
部件车间钢丝压延工序精确管理方案(草案
一.工序简介
多根钢丝帘线通过专门的压延设备,实现两面敷胶,制成为钢丝帘布的加工工艺为钢丝压延。钢丝要由四辊钢丝帘布压延机组成的生产线.
主要设备装置有:(一)锭子房内有:1.配有帘线张力装置的锭子架;2.钢丝帘线排线装置;3.残线收集装湿度控制装置;(二)锭子房外有:1.帘线导向接头机;2.四辊钢丝帘布压延机:(1)整经辊和压力辊及其装置(3)四辊压延辊筒(4)压延张力、测厚装置(5)敷贴塑料垫布装置(6)冷却装置(7)储布装置(8)定中心置;(10)横向定长裁断装置;(11)双工位卷取装置;(12)温控装置;(13)操作控制系统;3.胶料执喂料台XJDФ250冷喂料挤出机、两台Ф660×2130开炼机来完成胶料的细炼和供胶;(2) 带有金属探测装置的产的半成品部件:胎体帘布、带束层帘布、钢丝子口包布帘布,是极为重要和精密的轮胎部件生产线。
二.岗位组成
钢丝压延工序,根据工作需要,由主手、副手、粗炼、供胶、修边、卷曲等岗位组成。定岗主手一机两人,供胶两人,修边一人,卷曲两人,合计定岗人数九人。
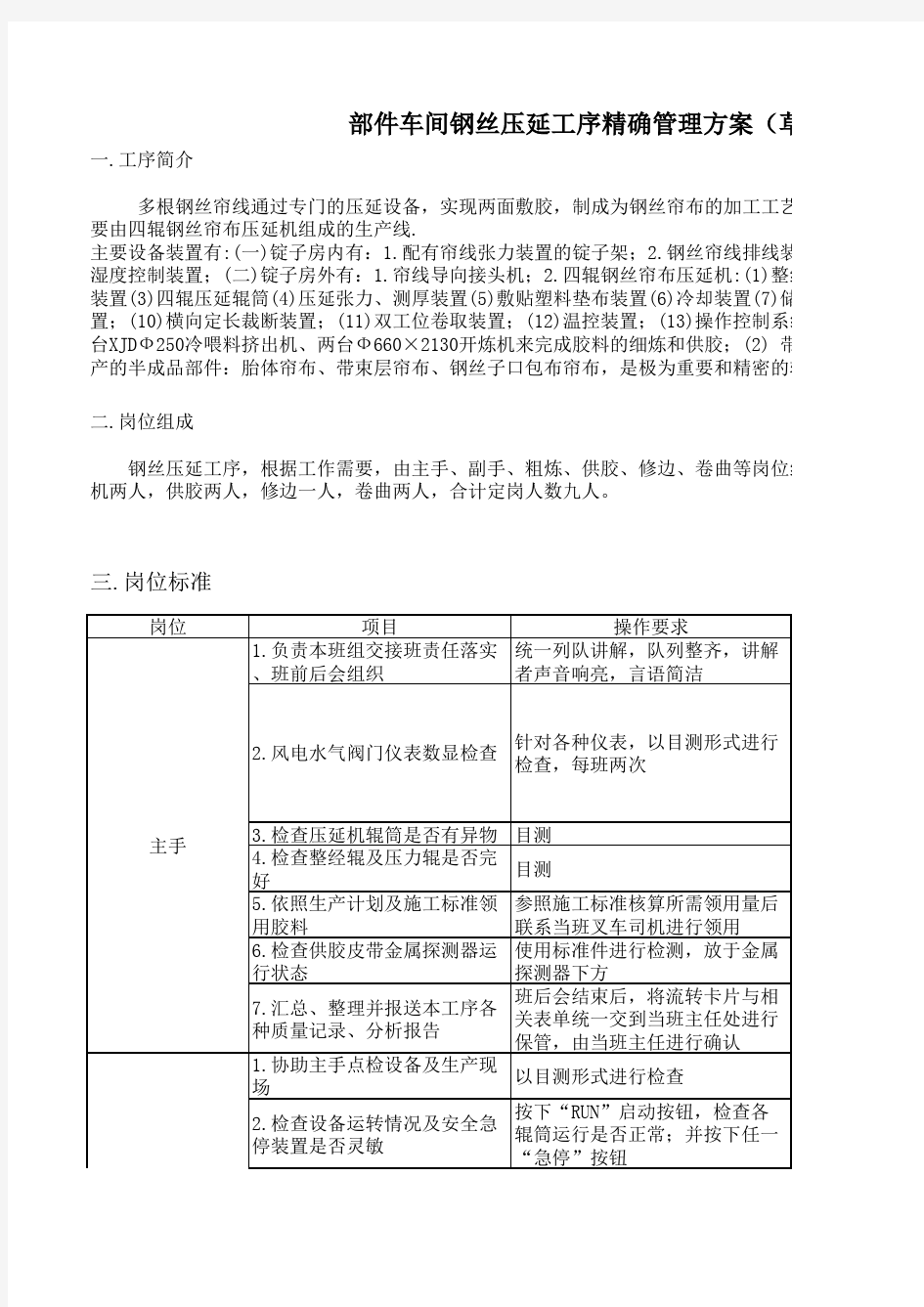
三.岗位标准
四.钢丝压延工序精确管理示范岗自检表
五.钢丝压延工序精确管理示范岗考核标准
六.部件公差 (尺钢丝帘布公差:
(草案)
的加工工艺为钢丝压延。钢丝压延工序该工序主帘线排线装置;3.残线收集装置;4.温度、相对延机:(1)整经辊和压力辊及其起落装置;(2)刺泡却装置(7)储布装置(8)定中心;(9)储布张力装
操作控制系统;3.胶料执喂料的加工设备;(1) 两胶;(2) 带有金属探测装置的供胶输送带。 所生要和精密的轮胎部件生产线。
卷曲等岗位组成。定岗主手一人,副手一人,挤出
(尺寸单位:mm 重量:g)