高速钢轧辊在昆钢棒材连轧线上的应用
- 格式:pdf
- 大小:1.52 MB
- 文档页数:8



高速钢轧辊热处理工艺及刀具的选择目前人们所称的高速钢轧辊均为高碳高速钢复合轧辊,以成为现代轧钢生产发展的重要组成部分。
高速钢轧辊自1988年首次在日本的热轧带钢轧机上成功应用以来,经过20年的发展,已在世界各国的轧机上获得了广泛的应用。
目前,铸造高速钢轧辊不仅广泛应用于冷、热轧带钢热连轧机精轧机架,也广泛应用于线棒材轧机精轧机架,同时在型材轧机、管材轧机、扁带材轧机上也得到了很好的应用。
以下就具体介绍一下合金元素在高速钢轧辊中的应用及高速钢轧辊的加工工艺。
一、高速钢轧辊的特点高速钢轧辊是问世时间最短、发展最快且应用前景最广的热轧辊材料。
高速钢又名风钢或锋钢,意思是淬火时即使在空气中冷却也能硬化,并且很锋利。
它是一种成分复杂的合金钢,含有钨、钼、铬、钒等碳化物形成元素。
合金元素总量达10%~25%左右。
其特点是:(1)碳化物硬度高。
2)热稳定性好。
3)使用中易形成氧化膜。
4)淬透性好。
5)优良的强韧性。
6)良好的抗热裂性。
7)良好的耐磨性。
二、合金元素在高速钢轧辊中的作用1)碳(C):高速钢轧辊与普通高速钢相比碳含量较高,根据不同成分配比在1.4%-3.5%之间(碳含量应根据强碳化物形成元素的含量确定)。
2)钒(V):钒能形成碳化物Vc,回火时Vc弥散析出,形成二次硬化,可以提高工件的冲击韧性,硬度和耐磨性。
一般控制在2.5%-4.0%。
3)铌(Nb):铌比钒更贵,铌和钒综合作用会获得回火后更好的二次硬化效果。
铌和钒的总量应控制在3%-6%。
4)铬(Cr):高速钢轧辊的淬透性主要靠铬,铬还可以调节基体的碳平衡,能提高抗氧化退碳和抗腐蚀能力。
但铬含量过高会在回火时形成不稳定碳化物,降低热稳定性和红硬性。
5)钨(Wu):钨是促进高速钢抗回火性和红硬性的首选元素。
钨还有一定的抗氧化性,如钨含量过高会降低耐磨性,故综合考虑钨含量应低于5%。
6)钼(Mu):钼和钨的性能是一样的,钼的密度比钨低,在一定程度上可消除偏析现象。
棒材轧机硬质合金辊环的应用赵增刚摘要:简要介绍了碳化钨硬质合金辊环在棒材轧机上的应用,介绍了辊环的加工、冷却、维护以及使用效果。
关键词:辊环;棒材轧机;硬质合金一、概况轧辊的主要性能指标是芯部的强度和工作层的韧性及耐磨性。
对于棒材轧机精轧机架轧辊的性能要求则是以耐磨性和韧性为主,兼顾抗热裂性和强度。
传统的棒材轧机轧辊通常首选整体离心浇铸球墨铸铁轧辊,辊面硬度为74~78HSD 。
为了进一步提高精轧辊的耐磨性,提高单槽轧制量,借鉴高线精轧机采用硬质合金辊环的经验,近年来棒材轧机采用硬质合金辊环代替球墨铸铁轧辊的厂家越来越多。
目前,石钢三轧厂正在进行碳化钨硬质合金辊环的使用试验,今年2月份已成功的将德国萨阿硬质合金工具公司开发的VG627碳化钨硬质合金辊环应用到成品和成品前机架轧制14mm圆钢,取得了良好的效果。
二、复合硬质合金辊环碳化钨硬质合金具有热传导性能良好(其热传导系数为钢的2倍)、在高温状态硬度下降少、耐热疲劳性能好、耐磨性好、强度高、适于高速轧制等特点,这些是其他材质的轧辊所难以达到的。
