程包括清洗、电镀和清洗等步骤。
镀镍磷硬度的提高使得其在机械、电子、食品加工和医疗器械等领域有着广泛的应用。
希望通过本文的介绍,能够对镀镍磷硬度有一定的了解。
化学镀镍磷合金的操作流程
1处理前:
a.检查设备表面状况,如有机械性损伤,应及时妥善处理,如过厚油污、毛刺、尖角等。
b.新作设备,氧化皮较薄,且未喷防锈油的可直接酸洗,去氧化层后再活化。
c.新作设备,上了防锈油的彻底除油,然后再酸洗、除锈、水冲、活化。
d.未喷的但腐蚀严重,应喷砂除锈后进行加固,再活化。
2.工件的活化入槽
a.工件的活化是表面处理的十分彻底,且镀液配制、调整、加热实验完毕后再镀槽已加热过程中开始的。
b.始终保持活化液清洁,发现浮油等应及时溢出,以免工件出槽时吸在工件上。
c.活化好后,要快速吊出活化槽,酸流后,立即放入清水槽,放入时注意角度变化,冲洗几次后吊出水面,待水流差不多,便入镀槽,镀槽温度需调整好,大约3-5分钟即可,如时间过长会产生浮锈影响施镀。
3镀液配制,方法不同,此处不作详细说明。
4.镀液的调整和护理,方法不同,此处不作详细说明。
5.镀液产生后,镀液入镀槽与工件泡制
6.镀后工件处理。
a.施镀完成后,需用大量清洗冲洗,或者直接入清水槽清洗,速度要快,清洗要彻底。
b.清洗后工件视情况做以下处理:
1.放入封闭槽做孔隙封闭处理,一段时间后拿出强制风干。
2.晾干后再镀层外喷一层防锈油
3.处理完成后工件如不立即返厂,应保持干燥后封存,忌放在潮湿的地方,日晒雨淋,以免影响镀层寿命
此材料来源于山东蓝星清洗防腐公司手册,如无经验请谨慎效仿。
全光亮化学镀镍磷合金工艺研究肖 鑫1,龙有前1,易 翔1,郭贤烙1,刘桂花2Ξ(11湖南工程学院化学化工系,湖南湘潭411104;21广东中山大桥化工有限公司,广东中山528400) 摘 要:为提高化学镀镍磷合金的装饰性,在常规化学镀镍磷合金镀液中加入组合光亮剂(由两种镀镍中间体和无机盐复配而成),获得了全光亮化学镀镍磷合金层.研究了镀液中光亮剂、硫酸镍、次磷酸钠、柠檬酸钠、金属杂质离子以及p H值和温度对化学镀镍磷合金层外观、耐蚀性和沉积速度的影响;检测了有关性能.结果表明:所得化学镀镍磷合金镀层的外观(镜面光亮的镀层)、孔隙率、耐蚀性、硬度、沉积速度(可达15-20μm/h)结合力等性能优于常规化学镀镍磷合金镀层.因而具有较高的应用推广价值.关键词:化学镀;镍磷合金;全光亮;性能;光亮剂中图分类号:TQ153.1+2 文献标识码:A 文章编号:1671-119X(2004)01-0072-050 前 言化学镀镍-磷合金作为一种新型的优良工程材料,成为国内外科研单位、生产企业研究开发的重点[1,5].它是利用氧化—还原反应在催化表面沉积一层合金镀层的一种新兴的表面处理技术.所得的化学镀镍磷合金镀层具有良好的耐蚀性和耐磨性、镀层厚度均匀、硬度高、且仿形性好.因而广泛应用于石油化工,汽车,食品,轻工纺织等工业部门.随着生活水平的提高,人们对镀层质量的要求也越来越高,对装饰性镀层而言,镀层表面的光亮度则尤为重要.国内外开始注重光亮化学镀镍磷合金工艺研究,取得了较理想的成果[6-9],并有商品化的光亮化学镀镍液问世,但价格昂贵,配制光亮化学镀镍液的光亮剂用原料绝大部分依赖进口,导致成本居高不下,因而应用受到了限制.实现化学镀镍光亮剂国产化,提升我国化学镀镍工艺水平,成为我国电镀研究工作者的研究重点.