精密冲裁工艺及精冲
- 格式:ppt
- 大小:2.60 MB
- 文档页数:42
精冲是精密冲裁(冲压)的简称。
精冲是在普冲的基础上,发展起来的一种精密冲压加工工艺。
它虽然与普冲同属于分离工艺,但是包含有特殊工艺参数的加工方法。
由它生产的零件也具有不同的质量特征:尺寸公差小、形位精度高、剪切面光洁、表面平整、垂直度和互换性好。
特别是当精冲与冷成形(如弯曲、拉深、翻边、镦压、压扁、沉孔、半冲孔、挤压和压印等)加工工艺相结合后,精冲
零件已有可能在许多领域(如汽车、摩托车、电子等工业),取代以前由普冲、机加、锻造、精铸和粉末冶金加工的零件,因而发挥其巨大的技术经济效益。
值得注意的是:我们常说的精冲,不是一般意义上的精冲(如整修、光洁冲裁和高速冲裁等),而是强力压板精冲。
强力压板精冲的基本原理:在专用(三向力)压力机上,借助特殊结构模具,在强力作用下,使材料产生塑性——剪切变形,从而沿凹模刃口形状冲裁零件。
精密冲裁工艺及精冲引言精密冲裁工艺是一种通过冲压设备将金属材料加工成所需形状和尺寸的工艺。
精密冲裁工艺在许多行业中广泛应用,如汽车、电子、电器等。
本文将重点介绍精密冲裁工艺及精冲的相关知识。
精密冲裁工艺冲裁工艺原理精密冲裁工艺是指通过冲孔模具将金属板材进行切割和成形的工艺。
冲裁工艺使用冲压设备将板材置于模具中,然后通过加压使模具与金属板接触,产生强大的冲击力,将金属板切割或成形。
冲裁模具冲裁模具是精密冲裁工艺中的关键部分,其设计和制造对工艺精度和产量起着至关重要的作用。
冲裁模具通常由冲头、模座和模具板组成。
冲头是与冲孔形状相匹配的部件,模座用于固定冲头,而模具板则用于支撑工件和传递冲击力。
冲裁工艺流程精密冲裁工艺的一般流程如下: 1. 材料准备:选择合适的金属板材,进行去毛刺、清洗等预处理工作。
2. 模具设计:根据产品需求和工艺要求,设计并制造合适的冲裁模具。
3. 板材上料:将金属板材放置在冲压设备上,固定好位置。
4. 冲裁操作:将冲头与金属板材接触,施加压力进行冲压操作。
5. 完成产品:冲裁后的金属板材根据需要还需要进行后续处理,如清洗、打磨等。
精冲精冲概述精冲是精密冲裁工艺中的一种常见操作,其目的是在金属板材上冲制孔洞或形状。
精冲操作需使用精密冲裁机械和合适的冲头。
精冲模具精冲模具是用于进行精冲操作的关键工具。
具体而言,精冲模具通常由冲头、孔模和模座组成。
冲头通常由硬质合金制成,其形状和尺寸根据所需冲裁形状而定。
孔模是冲孔形状的镜像,用于固定和引导冲头,而模座则用于支撑工件和传递冲击力。
精冲工艺要点精冲工艺相对于一般冲裁工艺更为复杂,需要注意以下要点: - 冲压力度:冲压力度与冲切深度有关,需要根据具体产品要求进行调整。
- 材料选择:不同材料的强度和韧性差异较大,需要根据产品要求选择适合的材料。
- 冲裁速度:合理的冲裁速度能够提高生产效率,但过高的速度可能导致产品质量下降。
- 模具维护:定期检查和维护精冲模具,保证其准确性和稳定性。
![精密垫片精冲工艺与模具设计[详细讲解]](https://uimg.taocdn.com/ea9df357ff4733687e21af45b307e87101f6f8cb.webp)