在高速线材轧机上辊环是由整体硬质合金制造,但棒材轧机采用整体硬质合金轧辊是不现实的。
为减少硬质合金的消耗,一般制成复合的辊环,由硬质合金辊环和钢制芯轴机械组合而成。
辊环用镶铸方法制成,采用热等静压工艺处理。
辊环的孔型部分为硬质合金,内层为韧性金属,如球墨铸铁。
硬质合金与球墨铸铁之间为冶金结合,球墨铸铁与芯轴之间则靠键连接,用机械组合的方法制造成组合式棒材轧机精轧辊。
石钢三轧厂选用的硬质合金牌号为SARAMANT VG系列,即碳化钨-钴系列VG627。
碳化钨(WC)含量70%,粘结相钴(Co)含量30%,密度12、7g/cm3,洛氏硬度80HRA,抗弯强度2600N/mm2。
具有较好的耐磨性、抗热裂性和可加工性。
配件制作简单,常温安装。
三、合金辊环的使用与维护1、辊环的使用石钢三轧厂棒材生产线是一条由18架轧机平-立交替布置的棒材连轧生产线,原料采用150********mm连铸坯,产品的规格范围是圆钢为14~50mm;带肋钢筋为10~50mm。

热机轧制在高速线材生产中的应用 摘要:高线线材生产线采用热机轧制工艺,适当降低合金元素,通过细晶强化机制,提高产品力学性,达到降低合金、提高产品经济效益。在高速线材生产线上进行6mm~12mmHRB400E热轧带肋钢筋工业化试制,并对试制产品的力学性能进行了检验,结果表明采用该工艺生产的钢筋微观组织均匀,力学性能良好,各项性能均符合国家相关标准要求,具备开发低成本HRBF400E盘条钢筋基础,提高产品竞争力。
关键词:热机轧制; 细晶强化 ;控冷工艺 ;晶粒度 1 前言 云南德胜钢铁有限公司高速线生产线设计年产量60万吨,2007年建成投产,现主要生产HPB300、HRB400E。生产线装备较好、技术力量较强、管理体系完善、检测设施齐全。为降低HRB400E热轧带肋钢筋的生产成本,在高速线材生产线上采用热机轧制细晶强化方式,降低HRB400E热轧带肋钢筋的合金成分,达到降本目的。
2 生产工艺设备及要求 2.1 工艺流程 主要工艺流程: 连铸钢坯加热 粗中轧机轧制 预精轧机轧制 轧件控温水冷 精轧机轧制 轧后控冷 斯太尔摩风冷线冷却 集卷 P&F线 打包 称重、入库。
2.2 主要设备 主要设备包括:步进式蓄热加热炉1座、φ550X4牌坊式轧机、φ450X5牌坊式轧机、φ350X5牌坊式轧机、φ285X4悬臂轧机、顶交45°无扭高速线材轧机、预水冷箱、轧后水冷箱、夹送辊、吐丝机、斯太尔摩风冷线、P&F线等。
2.3 试制生产对钢坯成分控制及成品力学性能要求 对试制HRB400E热轧带肋钢筋的成分和成品力学性能要求见表1及表2。
表1 试制钢坯的成分要求
牌号 化 学 成 分 % C Si Mn P S HRB400E 0.20~0.25 0.30~0.60 1.05~1.15 ≤0.045 ≤0.045
注:Mn成分在试制前钢坯成分基础降低了0.15%-0.10%。 表2试制热轧带肋钢筋成品的力学性能要求


高速钢、高硼高速钢轧辊
常州凯达重工-拥有扫描电镜、直读光谱仪、硬度检测仪、金相分析仪、液相检测仪、超声波检测仪、铁素体测定仪等检测设备20多台套。
目前已具备年产各类型钢轧辊、板带轧辊、棒线轧辊和大型铸件5万多吨,生产轧辊最大单重可达50吨,铸件最大单重可达80吨。