笔者在总结前人化学镀镍成功经验的基础上,采用酸性化学镀镍液为基础配方,添加一种过渡金属无机盐、两种电镀镍光亮剂中间体和表面活性剂,研究成功了一种全光亮化学镀镍磷合金工艺,所形成的镀层结晶细致、镜面光亮,镀层结合力良好,耐蚀性优良,硬度高,镀液稳定性好、复盖能力好.1 实验研究方法1.1 实验仪器与药品实验仪器:HH-2数显恒温水浴锅(金坛市富华仪器有限公司);HX-500型显微硬度仪(上海泰明光学仪器有限公司);DJ S-292型恒电位仪(上海雷磁仪器厂);盐雾实验箱(江苏南苏南环保仪器厂);其他常规仪器设备未列出.化学药品:硫酸镍(工业级);次磷酸钠(工业级);柠檬酸钠(分析纯);乙酸钠(分析纯);氢氧化钠(分析纯);糖精(化学纯);无机盐B(自配);乳酸(分析纯);光亮剂A(自配);DEP(二乙氨基丙炔胺); PM E(乙氧基炔丙醇);B EO(丁炔二醇);TC-HES (2-乙基已基硫酸脂盐)等.1.2 工艺流程钢铁件—化学除油—热水洗—流水洗—酸洗除锈—两次清水洗—化学抛光—流水洗—1:2盐酸活化—流水洗—化学镀镍—回收—流水洗—热水洗—干燥—成品1.3 沉积速度的测定[9]采用重量法测定沉积速度,其计算公式如下:V(um/h)=△m×104/(ρst)式中:△m—镀后与镀前试样重量差(g);ρ—镀层密度(7.8g/cm2);s—试样表面积(cm2);t—施镀时间(h).1.4 镀液复盖能力测定第14卷第1期2004年3月 湖南工程学院学报Journal of Hunan Institute of EngineeringVo1.14.No.1Mar.2004Ξ收稿日期:2003-09-04作者简介:肖 鑫(1964-),男,副教授,研究方向:腐蚀与防护技术.采用<10×100mm塑料管内插与塑料管同长的紫铜条(事先将油、氧化膜去除干净)放入化学镀镍液中,先用铁片接触铜条,待铜条表面产生气泡后,取出铁片,施镀一定时间后,取出铜条,测量铜条上有镀层的长度,有镀层的长度与铜片长度之比来评定镀液复盖能力.2 结果与讨论2.1 基础配方及工艺条件的确定本实验采用酸性化学镀镍工艺,以硫酸镍作主盐,次磷酸钠作还原剂,柠檬酸钠作络合剂,经过优化筛选实验,确定其配方及工艺条件如下:硫酸镍30g/L次磷酸钠30g/L柠檬酸钠10g/L乳酸20ml/L乙酸钠15g/L糖精0.4g/Lp H 4.4-4.8温度90℃时间30min2.2 光亮剂的选择光亮剂的选择是该工艺的关键,它应具备:有较好的镀液稳定性;对化学镀镍层有显著的增光效能;保证和提高镀层的耐蚀能力;能保持镀液有一定的沉积速度和使用寿命.根据电镀光亮镍的成功经验[10-11],我们选择光亮镀镍中间体进行实验研究,其实验结果如表1所示.表1 镀镍中间体的选择序号种类含量(mg/L)沉积速度(μm/h)现象1光亮剂A10-608-16光亮,结晶细致均匀2DEP10-509-21光亮,结晶细致均匀3PA10-6012-18光亮,结晶细致均匀4BEO10-509-19光亮,结晶细致均匀5PME10-3012.5-16光亮,结晶细致均匀6PPS10-609-24光亮,有微纹及彩膜7PAP10-608-22光亮,泛黄且有彩膜 由表1知,采用光亮剂A,DEP,PA,B EO,PM E 作为化学镀镍光亮剂,均能使镀层结晶细致均匀,具有良好的光泽,且有一定的镀速,但不能达到镜面光亮,装饰效果欠佳,因此单独使用一种镀镍中间体,不能满足要求.在化学镀镍液中单独加入各种无机盐(铅盐、碘盐、镉盐、铈盐等),能增加镀层的光泽,但色泽不清亮,加入量偏高,沉积速度下降太快.综合两者的出光效果,将无机盐与镀镍中间体混合使用,以期获得镜面光亮镀层,其实验结果如表2所示.