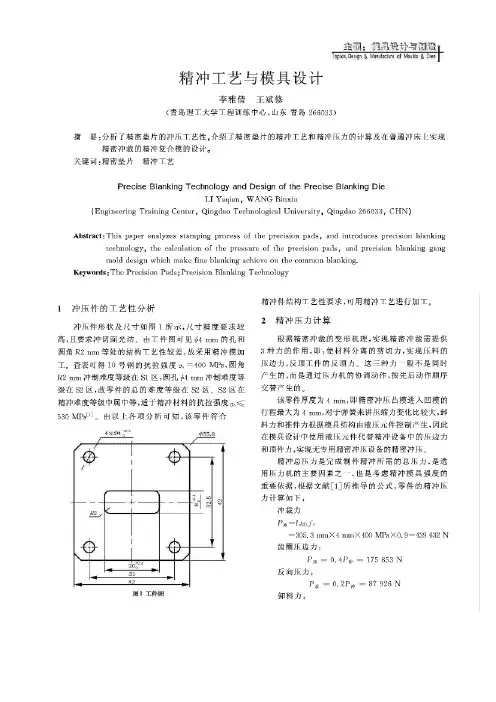
精密垫片精冲工艺与模具设计摘要分析了精密垫片的冲压工艺性,介绍了精密垫片的精冲工艺和精冲压力的计算及在普通冲床上实现精密冲裁的精冲复合模的设计。
该模具投入生产后,冲出的零件毛刺极小,断面平整光滑,达到了预期的要求,保证了产品的质量。
关键词:精密垫片精冲工艺模具设计1、引言精冲又称精密冲裁,是一种对模具有特殊要求的金属塑性加工工艺。
这种冲裁件具有较高的尺寸精度与形状精度以及完全光亮的冲裁面。
甚至可以直接装配使用。
它具有优质、高效、生产成本低等特点,容易实现自动化生产。
精冲是在普通冲压的基础上发展起来的一种精密板料加工工艺,精冲成型工艺是在普通压力机或者专用压力机(精冲机)上,通过专用的精密冲裁模具,在强力压料状态下对金属板料进行冲压,使金属材料产生塑性变形,由原材料直接获得比普通冲压零件精度高、光洁度好、平面度高、垂直度好,并拥有光洁剪切面及所需形状和质量特性的产品。
精密冲裁的本质是将冲裁模具的凹凸模具之间的间隙调整到普通冲裁模具的10%,甚至实现负间隙(即凹凸模之间产生过盈),从而大幅度提高冲裁件的精度。
图1为冲裁间隙对冲裁件精度的影响关系图,图中,曲线与=0的交点为最合理的间隙值。
此时,冲裁件的尺寸与模具刃口的尺寸完全一致,当曲线位于交点右边时,冲裁件与模具间存在间隙。
间隙越大,会使冲裁件与模具之间的摩擦力减小,所需要的冲裁力也小,但会造成冲裁件的变形增大,影响冲裁件精度。
(a) 落料(b) 冲孔精密冲裁理论的核心是:固体在多向受压的情况下比在单向受压时塑性好、变形状态更好,更易变形。
因此在板料精密冲裁时,利用精冲模特殊结构,在板料的剪切分离区,三向施压形成立体压应力状态,对材料进行纯剪切分离,实现精密冲裁。
根据该理论发明的使用V型齿圈强力压边进行精冲的工艺技术简称FB精冲法。
因此,近年来精冲技术得到了快速的发展,在机械工业领域得到了越来越高的重视。
2 精冲工艺过程及特征用普通冲裁所得到的工件,剪切断面比较粗糙;而且还有塌角、毛刺,并带有斜度,同时制件的尺寸精度也较低。
高速精密冲压工艺流程及特点【详细解析】精冲是冲压领域中的高技术,在各类机电与家电产品制造企业中,如其产品达到适度经济生产规模进行大批量生产时,合理应用精冲技术,可以获得很好的技术经济、职业安全效益。
高速精密冲压技术涉及到机械、电子、材料、光学、计算机、精密检测、信息网络和管理技术等诸多领域,是多学科的系统工程。
高速精密冲压工艺流程1、备料:不同产品所需的模具材料也有所不同,要根据产品特点选择合适的模具材料,如模柄,上盖板及上公夹,脱料板,下模板,垫板及底板。
2、粗加工:选择好材料后,用铣床对平面及侧面进行初步加工。
通常需要用到公夹板,脱料板,下模板及垫板,底板,上盖板及顶料板。
3、细加工:需要用磨床加工平面及四角打直角。
将公夹板,脱料板,下模板及垫板研磨平面再打直角,再将底板及上盖板研磨平面即可。
