中频感应电炉熔炼铸态铁素体球墨铸铁工艺
- 格式:pdf
- 大小:226.59 KB
- 文档页数:3
中频感应电炉熔炼灰铸铁,学会这几招保证不出废品!
在现代铸铁生产中,冲天炉因环保问题正被逐步关停,大多数铸造企业改用中频炉熔炼铸铁。
与冲天炉相比,中频炉熔炼工艺相对简单;铁水的化学成分和温度容易控制,不增碳不增硫有利于低硫铁水的获得;环境污染小,炉前冶炼的工作环境和劳动强度也大为改善;利用夜间电价低谷熔炼,生产成本可大致与冲天炉相当;同样化学成分的铁水、同样的铸型浇注的铸件,中频炉比冲天炉熔炼的灰铁强度和硬度高;中频炉铁水比冲天炉铁水过热温度高、流动性差,并具有以下不良特性:铁水的晶核数量少,过冷度、白口和收缩倾向大,铸件厚壁处易产生缩孔和缩松,薄壁处易产生白口和硬边等铸造缺陷。
在亚共晶灰铸铁中,A 型石墨数量极易减少,D、E 型石墨及其伴生的铁素体数量增加,珠光体数量少。
所有这些再加上日常生产中的一些不当因素,都在生产中表现为铸件质量的波动,影响了铸铁的正常生产。
针对中频炉熔炼灰铸铁出现的新问题,笔者克服了电炉熔炼工艺、技术资料少,实践、探索难度大等诸多困难,逐步摸索和总结积累了一些生产技术经验和体会,期望能对正处于艰难经营和转型升级阵痛中的中小铸造企业提供微薄帮助。
QT500-7球墨铸铁熔炼工艺设计摘要合金熔炼是铸造生产中的重要环节。
当前,铸造生产中的废品约有50% 与熔炼有关,熔炼铁液的成本约占铸件成本的25%~30% ,合金熔炼对铸件质量和成本有着很大的影响。
我们应该针对不同的铸件材质与技术要求选择不同的熔炼方法。
本设计题目为QT500-7球墨铸铁熔炼工艺设计,体现了球墨铸铁熔炼的设计要求、容与方向,有一定的设计意义。
通过对该牌号球墨铸铁的设计,进一步加强了设计者熔炼工艺设计的基础知识,为设计其它牌号铸铁的熔炼做好了铺垫和吸取了更深刻的经验。
本设计运用铸造合金熔炼的基础知识,首先分析了QT500-7球墨铸铁的成分与性能要求,为选取熔炼设备与炉料做好了准备;然后选取熔炼设备,计算炉料的比例用量;最后设定球化、孕育方法,确定浇注温度参数,进行质量检测与分析。
本设计着重点在于使用冲天炉-感应电炉双联熔炼球墨铸铁。
由冲天炉熔化铁液并进行化学成分含量的初步确定;在感应电炉中高温精炼,调整铁液的化学成分至规定的围;进一步清除非金属夹杂物和降低气体含量;提高铁液温度至符合出炉球化要求;最终球化与孕育处理,出炉检测。
关键词:球墨铸铁双联熔炼球化处理孕育处理QT500-7 Ductile Iron Smelting Process DesignAbstractAlloy melting is an important part in casting production. At present,about 50% of the waste in the foundry production is related to the smelting. The cost of the molten iron is about 25% - 30% of the cost of the casting.We should choose different smelting methods for different casting materials and technical requirements.This design topic is QT500-7 nodular cast iron smelting process design,reflects the design requirements, content and direction of ductile iron smelting, there is a certain design significance. Through the design of this type of ductile iron, further strengthen the designers of the basic knowledge of smelting process design for the design of other grades of cast iron to pave the way and draw a more profound experience.The design and use of casting alloy melting of basic knowledge, the first analysis of the