表2 组合光亮剂的影响序号组分及含量沉积速度(μm/h)实验现象15-10mg/L添加剂A+5mg/L无机盐B13-18镀层镜面光亮,结晶细致25-10mg/L PME+5mg/L无机盐B13-18镀层全光亮,结晶细致35-10mg/L BEO+5mg/L无机盐B12-16镀层全光亮,结晶细致45-10mg/L PA+5mg/L无机盐B13-18镀层全光亮,结晶细致55mg/L DEP+5mg/L无机盐B16-20镀层全光亮,结晶细致 由表2知,以上光亮剂的组合均能使化学镀镍磷合金镀层达到全光亮,且镀层结晶细致,其中添加剂A和无机盐B组合使用效果最好,镀层达到镜面光亮,结晶细致均匀,无污点和黄斑,且有一定的沉积速度,为此采用了添加剂A(含两种镀镍中间体)和无机盐B复配成本工艺光亮剂XHG-02A,其加入量为10-15ml/L.2.3 各成分及工艺条件的作用[11]及影响2.3.1 硫酸镍硫酸镍作为化学镀镍磷合金液的主盐,主要作用是提供沉积金属离子Ni2+.提高主盐的浓度,有利于提高沉积速度,硫酸镍的浓度的影响如表3.37第1期 肖 鑫等:全光亮化学镀镍磷合金工艺研究 表3 硫酸镍的影响序号硫酸镍含量(g/L)沉积速度(μm/h)耐蚀性(s)实验现象110 5.679镀层较光亮,存在阴阳面22010.693镀层光亮,有时产生白膜32515.2101镀层镜面光亮,结晶细致43017.9120镀层镜面光亮,结晶细致54014.589镀层镜面光亮,结晶细致65012.645镀层全光亮,结晶细致76012.324镀层全光亮,结晶较细致 综合表3可以看出,在一定浓度范围内,提高硫酸镍的浓度,化学镀镍沉积速度增加,当浓度为33g/l时,镀速达到最大,进一步提高其浓度,镀速反而下降,这是由于随着反应的进行,还原剂次磷酸钠补给不足造成的,综合考虑镀层外观质量和耐蚀性,硫酸镍浓度控制在25-40g/L为宜.2.3.2 次磷酸钠次磷酸钠是体系中的还原剂,提高其浓度,有利于提高沉积速度和镀层的含磷量[4].但当镀液中次磷酸钠浓度过高时,施镀过程中镀槽中易于出现镍的微粒,增加了施镀的催化核心,大大地降低了镀液的稳定性.次磷酸钠的影响如表4所示.表4 次磷酸钠的影响序号次磷酸钠含量(g/l)沉积速度(μm/h)耐蚀性(s)现象1107.414镀层较光亮,有细条纹22012.368镀层光亮,结晶细致均匀32515.196镀层镜面光亮,结晶细致43017.9122镀层镜面光亮,结晶细致54015.686镀层镜面光亮,结晶细致65015.163镀层全光亮,结晶较细致76013.842镀层全光亮,结晶较细致 由表4可知,次磷酸钠对沉积速度的影响与硫酸镍相似.浓度增大时,镀速增大,达到最大值后开始下降,耐蚀性也是如此.因此,要得到良好的镀层外观,且耐蚀性和沉积速度比较理想,次磷酸钠浓度宜控制在25-40g/L之间.2.3.3 柠檬酸钠柠檬酸钠作为镍离子的络合剂,其主要作用是提高镀液的稳定性,防上镍盐水解生成氢氧化镍沉淀,同时它与有机酸配合能起到缓冲作用,能使镀液中p H在4.0-5.5范围内有很强的缓冲能力,保证反应在较为平稳的酸度下进行,这样既可保证施镀的顺利进行,又保证了镀层磷含量的相对稳定,在较长的镀液寿命内保证镀层的优良性能.此外,络合剂的存在还会使施镀过程中不会有过多的镍粒生成而导致镀液分解.柠檬酸钠的影响如表5所示.表5 柠檬酸钠的影响序号柠檬酸钠含量(g/L)沉积速度(μm/h)耐蚀性(s)实验现象1422.537镀层光亮,结晶细致2619.341镀层光亮,结晶细致3818.684镀层镜面光亮,结晶细致41017.6126镀层镜面光亮,结晶细致51215.195镀层镜面光亮,结晶细致61612.181镀层全光亮,结晶细致 由表5知,随着柠檬酸钠浓度提高,刚开始镀速急剧下降,到一定浓度时,镀速下降较为缓慢,综合考虑镀层外观质量和耐蚀性,柠檬酸钠浓度控制在8-12g/L为宜.2.3.4 温度温度是影响化学镀镍反应活化能的主要参数.