高速钢轧辊在高温下具有很高的硬度和耐磨性。
它是用离心方法生产的,芯部材质为球墨铸铁。
通过成分和热处理工艺控制,工作层硬度可达80-85HSC,马氏体基体上分布有钒、钨、铌、钼复合碳化物,保证了工作层硬度均一,孔型磨损均匀。
这种辊用于精轧机架,增加作业时间, 改善轧材表面质量。
高速钢轧辊
性能及应用
常州凯达重工科技有限公司,积累了30多年的轧辊生产经验,具备了雄厚的研发和制造能力。
公司现有员工500多名,拥有冶炼工艺、金属材料、铸造工艺、热处理工艺、理化检测、加工工艺和轧钢工艺等方面的专业技术人员60多名,其中教授级高级工程师、高级工程师和博士生导师6名;并有多名外国专家常年为公司进行技术指导;公司专业提供轨梁生产线、型钢生产线、棒材生产线、中板生产线、螺纹钢生产线、高速线材生产线、钢管生产线和带钢生产线全套轧辊(辊环、辊轴)配置方案。

高速线材无孔型轧制技术的研究与应用摘要:无孔型轧制是指上下无槽平辊间的轧制,辊缝高度为轧件高度,轧件宽度为自由宽展后轧件宽度,无轧槽侧壁的夹持、参与变形作用。
在轧制时,只需改变辊缝,就能调整轧件的断面尺寸,从而节约电耗及辊耗,进而提高成材率和作业率。
本文对高速线材无孔型轧制技术的应用进行了分析。
关键词:高速线材;无孔型轧制;应用在无孔型轧制中,只需改变辊缝即能调整轧件截面尺寸,简化轧件受力,使轧件变形均匀,它能增加轧辊过钢量,降低换辊频率,提高轧机的作业率,以及降低能耗。
因此,无孔型轧制是一项有效的节能技术,应用后可取得一定的经济、社会效益。
本文根据高速线材的工艺特点,对辊型、无孔型专用导卫和轧制工艺参数进行了优化设计。
投入使用后,节能效果明显,进一步提高了产品质量。
结果表明,无孔型轧制在节能降耗和提高生产率方面具有显著效果。
一、高速线材简介高速线材是指用高速轧钢机轧制的线制钢材。
把线材分为螺纹钢和盘圆两种,其中部分盘圆又根据轧机的不同又分为高速线材(高线)和普通线材(普线)两种。
高线采用高速线材轧机上轧制,生产节奏快、盘较大(包中盘圆通常是整根、最大盘重可达2500kg)、包装通常比较紧匝、漂亮。
同时,高线也是指用“高速无扭轧机”轧制的盘条。
轧制速度在80~160米/秒,每根重量(盘)在1.8~2.5吨,尺寸公差精度高(可达到0.02mm),在轧制过程中可通过调整工艺参数(特别是在冷却线上)来保证产品的不同要求。
高线和普线的质量标准相同,只是生产线的不同造成包装外观的差异。
高线具有以下特点:①尺寸精度高,椭圆度小;②采用集散卷风冷却,成分均匀,机械性能好;③由于采用负公差轧制,节约了金属,相同重量的高线要比普线长度更长;④每件只有一个头和尾。
二、无孔型轧制概念及其优势1、基本概念。
无孔型轧制即在不刻轧槽的平辊上,通过方-矩形变形过程,完成延伸孔型的任务;减小断面到一定程度,再通过数量较少的精轧孔型,最终轧制成方、圆、扁等简单断面轧件。


高速棒材的轧制工艺及优势传统的小规格(12、14、16、18)棒材生产线为提高产量,主要以普棒(10-15m/s)双线轧制或切分多线轧制生产,该工艺存在尺寸精度、重量偏差波动大、工艺故障多的问题。