4、划线:将经过细加工处理已经研磨好并打好直角的模具板材放置在划线台上,根据模具制作图纸,用划线高度尺进行划线,最后把划好线的模具板材进行打点,钻孔,攻牙。
5、热处理:将需要热处理的下模板及模块提高硬度的板材经过高温淬火,回火,调质,退火,在进一步精加工,把板材进行研磨平面并打直角,再进行线切割加工。
6、组装试模:选用模架或配套导柱,导套来完成模具组装,并将组装好的模具安装在冲压机床上进行调试冲压,最后将冲出的进行测量确认其是否符合产品的要求,完成整个冲压加工。
高速精密冲压工艺流程中注意事项1、在开始工作前,操作人员应把压力机和工作场地加以检查、整理:检查、精密端子冲模内是否干净;检查冲模紧固情况和在压力机上的固定情况;检查材料厚度及表面清洁情况;检查压力机润滑情况,并准备好废料箱,同时把精密冲压件、精密端子毛坯放在指定位置以便于拿取。
2、工作时,应始终遵守安全规程。
如冲压时要始终执行所规定的各项安全制度;工作时要穿上工作服,戴好工作帽,工作要认真,始终坚持岗位,思想要集中,以防发生人身事故。
3、严格按精密冲压件、精密端子工艺规程所规定的各项内容操作,工作时应思想集中。
第八节精密冲裁方法用普通冲裁所得到的工件,剪切面上有塌角、断裂面和毛刺,还带有明显的锥度,表面粗糙度仪为R a 值12.5~6.3μm,同时制件尺寸精度较低,一般为ITl0~ITll,在通常情况下,已能满足零件的技术要求。
当要求冲裁件的剪切面作为工作表面或配合表面时,采用一般冲裁工艺不能满足零件的技术要求,这时,必须采用提高冲裁件质量和精度的精密冲裁方法。
精密冲裁是通过改进模具来提高制件精度,改善断面质量的。
其尺寸精度可达IT8~IT9(级),断面030或更佳。
精密冲裁主要有整修、光洁冲裁、负间粗糙度Ra值为1.6~0.4μm,断面垂直度可。
达89/隙冲裁、小间隙圆角刃口冲裁、上下冲裁、对向凹模冲裁、精冲等。
一、精密冲裁的几种工艺方二、见表2-39表2—39精密冲裁的几种工艺二、精冲(齿圈压板冲裁)目前齿圈压板精冲方法使用较为广泛,其模具的结构型式可分为活动凸模式(图2一35)和固定凸模式(图2—36)。
而且还可把精冲工序与其它成形工序(如弯曲、挤压、压印等)合在一起进行复合或连续冲压,从而大大提高生产率和降低生产成本。
图2—35活动凸模式精冲模图2—36固定凸模式精冲模1—压力托杆2传力杆3一冲孔凸模4一顶杆1—顶杆2—齿圈压板3—凹模4—冲孔凸模5—托板6—传力杆7—活寨8—压味工作台5—压力机工作台6—反压力活塞7—传力杆9—凸模底板l0—下模座1l—齿圈压板8—凹模座9—坯料10—凸凹模11—传力杆12—凸凹模13—凹模14—推板l5—上摸座12—凸模座13—床身14—滑块15—活塞l6—压床滑块17—压力柱18—活塞16—油压1.精冲的主要特点1)在冲裁过程中,由于有齿圈压板强力压边,顶件板和冲裁凸模的共同作用,并在间隙很小而凹模刃口带圆角的情况下,从而使坯料的变形区处于强烈三向压应力状态,提高了材料的塑性,抑制了剪切过程中裂纹的产生,使得冲裁件的断面质量和尺寸精度都有所提高。