酸性化学镀镍工作时温度必须高于50℃时才能以明显的速率进行,因此温度对化学镀镍沉积速度影响较大,本工艺镀液操作温度控制在80-90℃,能得到镜面光亮的镀层;温度过高,形成的化学镀镍磷47 湖南工程学院学报 2004年合金层为全光亮过渡到半光亮,且镀液不稳定,容易分解产生沉淀;温度过低,形成的镀层光泽较差,反应速度慢,生产效率低.2.3.5 p H值p H值对化学镀镍速度和镀层质量影响较大.其影响如表7所示.表6 p H的影响序号p H值沉积速度(μm/h)耐蚀性(s)实验田现象1 3.0-3.58-1040-50镀层光亮,结晶较细致,有条纹产生2 3.5-4.010-1252-78镀层光亮,结晶细致,有时有白膜存在3 4.0-4.512-1686-100镀层镜面光亮,结晶细致4 4.5-5.016-19110-120镀层镜面光亮,结晶细致5 5.0-5.420-24100-110镀层全光亮,结晶开始变粗糙表7 金属杂质离子的影响杂质离子极限浓度故障现象解决方法Cu2+≥5 mg/L镀速降低,光亮性下降通电处理镀液CrO42-≥6mg/L镀速降低,漏镀,光泽差废弃并更换镀液Pb2+≥10mg/L镀速降低,镀层黑废弃并更换镀液Cr3+≥20mg/L镀速降低,光亮差,漏镀废弃并更换镀液Zn2+≥500mg/L镀速降低,光亮性下降废弃并更换镀液Fe2+≥200mg/L镀速降低,光亮性下降废弃并更换镀液表8 不同基材的化学镀镍实验结果基体材料实验现象与结果钢铁直接化学镀能形成镜面光亮的化学镀镍层,且结晶细致均匀,结合力好铝及铝合金直接化学镀能形成镜面光亮的化学镀镍层,结晶细致,结合力较好紫铜用铁丝引发,能形成镜面光亮的化学镀镍层,结晶细致,结合力好黄铜用铁丝引发,能形成镜面光亮的化学镀镍层,结晶细致,结合力好ABS塑料按ABS塑料电镀进行前处理,能形成光亮的化学镀镍层,结合力较好 由表7知,p H在4.0-5.0之间,镀层可达到镜面光亮水平,且沉积速度和镀层耐蚀性比较理想. 2.4 杂质含量影响在镀前处理过程以及镀液的配制和使用过程中,不可避免地要向镀液带入一些有害杂质,当这些杂质超过一定浓度时会引发一些质量问题,常见金属杂质离子对化学镀镍影响如表7所示。
镍磷硼化学镀镍磷硼化学镀是一种用于金属表面处理的技术,该技术广泛应用于航空、汽车、电子和医疗设备等领域。
它可以提高金属表面的硬度、耐磨性、耐腐蚀性和抗氧化性,从而延长其使用寿命。
本文将从镍磷硼化学镀的原理、工艺、应用和发展趋势等方面进行探讨。
一、镍磷硼化学镀的原理镍磷硼化学镀是利用电化学反应在金属表面生成一层镍磷硼合金涂层的技术。
该技术的原理是通过电解沉积的方法,在金属表面沉积一层镍磷合金涂层,其中硼是添加剂,可以提高涂层的硬度和耐磨性。
该技术通常需要在高温下进行,以促进涂层的形成和提高其质量。
镍磷硼化学镀的工艺通常包括以下几个步骤:1.基材表面处理:首先需要对金属基材进行表面处理,以去除表面的油污和氧化层,以便涂层可以更好地附着在金属表面上。
2.电解液制备:制备含有镍、磷和硼的电解液,其中镍是主要的金属离子,磷和硼是添加剂。
3.电解沉积:将金属基材浸入电解液中,通过电解反应在金属表面沉积一层镍磷硼合金涂层。
4.高温烘烤:将电解沉积后的金属基材在高温下进行烘烤,以促进合金涂层的形成和提高其质量。
三、镍磷硼化学镀的应用镍磷硼化学镀具有优异的性能,广泛应用于航空、汽车、电子和医疗设备等领域。