QT500-7 nodular cast iron composition and performance requirements for the selection of smelting equipment and charge ready;then select smelting equipment, calculation burden ratio; finally set the ball, inoculation method, to determine the parameters of casting temperature, quality detection and analysis.This design is focused on the use of cupola induction furnace duplex melting of nodular cast iron. By cupola melting iron liquid and preliminary identification of chemical components; in the induction furnace high temperature refining, adjustment of the liquid metal chemical composition to the specified range; further clear non metallic inclusions and reduce the gas content; improve the temperature of molten metal to meet released the ball of the requirements; and eventually the ball and inoculation treatment, detection of released.Key words:Ductile iron,Tecastiron,Spheroidize,Inoculation treatment目录摘要IAbstractI1 绪论11.1球墨铸铁的出现11.2国外球墨铸铁的发展11.3球墨铸铁的应用21.4熔炼工艺与发展31.5课题来源与意义32 熔炼工艺方案的确定42.1熔炼技术要求与分析42.1.1技术要求42.1.2材料性能与分析42.2工艺方案53 冲天炉熔炼工艺设计63.1冲天炉熔炼特性与原理63.1.1冲天炉熔炼概述73.1.2冲天炉熔炼的技术要求73.1.3冲天炉的燃烧过程原理93.2炉料的计算113.2.1球墨铸铁原铁液的配比要求113.2.2QT500-7原始资料的确定123.2.3确定元素增减率与增减后成分123.2.4确定配料比并校核133.2.5炉料计算143.3熔炼工艺与参数143.3.1装炉143.3.2炉前控制143.3.3铁液出炉153.3.4脱硫处理153.4熔炼过程的化学反应164电炉熔炼工艺设计174.1感应电炉的熔炼特点174.1.1感应电炉构造与工作原理174.1.2感应电炉熔炼的优缺点与其应用184.2熔炼工艺与参数184.2.1二次脱硫184.2.2脱磷处理194.2.3精炼调整194.3球化工艺194.3.1球化剂194.3.2QT500-7球化剂的选用214.3.3 QT500-7的球化处理工艺214.3.4球化剂加入量的确定234.4孕育工艺244.4.1孕育剂244.4.2孕育处理工艺254.5出液浇注264.5.1浇注温度对性能的影响264.5.2球铁的浇注温度265质量检验与分析275.1质量检测275.1.1炉前三角试片检验法275.1.2火苗判断法275.1.3炉前快速金相法275.1.4炉前光谱分析法275.2缺陷分析275.2.1球化不良285.2.2球化衰退295.2.3石墨漂浮296 结论30致32参考文献321 绪论铸造是机电装备制造业中铸件生产的工艺过程。
球墨铸铁工艺
球墨铸铁是一种具有优异性能的铸铁材料,具有高强度、高韧性和良好的耐腐蚀性能。
它的工艺过程主要包括材料选择、熔炼、浇注、固化和热处理等环节。
球墨铸铁的工艺过程开始于材料选择。
球墨铸铁的主要成分是铸铁和球墨石墨,其中球墨石墨是球墨铸铁得以形成球状断裂的关键因素。
因此,在材料选择过程中需要选择具有合适含碳量和添加剂成分的铸铁。
球墨铸铁的工艺过程中的一个重要环节是熔炼。
熔炼过程中需要控制合金化学成分,通过添加适量的合金元素和添加剂,以提高球墨铸铁的性能。
熔炼温度和时间的控制也是确保铸件质量的重要因素。