精冲的变形过程见图2—37,根据精冲工艺要求,精冲设备应是能够提供三种加压压力(冲裁力、齿圈压力、顶出器反压力)的、导向精度要求高的专用精冲压力机。
冲裁的工艺方法
1. 直接冲裁法呀,这就像用刀直直地切下去一样干脆!比如说裁剪一块布料,不需要任何拐弯抹角,直接下剪子就完事儿了。
2. 分步冲裁法呢,就好比我们走路,一步一步来。
像制作一个复杂的零件,分成几个步骤来冲裁,这样更精准。
嘿,就像搭积木一样,一块一块慢慢来。
3. 复合冲裁法呀,哇,这可厉害咯!它就像一场完美的配合演出,几个动作同时进行。
你看那制造模具的时候,多个工序一起完成,多牛啊!
4. 整修冲裁法哦,这就好像在给一件作品做最后的修饰。
比如说已经冲裁得差不多了,再稍微修整一下边缘,让它更完美呢。
5. 精冲裁法,那精度简直了!可以想象成是在雕琢一件绝世珍宝,每一个细节都要做到极致。
像一些高精密仪器的制造,就得靠这个啦!
6. 微孔冲裁法呢,可不简单哟!就像在一张纸上穿出一个个微小的洞洞,难吧?但用对了方法,就能做到滴。
7. 强力冲裁法呀,那力量可不是盖的!就跟大力士一样,一下子把东西搞定。
比如说冲裁很厚的材料,就得靠这个强大的力量呢。
8. 高速冲裁法,哇塞,快得像闪电一样!就好像百米赛跑,嗖的一下就冲过去了。
在一些需要高效率的生产中,这可太有用了。
9. 数控冲裁法,嘿,这高科技呢!就如同有一个智能的小助手在帮你干活,精确又高效。
想想看,通过电脑控制来冲裁,多神奇呀!
我觉得呀,这些冲裁的工艺方法各有各的厉害之处,我们得根据具体的需求来选择最适合的方法,这样才能做出好东西来嘛!。

精冲精冲,又称为精密冲压技术,是一种在金属加工业中广泛应用的高效加工方法。
它通过将金属板材以高速推进的方式冲压成所需形状,从而实现金属零件的制造。
精冲技术的应用领域非常广泛,涵盖了汽车制造、电子设备制造、家电制造等多个行业。
本文将介绍精冲技术的原理、优势以及发展趋势。
一、精冲的原理精冲技术主要通过冲压机来实现,其原理是利用冲压机将金属板材放置在模具上,然后以高速冲击的方式使金属板材经过模具,最终形成所需形状的金属零件。
整个过程主要包括两个阶段:冲切和成形。
1. 冲切:在冲切阶段,冲压机上的模具通过高速下压,对金属板材进行冲切。
冲切过程中,模具上的切割部分会与金属板材产生接触,并且由于高速冲击的作用,金属板材会被切割下来,形成切割边缘。
2. 成形:在成形阶段,冲压机上的模具会根据所需形状的设计,对金属板材进行进一步的冲击和成形。
通过模具的设计和高速冲击的力量,金属板材会逐渐改变形状,并最终形成所需的零件。
二、精冲的优势使用精冲技术的主要优势在于高效性、精度和经济性。
1. 高效性:精冲技术具有高速、高效的特点。
使用冲压机进行精冲加工,每分钟可完成几十次乃至上百次的冲击过程,大大提高了生产效率。
2. 精度:精冲技术可实现较高的加工精度。
冲压机在冲击过程中,通过模具的高精度设计和制造,能够保证零件的尺寸精度达到较高标准。
这对于一些对零件精度要求较高的行业,如汽车制造和电子设备制造,非常重要。
3. 经济性:相比传统的机械加工方式,精冲技术具有较低的制造成本。
