垫片冲压模具课程设计
- 格式:docx
- 大小:39.58 KB
- 文档页数:7
冲压模具课程设计 题目:冲孔落料复合模 姓名: 学号: 指导老 专业:材料成型及控制工程 班级 目录
一、 设计任务书·······························() 二、 工艺设计说明书···························() 三、 冲压工艺卡·······························() 四、 模具设计计算书···························() 五、 模具图纸·································() 一、 设计任务书 (一) 题目:冲孔落料复合模 (二) 零件图:垫片 材料:10钢 料厚:1mm 批量:50万件 (三) 任务内容 1. 冲压工艺设计 (1) 工艺审查与工艺分析 (2) 工艺方案的拟定 ① 工序性质的确定,毛坯图与排样图 ② 工序安排,冲压工序力的计算 ③ 工序定位基准与定位方式 (3) 模具选择(装配方式,标准模架等选择) (4) 设备选择 (5) 编制工艺设计说明书 2. 冲压模具设计 (1) 总装图A3 (2) 零件图(凸模、凹模、凸凹模)A4 二、工艺设计说明书
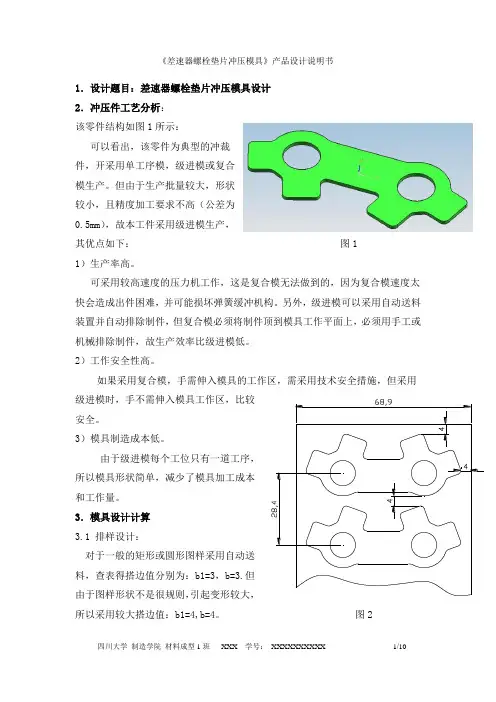
1) 冲压件工艺性分析 此工件只有落料和冲孔两个工序,材料为10号钢,具有良好的冲压性能,适合冲裁。工件结构相对简单,工件的尺寸全部为自由公差,可以看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。 2) .工艺方案的确定 该工件包括冲孔、落料两个基本工序,可以有以下三种方案:
方案一:先落料,后冲孔,采用单工序模生产; 方案二:落料—冲孔复合冲压,采用复合模生产; 方案三:冲孔—落料连续冲裁,采用级进模生产。 三种方案比较见表1.1
表1.1三种方案的比较 模具种类 比较项目 单工序模 复合模 级进模
冲件精度 较低 高 一般 生产效率 较低 较高 高
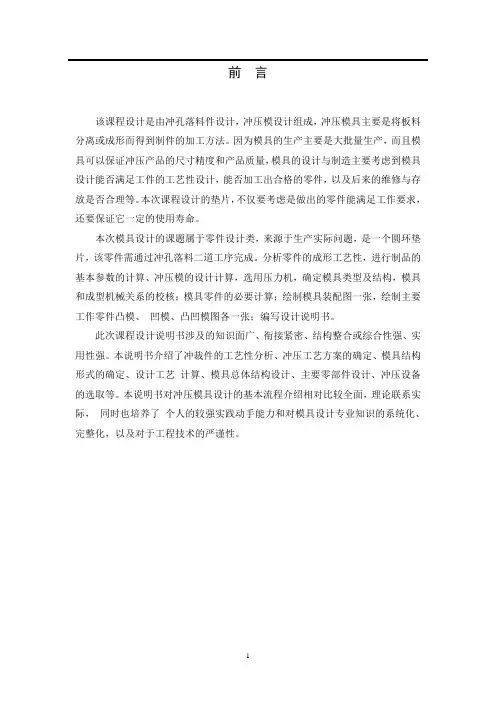
生产批量 适合大、中、小批量 适合大批量 适合大批量 模具复杂程度 较易 较复杂 复杂 模具成本 较低 较高 高 模具制作精度 较低 较高 高 模具制造周期 较快 较长 长 模具外形尺寸 较小 中等 较大 冲压设备能力 较小 中等 较大 工作条件 一般 较好 好 方案一模具结构简单,但需要两道工序,两副模具,生产率较低,难以满足该零件的年产量要求。方案二只需一套模具,冲压件的形位精度容易保证,且生产率也高。尽管模具结构较方案一复杂,但由于零件的几何形状简单,模具制造并不困难。方案三也只需要一副模具,生产率也高,但零件的冲压精度较差。欲保证冲压件的形位精度,需要在模具上设置导正销导正,故模具制造安装较复合模复杂,且成本高。通过对上述三种方案的分析比较,该件的冲压生产采用方案二为佳。 3) 主要设计计算 (1) 排样方式的确定及其计算 (2)垫片下端水平,采用直对排效率较高
如图(2)所示的排样方法。查(《冲压工艺与模具设计》表2.8)所得,工件间mma21,沿边mma3,条料宽度为74mm,步距S=42mm,一个步距的材料利用率为55.4%。计算部分见表2.1 表2.1 项目分类 项目 计算方法 结果 备注
排样 冲裁件面积A 用mastercam作图,分析面积得1720.9 1720.9mm2 查表2.8得,最小搭边值mmamma3,21 条料宽度B B=30+22+16+3+3 74mm
步距S 42 42mm 一个步距的材料利用率η η=A/BSx100%=1720.9/(74x42)x100% 55.4%
冲压力 冲裁力F 115993.8N 430)MPa~295(在
b
之
间取300Mpa,t=1,K=1.3,L用mastercam作图,分析周长为297.42mm 卸料力Fx Fx=KxF=0.04x115993.8 4639.752N t=1mm时,
04.0xK(冲裁间隙取
上限值) 推件力TF 63796.59N th
n查设计手册表2.40
可知t=1mm时h≧5取h=10.055.0TK; 顶件力FD FD=KDF=0.06x115993.8 6959.628N
冲压工艺总力FZ 191389.77N