随着国内高速倍尺飞剪、夹送制动辊、高速上钢系统等技术的研发日渐成熟,高速棒材生产线成品速度已经可以做到40-42m/s,高速棒材生产线已经成为主流。
1、高速棒材工艺流程连铸输送过来的热坯/经加热炉加热的钢坯 粗轧机组 1#飞剪(切头、切尾、事故碎段) 中轧机组 2#飞剪(切头、切尾、事故碎段) 预精轧机组预穿水(闭环控温系统) 3#飞剪(切头、切尾、事故碎段) 精轧机组 精轧后分段穿水 高速倍尺飞剪 夹送制动辊 高速上钢系统 步进式冷床冷却 定尺冷剪定尺 检验、打捆、称重、入库。
2、高速棒材力学性能及金相组织钢材的力学性能跟内部的化学成分和金相组织有关,在化学成分一定的情况下,晶粒的大小直接影响到钢材的力学性能,晶粒越细强度越高。
改变钢材的力学性能主要是靠改变内部的化学成分及金相组织。
通过加入微量合金元素来改变化学成分及抑制晶粒长大来提高钢材的力学性能,微量合金元素的投入增加了炼钢的成本,为了节约成本早期国内通过成品强穿水形成马氏体来提高钢材的强度。
新国标GB1499.2-2018于2018年11月开始执行,其中就明确要求钢材的金相检测,基圆上不允许有回火马氏体。
因此,通过成品强穿水提高螺纹钢的强度行不通了。
目前普棒及切分轧制的生产线只能增加锰钒合金来保证钢材的力学性能,晶粒度只能做到8级。
高速棒材由于最后几个道次应变速率快,经轧制强烈变形后的奥氏体品粒,存在大量的位错和亚晶组织,其位错密度更高。
利于成品性能提高。
在此基础上,通过投入预水冷,降低轧件进精轧机温度,可进一步提高成品性能。
钒氮合金成分控制在>0.020%即可,金相组织品粒度可达到10级以上,产品屈服强度可稳定控制在430~460MPa。
棒材轧机轧辊材质的选择和冷却刘新强(张店钢铁总厂轧钢厂,山东淄博255007)摘要针对我厂棒材轧机的品种和工艺特点,分析了各机组、各架次对轧辊性能的不同要求和轧辊材质选择,介绍了轧辊在生产中的冷却要求。
关键词棒材轧机轧辊材质轧辊冷却1前言张钢轧钢厂棒材生产线设计年产量为100万t,其中规格为Φ12~40mm 的带肋钢筋80万t,规格为Φ16~50mm 的光面圆钢20万t,是张钢总厂搬迁工程的第一个项目。
棒材生产线主要工艺设备有:步进式双蓄热加热炉,长28m、宽13m,生产能力170t/h;全线纵列短应力线轧机18架,分粗轧、中轧、精轧机组,实现了全连续高速无扭轧制,各机组分别由平—立交替布置的轧机组成,其中第16、18架为平/立可转换轧机,均采用专用交流变频电机驱动,棒材生产实现了连续化、自动化和高效化。
棒材生产中轧辊是非常重要的工艺件,它直接影响着棒材生产作业率、生产成本和企业的经济效益。
轧辊的消耗不仅与棒材品种、轧制工艺技术和轧钢设备状况有关,还与轧辊制造技术、轧辊材料以及使用管理水平有关。
目前可供棒材轧机选择的轧辊较多,单槽过钢量差别很大,根据我厂的生产实际,从提高作业率和降低辊耗的角度对轧辊材质的选择和使用进行分析,并介绍了轧辊的冷却要求。
2轧机对轧辊性能的要求和选型我厂棒材机组分粗轧、中轧、精轧机组,粗轧机组主要是在高温状态对钢坯缩料,轧制力大、轧制速度低,轧辊一般要求考虑轧辊的强度和抗热裂性,同时也要求一定的耐磨性。