由于精冲技术利用模具进行加工,可以大大减少材料的浪费,并且由于高效的加工过程,可以降低生产成本,并提高生产效率。
三、精冲技术的发展趋势随着科技的发展和市场需求的变化,精冲技术正不断演进和提升,展现出以下几个发展趋势。
1. 自动化:自动化是精冲技术发展的一个重要方向。
采用自动化冲压生产线,能够实现零件的连续生产,并且大大提高生产效率。
自动化系统还能够实现对冲压过程的监控和控制,确保生产的稳定性和一致性。

现代冲裁工艺及其特点在现代工业化生产中,利用压力加工设备和专用工装(模具),使工件与基体金属(板材)分离的加工工艺统称为冲裁工艺。
而冲裁工艺大致可分为三类,即:普通冲裁(简称为普冲)、高速冲裁和精密冲裁(简称为精冲)。
以下就三种冲裁工艺及特点分述于后。
一、普通冲裁仅就“分离”而言,普通冲裁包含冲裁和剪切两种工艺方法,而本文所述的“普冲”只对冲裁工艺方法进行描述。
在三种冲裁工艺中,普冲是始祖,至今仍被广泛应用于工业化大生产中。
当代工业制成品中的冲压件的百分之九十以上,是用普冲工艺生产的。
普冲工艺用途极广,它既可以直接制成平面(板状)零件,又可以为弯曲、拉深、体积成形等冲压工序作毛坯准备。
1、变形过程如图1-1所示是冲裁变形过程示意图。
完成冲裁加工的专用工装称为冲模,而冲模的主要工作部件是凸模和凹模,二者之间有单面间隙C(双面间隙则为2C),被冲裁材料置于凹模之上,在外力的作用下,凸模压入材料并不断下降,使材料发生变形。
其变形过程大致经历了弹性变形阶段、塑性变形阶段、断裂阶段。
图1-1 冲裁变形过程第一阶段弹性变形作用在材料上的荷载较小,且小于材料的流动极限,此时,若取消外力,材料可以恢复原来的状态。
处于此阶段的材料,在凹模轮廓范围以内,有被挤入“洞口”的趋势,且呈锅底状弯曲;而凹模轮廓范围以外,则呈直边翘曲;凸、凹模的间隙越大,材料在变形过程中的弯曲和翘曲的趋势则越严重。
第二阶段塑性变形当施加在材料上的荷载超过材料的流动极限(屈服点)时,材料进入塑性变形阶段,在此阶段,材料的加工硬化与塑性变形同时存在。
此时,材料与凸模接触的面积由初始的(凸模)挤压轮廓线向挤压轮廓环(带)转变,随着作用在材料上的荷载的继续增加,挤压轮廓环宽也不断增加。
同时,材料则沿凸模运动方向,在凸、凹模刃口(侧面)区域主要发生塑性剪切,但由于凸、凹模之间存在着间隙,在此变形过程中材料纤维组织还存在着弯曲和拉伸变形,凸、凹模间隙越大,弯曲和拉伸变形的趋势越严重。
精冲模工艺及技术介绍资料【精心整理】1、何谓精冲精冲—是精密冲裁的简称。
精冲是在普冲的基础上,发展起来的一种精密冲压加工工艺。
它虽然与普冲同属于分离工艺,但是包含有特殊工艺参数的加工方法。
由它生产的零件也具有不同的质量特征。
特别是在精冲与冷成型(如弯曲、拉深、翻边、镦挤、压沉孔、半冲孔和挤压等)加工工艺相结合后,精冲零件已有可能在许多领域(如汽车、摩托车、电子工业等),取代以前由普冲、机加工、锻造、铸造和粉末冶金加工的零件,因而发挥其巨大的技术优势和经济效益。