4)压力中心的计算 计算压力中心时,先画出凹模型口图如图所示1.3,在图中将xOy坐标系建立在图示的左边缘上,将冲裁件轮廓线按几何图分解成A~F共7组基本线段,用解析法求得该模具的压力中心P点坐标
(0X=32.70,.0Y=22.01) 有关计算如表2.2所示。 冲裁圆弧段时)/()sin180(Ry
图1.3 表2.3 各段 基本要素要素长度 L/mm 各基本要素压力中心的坐标值 X y A 69.08 0 22 B 29.39 37 3 C 50.24 68 22 D 29.39 37 41 E 69.08 22 22 F 50.24 52 22
niiniiiLxLX110
,niiniiiLyLY110
(0X=32.70,.0Y=22.01) 5)刃口尺寸的计算 a.加工方法的确定。结合模具及工件的形状特点,此模具制造宜采用配作法,落料时,选凹模为设计基准件,只需要计算落料凹模的刃口尺寸及制造公差,凸模刃口尺寸由凹模实际尺寸按要求配作;冲孔时,则只需计算凸模的刃口尺寸及制造公差,凹模刃口尺寸由凸模实际尺寸按要求配作;只
是需要在配作时保证最小双面合理间隙值mmZ072.0min b.采用配作法,先判断模具各个尺寸在模具磨损后的变化情况,分三种情况,分别统计如下。 第一种尺寸(增大):29.39,R16,R22,68
第二种尺寸(减小):16,22 第三种尺寸(不变):30 C.查上表格公差等级确定冲裁内形与内形尺寸公差,工作零件刃口尺寸计算简表 表2.4 尺寸及分类 尺寸转换 计算公式 结果 备注
第一类尺寸 (落料) 29.39
查表得冲裁模双面间隙Z=0.095mm,Z=0.065mm,凸模按最小单边间隙配做。工件尺寸公差为IT14级,取x=0.5mm
68 R22
R16 第二类尺寸 (冲孔) Φ22 Φ16
第三类尺寸 (孔心距)
30
四、模具设计说明书 1.模具总体结构设计 a) 模具类型的选择用冲压工艺分析可知,采用复合模冲压,所以本套模具类型为复合模。 b) 定位方式的选择因为该模具采用的是条料,控制条料的送进方向采用导料销;控制条料的送进步距采用弹簧顶的活动挡料销来定步距。而第一件的冲压位置因为条料有一定的余量,可以靠操作人工目测来确定。 c) 卸料、出件方式的选择根据模具冲裁的运动特点,该模具采用刚性卸料装置比较方便,因为冲裁板料大于0.5mm,卸料力大,平直要求度不是很高,一般采用固定卸料装置。 d) 导柱、导套位置的确定为了提高模具的寿命和工件质量,方便安装,调整维修模具,该复合模采用中间导柱模架。
2、凸模,凹模,凸凹模的结构设计 冲R11mm孔的圆形凸模,由于模具需要再凸模外面装推件块,因此设计成直柱的形状。尺寸标注如下图。 凹模的刃口形式,考虑到生产批量较大,所以采用刃口强度较高的凹模,即下图所示的刃口形式,凹模的外形尺寸,按式(2.38和2.39) H=Kb=0.24*68=22.62mm取H为30mm。则C=1.5H=45mm。 本模具为复合冲裁膜,因此除冲孔凸模和落料凹模外,必然还有一个凹凸模,凹凸模的简图如下图。
3、主要零部件设计 卸料弹簧的设计计算(省略)。 模架选用中等精度,中小尺寸冲压件的后侧导柱模架,从右向左送料,操作方便。 上模座:L/mm*B/mm*H/mm=200*200*45 下模座:L/mm*B/mm*H/mm=200*200*50 导柱:d/mm*L/mm=35*160 导套:d/mm*L/mm*D/mm=35*105*43 垫板厚度取:10mm。 凸模固定板厚度取:20mm。 凹模的厚度已定为:30mm。 卸料板厚度取:14mm。 模具的闭合高度: H=(45+10+20+30+1+50+14+50)=220mm
4、冲压设备的选用 可见该模具的闭合高度小于所选压力机J23-25的最大高度270mm,因此该压力机可以满足使用要求。 公称压力:250KN 滑块行程:65mm 最大闭合高度:270mm 封闭高度调节量:55mm 滑块中心线至车床距离:200mm 立柱距离:270mm 滑块行程次数:55次/min 工作台尺寸(前后×左右):370mm×560mm 垫板尺寸(厚度):50mm 模柄孔尺寸:mmmm6040 最大角度:30
总结
项目化的教育给我最大的触动就是我能够通过自己的努力去设计一套完整的工艺装备。在这里,能够找到自己的自信,同时,项目化的教育是一个很好的展现自我的平台。 针对本次的冲压模具设计,我深刻体会到设计其中隐含的困惑与疑虑。而这些的问题都要靠自己去查取相关的知识与理论,这不仅开拓我的知识面,也增强了我