浇注是球墨铸铁工艺中的关键步骤之一。
在浇注过程中,需要保证铸液温度适宜,浇注速度均匀稳定,以避免铸件内部产生缺陷。
此外,还需要注意浇注系统的设计,以确保铸液能够均匀地充填到整个铸件中。
固化是球墨铸铁工艺中的另一个重要环节。
固化过程中需要控制冷却速度,以避免铸件产生内部应力和变形。
同时,还需要注意固化温度和时间的控制,以确保铸件在固化过程中获得足够的强度和韧性。
球墨铸铁的工艺还包括热处理。
热处理可以进一步改善球墨铸铁的性能,例如提高硬度和耐磨性。
常用的热处理方法包括退火、正火和淬火等。
球墨铸铁的工艺包括材料选择、熔炼、浇注、固化和热处理等环节。
在每个环节中都需要严格控制工艺参数,以确保球墨铸铁具有优异的性能。
通过合理的工艺设计和优化,可以生产出高质量的球墨铸铁铸件,满足不同工程领域的需求。
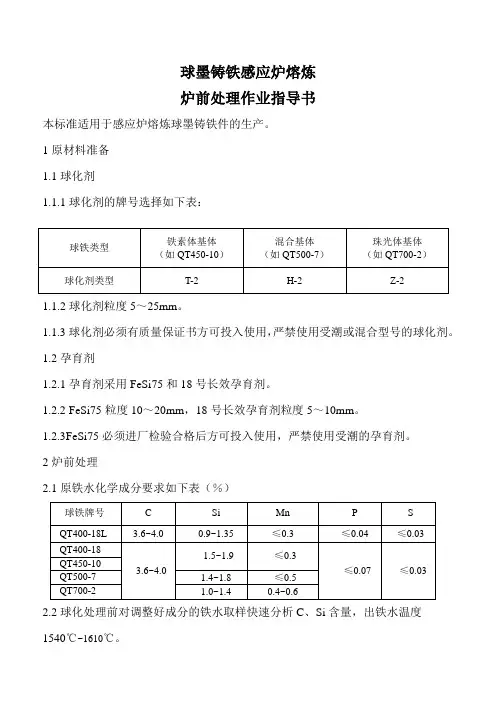
球墨铸铁感应炉熔炼炉前处理作业指导书本标准适用于感应炉熔炼球墨铸铁件的生产。
1原材料准备1.1球化剂1.1.1球化剂的牌号选择如下表:1.1.2球化剂粒度5~25mm。
1.1.3球化剂必须有质量保证书方可投入使用,严禁使用受潮或混合型号的球化剂。
1.2孕育剂1.2.1孕育剂采用FeSi75和18号长效孕育剂。
1.2.2 FeSi75粒度10~20mm,18号长效孕育剂粒度5~10mm。
1.2.3FeSi75必须进厂检验合格后方可投入使用,严禁使用受潮的孕育剂。
2炉前处理2.1原铁水化学成分要求如下表(%)2.2球化处理前对调整好成分的铁水取样快速分析C、Si含量,出铁水温度1540℃~1610℃。
2.3球化及孕育处理2.3.1将称量好的球化剂(根据实际情况调整)放入球化包堤坝内侧,平整紧实后再加入称量好的硅铁(粒度10~20mm),盖好铁末。
2.3.2先急后绶出定量铁水到球化包内。
2.3.3待球化反应完毕,铁水表面撒集渣剂扒渣并覆盖集渣剂或草木灰。
3炉前控制3.1球铁化学成分控制范围如下表(%,用户有特殊要求的除外)3.2铁水球化处理前利用热分析仪取样分析C、Si个含量,为炉前处理提供依据。
每包球化后取样分析Si含量,抽样检测Mn、P、S、Mg、Re含量,在前、中、后期取样分析,每炉次不少于3次,并由化验室做好记录。
3.3球化后的铁水浇注到最后一箱铸件时铁水进行快速金相分析。
每包铁水浇注的铸件应作出标记,最后一箱球化级别达不到4级的,该包次铸件出砂后应单独存放,逐件检测球化级别,将球化级别达不到4级的挑出报废。
3.4球化处理完毕至浇注完毕不得超出10分钟。
3.5抽样检测球铁的机械性能,每班次不得少于3次,应在本班次的前、中、后期分别浇注Y型试块,每次浇注应在本包铁水的中、后期。
3.6生产过程中应做好各项原始记录,并存档备查。
Nodular Iron铸态QT700-10球墨铸铁的研制张军,文宏,郑言彪,齐基(湖北省机电研究设计院股份公司,湖北武汉430070)摘要:介绍了QT700-10球墨铸铁的生产工艺:合理设计化学成分,采用0.5t中频电炉熔炼;选用FeSiMg8RE3球化剂,包内孕育剂选用75SiFe,二次孕育及随流孕育采用自行配制含有Sb、Ba、Ca等多种元素的复合孕育剂,冲入法进行球化及孕育处理。
生产结果显示:从浇注的Y型试块及铸,检测得到的铸学均符合技术要求,随后进行了批生产,试棒结果:球化等1~3,墨6~7,+铁素,中,珠光体体积分数50%~70%,抗拉强度700-750MPa,伸长率10%~13.5%,硬度220-250HB。
关键词:球墨铸铁;;中图分类号:TG255文献标志码:B文章编号:1003-8345(2020)06-0011-03D0I:10.3969/j.issn.1003-8345.2020.06.003Development of As-cast QT700-10Nodular IronZHANG Jun,WEN Hong,ZHENG Yan-biao,Qi Ji(Hubei Mechanical and Electrical Research and Design Institute Co.,Ltd.,Wuhan430070,China)Abstract:The production process of QT700-10nodular iron was introduced:using0.5t medium frequency furnace to conduct melting,using FeSiMg8RE3nodularizing