2、精冲分类各种不同的精冲方法,按其工艺方式,主要分类如下:二.精冲工艺设计基本方法:3、精冲工艺原理3.1 普冲与精冲的区别我们常说的精冲,指的是强力压板精冲(见图1)。
PR-齿圈力、PS-冲裁力、PG -反压力。
强力压板精冲的基本原理是在专用压力机上,借助特殊结构模具,在强力作用下,使材料产生塑性—剪切变形,从而得到优质精冲件。
3.2 精冲工艺特点3.3 模具工作原理精冲机是实现精冲工艺的专用设备。
如图2 所示,精冲时精冲机上有三种力(PS、PR、PG)作用于模具上。
冲裁开始前通过齿圈力PR,经剪切线外的导板(6),使V 形齿圈(8)压入材料并压紧在凹模上,从而在V 形齿圈的内面产生横向侧压力,以阻止材料在剪切区内撕裂和在剪切区外金属的横向流动。
同时反压力PG又在剪切线内由顶件器(4)将材料压紧在凸模上,并在压紧状态中,在冲裁力PS作用下进行冲裁。
剪切区内的金属处三向压应力状态,从而提高了材料的塑性。
此时,材料就沿着凹模刃口形状,呈纯剪切的形式冲裁零件。
冲裁结束后,PR 和PG压力释放,模具开启,由退料力PRA和顶件力PGA分别将零件和废料顶出。
并用压缩空气将其吹除。
1.凸凹模;2.凹模;3.冲孔凸模;4.顶件器;5.推杆;6.导板;7.顶杆;8.齿圈;9.精冲材料; 10.精冲零件; 11.内形废料;PS—冲裁力; PR—齿圈力; PG—反压力;PRA—卸料力; PGA—顶件力; SP—冲裁间隙3.4、精冲工作过程(见图3)a)模具开启,送入材料;b)模具闭合,在刃口(冲裁线)内外的材料利用齿圈力和反压力压紧;c)用冲裁力PS 冲裁材料,压紧力PR和PG全过程有效压紧;d)滑块行程结束,冲件在凹模内,内孔废料冲入落料凸模中;e)齿圈力PR 和反压力PG卸除,模具开启;f)在施加齿圈力的位置,此时作用为:顶出内孔废料和卸除冲压搭边的卸料力PRA;g)在施加反压力的位置,此时作用为:从凹模中顶冲件的顶件力PGA。
(1)精密冲裁的工作原理及过程精密冲裁属于无屑加工技术,是在普通冲压技术基础上发展起来的一种精密冲压方法,简称精冲。
它能在一次冲压行程中获得比普通冲裁零件尺寸精度高、冲裁面光洁、翘曲小且互换性好的优质冲压零件,并以较低的成本达到产品质量的改善。
为了能更好地应用精冲技术,必须充分了解和掌握其基本要素:精冲机床、精冲模具、精冲材料、精冲工艺及精冲润滑等。
图 2.9.1所示为普通冲裁和精冲两种工艺方法的比较。
图 2.9.1 普通冲裁的精冲的区别1-落料凸模;2-凹模;3-冲孔凸模;4-顶件板;5-顶杆;6-压板;7-压杆;8-齿圈;9-精冲材料;10-精冲件;11-内形废料;c-冲裁间隙图 2.9.2 精冲过程示意图精冲是塑性剪切过程。
是在专用( 三动 )压力机上,借助于特殊结构的精冲模,在强力的作用下使精冲材料产生塑性剪切。
图2.9.2所示的冲裁过程中落料凸模1接触材料9之前,通过压力FR使V 形齿圈8将材料压紧在凹模上,从而在V形齿的内面产生横向侧压力,以阻止材料在剪切区内撕裂和金属的横向流动。
在冲孔凸模压入材料的同时,利用顶件板4的反压力FG,将材料压紧;并在压紧状态中,在冲裁力FS作用下进行冲裁。