国内较早使用的普通铸钢系列,由于轧辊辊身硬度低(约为35~40HS)、耐磨性差,在现代连续化、自动化棒材生产线已经不采用了。
普通冷硬铸铁轧辊耐磨性优于铸钢轧辊,其辊身硬度为52~60HS,主要合金元素Cr、Ni、Mo含量偏低、轧辊抗拉强度和耐磨性较低,且从辊身表面向里硬度梯度较大(落差大),在实际生产中表现新轧辊耐磨,使用后旧辊耐磨性明显降低,针对上述特点我厂从实用和经济方面考虑,粗轧机组采用镍铬钼无限冷硬铸铁辊,辊身硬度为60~70HS,采用无孔型(平辊)轧制时,单槽过钢量可达15000~20000吨。

硬质合金辊环在高速线材轧制中的使用方式研究摘要:将硬质合金辊环应用于高速线材轧制,需要考虑辊环材料特性、牌号选择、装配流程、辊环冷却等不同方面内容,综合考量。
实践证明,硬质合金辊环的应用效果显著,有助于企业提高生产效率与经济效益。
对此,笔者结合实践研究,就硬质合金辊环在高速线材轧制中的应用进行简要分析。
关键词:硬质合金辊环;高速线材轧制;应用方式硬质合金辊环也叫碳化钨合金辊环,它的用途是对钢坯进行压力加工使钢坯塑形成形,获得所需外形尺寸;改善钢铁材料内部组织结构,以获得良好的力学性能。
辊环在高速线材轧制生产中使用较多,并且与轧制钢材的强度、塑形、表面质量、设备投入、成本控制等有着直接关系。
辊环加工用的是专用磨床,槽孔内加工螺纹刻痕用的是铣床;在其加工过程中,可以选用合适的金刚石磨轮与较高硬度的铣床刀具。
下文将从影响辊环使用的一些角度进行简要研究探讨。
一、做好硬质合金辊环牌号选择辊环轧辊在轧制过程中受装配应力,热应力和轧制应力的共同作用。
辊环所受应力为沿截面各应力值的代数和。
具体生产运行中,不同架轧机有着不同的承载效果与冲击力,通常情况是随着轧制道次的提高,辊环转速增加,辊环磨损量增大。
不同牌号的辊环,其硬度等材料性能特点存在差异,如果其牌号选择错误或不符合标准要求,就会增加崩辊发生的几率。
所以,想要在高速线材轧制中有效应用合金辊环就要做好牌号选择,分析不同机架的轧制速度、压下量、槽形、轧制钢种、轧机设备等影响。
综合考虑评价最终选取适合的硬质合金辊环牌号。
二、辊环安装流程与辊环冷却第一,应严格参照标准精度要求展开辊环与锥套的上机安装,认真做好外径尺寸检测,检验锥套、辊轴配置状态。
辊环锥套与辊轴配置面应保持清洁。
第二,辊环安装过程中,应选择适配的辊环和锥套,避免过紧或过松,影响上机的加压效果。
第三,相同机架对应的配对辊环,应尽可能的减少其在材料、属性、重量,方面的不同,确保动平衡。
在生产使用过程中,因为会受到交变应力影响使得辊环易产生热疲劳裂缝。
昆钢科技 Kungang Keji
1前言 高速钢轧辊在昆钢棒材连轧线上的应用 谢驰吴建银李德贵王世麟 (安宁公司棒线厂)
摘要随着棒材轧机切分技术的广泛应用和高强度热轧带肋钢筋HRB400E、HRB500E牌号的推广,轧辊 耐磨性能对产品表面质量的影响和负差控制精度的影响也日趋明显。高速钢轧辊具有较好的耐磨性、淬透 性和高温红硬性,本文通过对昆钢棒线厂棒材车间在高速钢轧辊使用过程中遇到孔型加工、铣削、冷却、 维护和保养等问题,采用有效措施解决上述问题,成为西南地区首家高速钢轧辊运用到带肋钢筋成品架轧 制的棒材生产线。 关键词高速钢轧辊棒材连轧线应用