其主要应用包括以下几个方面:1.提高金属表面的硬度和耐磨性:镍磷硼合金涂层具有较高的硬度和耐磨性,可以提高金属零件的使用寿命。
2.提高金属表面的耐腐蚀性:镍磷硼合金涂层具有良好的耐腐蚀性,可以保护金属零件不受腐蚀的影响。
3.提高金属表面的抗氧化性:镍磷硼合金涂层具有良好的抗氧化性,可以防止金属零件受到氧化的影响。
4.提高金属表面的导电性:镍磷硼合金涂层具有良好的导电性,可以提高电子元器件的性能。
四、镍磷硼化学镀的发展趋势随着科技的不断进步和工业的不断发展,镍磷硼化学镀技术也在不断改进和发展。
未来,镍磷硼化学镀技术的发展趋势主要包括以下几个方面:1.提高涂层的质量和均匀性:未来的镍磷硼化学镀技术将更加注重涂层的质量和均匀性,以满足不同行业对涂层性能的要求。
化学镀科技名词定义中文名称:化学镀英文名称:electroless plating其他名称:自催化镀定义:在经活化处理的基体表面上,镀液中金属离子液催化还原形成金属镀层的过程。
应用学科:机械工程(一级学科);表面工程(二级学科);电镀与化学镀(三级学科)百科名片目录化学镀/无电沉积(electroless plating)化学镀原理对非金属的化学镀需要敏化活化处理1化学镀Ni-P一、化学镀Ni-P主要技术指标1二、化学镀Ni-P主要技术特点1三、化学镀Ni-P主要应用部件化学镀镍溶液的组成及其作用技术特性适镀基材化学镀镍磷合金层的性能化学镀技术应用化学镀在非金属材料表面的应用1.尼龙表面镀银、镀铜、镀镍2.塑料工件表面装饰镀3丙纶纤维上化学镀铜4化学浸镀铜化学镀在中国化学镀/无电沉积(electroless plating)化学镀技术是在金属的催化作用下,通过可控制的氧化还原反应产生金属的沉积过程。
与电镀相比,化学镀技术具有镀层均匀、针孔小、不需直流电源设备、能在非导体上沉积和具有某些特殊性能等特点。
另外,由于化学镀技术废液排放少,对环境污染小以及成本较低,在许多领域已逐步取代电镀,成为一种环保型的表面处理工艺。
目前,化学镀技术已在电子、阀门制造、机械、石油化工、汽车、航空航天等工业中得到广泛的应用。
本研究所经过十余年的化学镀技术研究开发工作,已具备化学镀镍(中磷、低磷、高磷)工艺,可根据客户提供的部件的使用工况,制定出具体的化学镀工艺方案,并承接对外加工服务。
目前,结合汽车铝质活塞表面处理工艺,开发出一种全新的化学镀Ni-P-B工艺,成功通过本田公司150小时台架试验,化学镀镀层的表面硬度及耐磨性比一般的化学镀有大幅度提高,表面硬度Hv>800。
化学镀原理化学浸镀(简称化学镀)技术的原理是:化学镀是一种不需要通电,依据氧化还原反应原理,利用强还原剂在含有金属离子的溶液中,将金属离子还原成金属而沉积在各种材料表面形成致密镀层的方法。
化学镀镍磷合金加工
作者:上传日期:
业务范围:专业从事化学镀镍磷合金加工业务
加工技术:金属表面化学镀NI--P工艺,全面取代电镀处理本公司加工工艺可在钢、铸铁、铝合金、铜合金等材料表面形成光亮如镜的镍
磷合金
镀层,硬度可高达HV1000,相当HRC69,具有很高的耐磨性和耐腐蚀性,镀层结合
力好、厚
度均匀。
镀速快,可达20μm/小时。
一、技术特性:
1、耐腐蚀性强:该工艺处理后的金属表面为非晶态镀层,抗腐蚀性特别优良,经硫
酸、盐
酸、烧碱、盐水同比试验,其腐蚀速率低于1cr18Ni9Ti不锈钢。
2、耐磨性好:由于催化处理后的表面为非晶态,即处于基本平面状态,有自润滑性。
因
此,磨擦系数小,非粘着性好,耐磨性能高,在润滑情况下,可替代硬铬使用。