剪切区内的金属处于三向压应力状态,从而提高了材料的塑性。
此时,材料就沿着凹模的刃边形状,呈纯剪切的形式冲裁零件。
1—齿圈压板2—凹模(落料) 3—凸凹模4—顶板 5 —材料 6—零件7—冲孔废料图 2.9.3 精冲过程a)模具初始位置b)齿圈压入c)冲裁d)冲裁过程结束e)模具开启f)卸出冲孔废料g)顶出零件及卸出带料h)排出零件和废料,向前送料(二)普通冲裁与精密冲裁的工艺特点对比(表2.9.1)表 2.9.1 普通冲裁与精冲的工艺特点技术特征普通冲裁精密冲裁1.材料分离形式剪切变形、断裂分离塑性剪切变形2.尺寸精度ISO11~13 ISO6~93.冲裁断面质量:表面粗糙度Ra/μm不垂直度平面度Ra>6.3大大Ra=1.6~0.4小(单面0.0026㎜/1㎜)小(0.02㎜/10㎜)4.模具:间隙刃口双边(5~15)t%锋利单边0.5t%小圆角5.冲压材料无要求塑性好(球化处理)6.毛刺双向、大单向、小7.塌角(20~30)% (10~25)%8.压力机普通(单向力)特殊(三向力)9.润滑一般特殊10.成本低高(回报周期短)根据表2.9.1分析可知,要实现精密冲裁,工艺上必须采取一些特殊措施(1)采用带齿圈的压板,产生强烈压边作用力,使塑性剪切变形区形成三向压应力状态,且增加变形区及其邻域的静水压力。
精冲工艺技术详解精冲工艺与普通冲裁的工艺特点存在本质的差别,普通冲裁在冲裁过程中控制板料的撕裂,而精冲则在冲裁时想尽办法抑制板料的撕裂。
精冲在零件从板料上分离前始终保持为一体,精冲过程金属板料始终处于塑性变形过程。
精冲属于无削加工技术,这种加工方法的成果是冲件的冲切面在其整个料厚上没有裂纹和撕裂。
此外,还能够达到最严的尺寸精度和平直度公差。
精冲材料和润滑状态对精冲的效果也有着很大的影响。
塑性好、变形抗力低、球化完全、弥散良好、分布均匀的细球状碳化物组织的材料最适合精冲。
好的润滑剂不仅提高精冲件的质量,也有助于减轻模具的磨损,提高模具的使用寿命。
汽车上许多冲压零件采用精冲工艺生产,座椅调节器上的齿条、齿板、凸轮;制动系统中的棘轮、棘爪、调节齿板、拉臂、推杆、腹板、支撑板等;车锁上的锁板、卡板、保险块等;安全带上的插舌、内齿环、棘爪等;离合器上的从动片等;变速器上的拨叉等;传动系统的法兰盘、止推垫片等;车门玻璃升降器齿板等。
精冲属于无削加工技术,是在普冲技术上发展起来的一种精密冲裁方法,能在一次冲压行程中获得比普冲零件尺寸精度高、冲裁面光洁、翘曲小且互换性好的优质精冲零件,并以较低的成本达到产品质量的改善。
精冲模典型结构有活动凸模式结构、固定凸模式结构和连续精冲模。
精冲工艺过程要求精冲设备冲裁力、压边力和反压力精确。
因此大批量生产精冲件一般采用机械精冲压床,但机械压床设备投入费用高,因此很多生产厂家利用液压模架在油压机上精冲零件。
油压机成本低,适合多品种、中小批量精冲零件的生产。
精彩的精冲原理动画和精冲图片马上呈现。
视频1:精冲原理3D动画演示视频2:瑞士法因图尔VS.日本森精机▼视频3:精冲实际生产过程合集精冲图片赏析:精冲模具赏析:。