Application of High Speed Steel Roll in Kungang Bar Rolling Line
Xie Chi Wu Jian--yin Li De--gui Wang Shi·-lin rAnning Compnay Bar&Wire Mill Plant)
Abstract With the popularization of bar mill segmentation technology and extensive application of high s ̄ength hot rolled fibbed steel bars HRB400E,HRB5O0E grades,affect the wear resistance ofroller on the surface quality of products and the negative difference control precision are becoming increasingly obvious.Hi gh speed steel roll has hardened wear resistance,good permeability and high red hardness,the problems of high speed steel roll in bar workshop of Kungang bar and wire mill plant such as grooving machining,milling,cooling,maintenance and maintenance were summarized in this paper,the effective measures were adopted to solve the above problems,and the plant became the Southwest’S first one to use high-speed steel roll to production line of rolling fibbed steel bars finishedframe. Key Words high speed steel roll;bar continuous rolling line;application
高速钢轧辊含有MC和M6C等高硬度碳化物, 其基体组织是由稳定、高硬度的马氏体构成,能有 效地抑制裂纹的形成与扩展,具有更好的抗热裂性, 同时具有良好的淬硬性、淬透性,使得高速钢轧辊 的硬度下降明显小于其他轧辊,由于轧辊中含有较 多的w、Cr、Mo、V、Nb等元素,具有较好的热稳
定性。轧制过程中,在轧辊表面形成连续、致密、 均匀、粘结性好氧化膜,不但可降低轧辊与轧件间 的摩擦系数,而且可提高轧件尺寸精度和表面质量。 高速钢轧辊能在使用中很快形成氧化膜,可保证轧 辊在整个工作期间都具有良好的耐磨性和红硬性。 近年来,随着高速钢轧辊在国内棒线材连轧机 上推广应用,大大提高了轧机作业率,负差稳定率 和钢材表面质量,使单槽(次)过钢量提高,节省 昆钢科技 2014年第4期 了换辊时间,减少轧辊消耗,降低生产成本,产生 了显著的综合效益,但其本身的高硬度、高耐磨性、 高红硬性等特点,造成其车削加工困难,我厂于 2009年9月份起对棒线材用高速钢轧辊孔型加工工 艺进行了摸索和实验。