3、光泽度高:催化后的镀件表面光泽度为LZ或▽8-10可与不锈钢制品媲美,呈白
亮不锈钢
颜色。
工件镀膜后,表面光洁度不受影响,无需再加工和抛光
4、表面硬度高:经本技术处理后,金属表面硬度可提高一倍以上,在钢铁及铜表面
可达
Hv 570。
镀层经热处理后硬度达Hv 1000,工模具镀膜后一般寿命提高3倍以上。
5、结合强度大:本技术处理后的合金层与金属基件结合强度增大,一般在
350-400Mpa条件
下不起皮、不脱落、无气泡,与铝的结合强度可达102-241Mpa。
6、仿型性好:在尖角或边缘突出部分,没有过份明显的增厚,即有很好的仿型性,
镀后不
需磨削加工,沉积层的厚度和成份均匀。
7、工艺技术高适应性强:在盲孔、深孔、管件、拐角、缝隙的内表面可得到均匀镀
层,所
以无论您的产品结构有多么复杂,本技术处理起来均能得心应手,绝无漏镀之处。
8、低电阻,可焊性好。
9、耐高温:该催化合金层熔点为850-890度
二.适镀基材:铸铁、钢铁、铜及铜合金、铝及铝合金,模具钢、不锈钢。
三.化学镀镍磷合金层的性能(国家钢铁产品质量监督检验中心检测)
按GB10125-1997标准规定进行测试,时间为96小时,Nacl浓度50g/l,ph值:
6.5-
7.2,温度:35,按GB6464-86规定评定防护等级,可达9级。
磷含量(质量百分数):6%-12% 电阻率:60-75μΩ.cm
密度:7.9g/cm3 熔点:860-880℃
硬度:镀态:Hv500-550(45-48RCH) 热处理后:Hv1000
结合力:400MPa,远高于电镀
内应力:钢上内应力低于7Mpa
本单位生产销售化学镀镍浓缩液、添加剂,光亮剂、浸锌剂、钝化封闭剂等,设计
制作化学镀镍生产线,承揽化学镀镍加工
我厂为客户服务的方式有以下几种:
一、镀覆加工各种工件。
二、对于要求应用该技术的用户,可进行技术合作。
三、销售标准型浓缩型镀液。
四、对有特殊要求的用户,可咨询洽谈。
——————————————————————————————————
1、汽车工业:
散热器、汽化器零件、喷油嘴、球头螺栓、差速器行星齿轮轴、盘式制动器活塞、
可变速
器推力垫圈、同步齿轮、关节销、排气管道和消音器、减震器、销紧零件、软管管
接头、齿轮和能动装置。
2、化学工业:
压力容器、反应容器、搅拌器轴、泵和叶轮、热变换器、过滤器和零件、涡轮机叶
轮转子、压缩机叶轮、喷嘴、阀门。
3、纺织工业:
纺织刮板、送料导杆、锭子棘轮、纺织针、喷丝头、喇叭口、罗拉、曲杆头等需增
加光滑
和耐磨的零件。
4、石油和天然气:
管道、泵壳、抽油杆、球阀、柱塞泵、封隔器、泥浆泵、防喷装置。
6、食品工业:
食品充气灌装机、螺杆送料机、搅拌锅、食品模具、烤盘、干燥箱、
7、电子工业:
“老化”接触、电容器、插头、散热器、导线框架晶体管封装。
8、其他工业:
锌压铸模、玻璃模型、注塑模、钢领、喷丝头、编织针、印刷辊筒、印刷平板、药丸分筛机、手术器械、五金工具零配件等。
在机器制造工业中凡需要耐磨或耐腐蚀的零件一般都可以用化学镀镍来提高其寿命,如液压轴、曲轴、传动链带、齿轮和离合器、工、卡、模具等。
铸造用模具和型芯盒通常为铸铁或铸铝件,在使用过程中遭受磨料磨损,报废很快。
采用化学镀镍表面保护之后,铸造模型和型芯盒的质量上等级,使用寿命显著提高。
纺织机械转速很高,各种纤维纱线对于机械零件的磨损十分严重。
化学镀镍比较成功地解决
了纺织机械零件的磨损问题。
印刷机上各种辊筒和部件,采用25-50μm厚的化学镀镍层保护可防止印刷油墨和润白液的腐蚀。
化学镀镍层的高度均匀性可保证印刷辊筒的尺寸精度,而无须
镀后机械加工。