2高速钢轧辊应用存在的技术问题 2.1高速钢轧辊/j ̄-r过程中存在问题 2.1.1高速钢轧辊开孔型加工的问题 高速钢轧辊目前在宽板带轧机应用和发展较快。 虽其辊身硬度值为HSD78 HSD90,但因是平辊不 需要开槽可直接进行车削、磨削加工,加工相对较 为容易;而棒材轧辊需要孑L型加工,加工难度相对 较大,较早使用高速钢轧辊的沙钢、宣钢等钢厂则 使用专用数控、磨削加工工艺,其设备投资大,加 工效率低;而我厂没有配置可进行孔型加工的专用 磨床和数控车床,采用普通轧辊车床对高速钢轧辊 进行加工,存在车削阻力大,成型车刀很难直接一 次加工成型,加工成本高、加工效率低等问题。 2.1_2 K1道次成品孔型、横肋月牙加工问题 不同规格成品孑L,其横肋月牙角度、尺寸不一, 采用传统的摆头铣铣床,由于其传动系统老化、刚 性不足、动力不足等缺点,造成铣横肋月牙铣槽加 工时,常出现铣刀棒断刀、双眼皮、设备异响等问 题。而采用数控飞刀铣进行横肋月牙加工,其铣刀 头材质、刀杆旋转速度、进刀量等必须合理摸索设 置,根据实际月牙磨削情况,适时对刀头角度进行 磨削校正,合理掌握二次对刀技术,避免出现碰刀 导致双眼皮、断刀等情况发生。 轧辊重复加工去除旧月牙槽时会车到横肋的边 角,为断续切削加工工况,尤其轧槽在轧制使用后, 表面生产一层淬硬层(MC氧化膜),其硬度较高速 钢轧辊本身硬度高,这就造成了一种强断续切割的 局面,硬度高的刀具容易出现蹦块、断刀,而韧度 好的刀具则易出现难以吃刀、不出渣的情况,造成 加工难度增大。
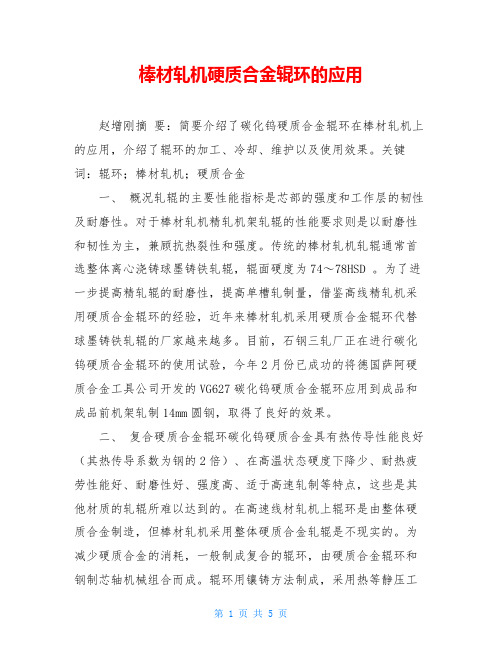
2.1.3 K4预切分架次的轧辊加工 由于K4道次为预切分孔型(如图1所示,以 2009年试用时中12mm三切分K4孑L型为例),整个 孔型结构导致刀具、轧辊加工接触面增大,加工阻 力增加,进刀极其困难,尤其遇到轧辊硬度不均匀 的情况下,在受到车削冲击力的作用下,常出现刀 具崩块、刀裂等情况发生;三个单孔型连体间的切 分带呈凸起状,若切削过程中定位出现问题后,发 现不及时,将造成难以补救的失误,导致整支轧辊 车废;同时因孔型的特殊性,如刀具出现钝化、崩 块等情况后,无法按K1孔型一样进行修磨后继续使 用,造成刀具报废,加工成本上升。
图1 12规格K4孔型图 Figure 1 12 Specifications K4 Grooving Graph
2.2高速钢轧辊的冷却问题 高速钢轧辊材质膨胀量大,辊面温分布不佳, 易产生不均匀热膨胀和氧化膜异常脱落,影响轧辊 的热凸度和辊缝精度;同时由于高速钢高温时对裂 纹的敏感性强,因此在如何根据现场实际情况控制水 压、水量及喷嘴角度,以达到降低轧辊辊面温度,保持 均匀温度分布的轧辊冷却,确保辊面的冷却效果,以得 到具有轧槽最佳保护性能的氧化膜厚度,减少热裂 纹量,提高轧辊的使用寿命和改善轧材表面质量是 大难题。 2.3高速钢轧辊维护和保养问题 高速钢轧辊材料导热系数小,脆性大,抗冲击 能力差,因此不能激冷激热,更不能用其他物体进 行撞击,否则极易出现轧槽掉肉甚至发生断辊事故, 而切分轧制事故多发生在15 、16 、18 架,堆钢后, 红钢还卡在槽孔中,会使辊面温度迅速升高。由于 2014年第4期 谢驰。昊建银。李德贵:高速钢轧辊在昆钢棒材连轧线上的应用 高速钢材料脆性大、抗事故能力差,因此如何加强管 理,确保轧机正常运转,如何减少因轧制事故而对轧辊 造成的损坏依然是研究的一个重点。
3解决高速钢轧辊应用存在问题所采 取的主要措施
3.1高速钢轧辊加工的技术关键 轧辊车削时:(1)刀具材质的选择;(2)进刀 量、转速的合理设定;(3)铣横肋时,铣刀材质的 选择,参数的设定;(4)加工K4道次时,成型刀与 粗车刀配合使用。 解决关键技术采取的主要措施如下: 1)轧辊车削加工
高速钢轧辊硬度高、耐磨性好、轧制过钢量高, 其硬度为HSD78 85,车削加工效率低,使用车针 状贝氏体轧辊的YG6A硬质合金刀具,刀具磨损严 重损耗大,还易发生崩刀或断刀柄故障。而现有轧 辊车床为CA8450,2004年投产时的产品,基本能满 足高速钢轧辊的加工要求。初次加工高速钢轧辊, 车床振动强烈,加工后轧槽表面振纹明显,无法达 到要求的光洁度。针对高速钢轧辊加工的难点,通 过不断的研究与总结,选用了立方氮化硼的车刀, 重新调整车削参数,调整车床间隙,改进轧辊支架 结构,提高车床刚度,减轻轧辊在加工时的振动。 摸索出了一套能够适应当前机床设备加工高速钢轧 辊的工艺。先用立方氮化硼刀片对高速钢轧辊进行 粗车加工,把加余量控制在0.5 mm左右为精车做好 准备,最后用精车刀加工到孔型要求。
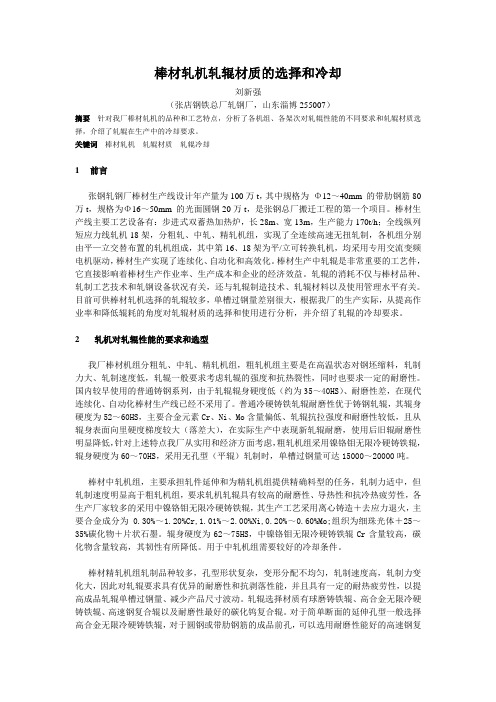
图2 WXK一500K飞刀铣加工横肋月牙示意图 Figure 2 WXK-500K Fly Cu ̄er Milling Transverse Crescent Sketch
2)轧辊铣横肋加工 如图2所示,我厂现加工高速钢轧辊横肋月牙 采用的是WXK一500K飞刀铣床,虽对比传统的摆头 铣床,其具有刚性好、采用数控技术后切削量小、 切削精度高、便于二次对刀以及加工效率高等优点, 但对于加工高速钢轧辊K1孑L型横肋月牙仍遇到了较 多的麻烦问题,根据多次选用不同材质的铣刀刀头, 按不同后角角度、进刀量、刀杆旋转切削速度以及 程序控制方法进行高速钢轧辊横肋月牙加工实验, 最终选取普通金刚石铣刀刀头为合理加工材质,并 确定了铣刀刀头后角磨制加工的最佳角度,这样既 保证了车削效率,又减少了加工铣刀头的消耗。具 体加工工艺方法如下: (1)控制铣刀后角角度,以保证铣刀在切削 时的受力性能,有效防止铣刀在切削时发生崩块和 断裂。对长度不够的铣刀采用垫铜皮的方法使其可 以继续反复正常使用3—4次。 (2)严格按照参数认真计算装刀长度,装刀 时铣刀必须装实,并将实际装刀长度误差控制在± 0.1 mm以内,以防止铣刀在切削时受到阻力回缩, 使刀杆擦到槽孔影响月牙加工质量。 (3)对原有的程序进行改进,消除不完全切 削量,大大减轻切削过程中的振动,有效防止刀具 在切削过程中发生掉块和断裂。