alloy,choosing75SiFe for ladle inoculation,for secondary inoculation and stream inoculation using self-made composite inoculants containing multiple elements including Sb,Ba,Ca,adopting pour-over processto conduct nodularization and inoculation treatment.The production results showed:by sampling from Y-type test block andfrom casting body,detected metallographic structure and mechanical properties met technical requirements.Subsequently,small batch production was carried out,the inspection results of casting body test bar were as following:nodularizing gradewas of1-3grade,graphite size was of6-7grade,the matrix structure was of pearlite+ferrite,and the volume fraction of pearlitewas of50%-70%,tensile strength was of700-750MPa,elongation was of10%-13.5%,hardness was of220-250HB.Key words:nodular iron;high strength;high toughness中制2025化政策要求,、球墨铸铁的合要求GF公司、公司等采用、、等的铸球墨铸铁生产高,技术处,的低端球墨铸铁为主c1d,公司了收稿日期:2020-06-11修订日期:2020-11-28作者简介:张军(1979—),男,安徽阜+人,硕士,/0工程3,主要从事ADI、铸态/强度、耐疲劳球墨铸铁和耐磨铸铁材料的研I及管理工作。
沈阳航空航天大学材料科学与工程学院本科生(综合实验研究)任务书铁素体球墨铸铁生产工艺研究1.摘要:铁素体球墨铸铁是基体为铁素体的球墨铸铁,具有一定强度、良好的冲击韧性和塑性,可由铸态或经退火获得。
本次实验内容由Q10生铁、硅铁、45#钢、稀土镁合金配料生产Q400-18牌号的铁素体球墨铸铁。
使用中频感应电炉熔炼,使用稀土镁合金为球化剂进行了球化处理,使用75%硅铁为孕育剂进行了孕育处理,浇注了试件且进行了热处理,磨制金相。
观察并分析铸态金相组织和热处理后的金相组织。
研究结果:热处理对球墨铸铁组织影响很大,高温退火消除渗碳体,低温石墨化退转化珠光体为铁素体,使试件基体全部转变为铁素体。
保证了铸件的质量。
关键词:球墨铸铁,孕育处理,球化处理,感应熔炼炉Research on Production Technology ofFerrite Nodular IronAbstract: Ferrite nodular cast iron is a substrate for ductile iron ferrite, has certain strength, good impact toughness and plasticity, can be obtained by casting orby annealing. The contents of this experiment by Q10 pig iron, ferrosilicon,45# steel, rare earth magnesium alloy ingredient production Q400-18 brand of ferritic nodular cast iron. Smelting in medium frequency induction furnace, the use of rare earth magnesium alloy as the nodulizer of spheroidizing treatment,using 75% ferrosilicon as inoculant was inoculated cast specimens, and theheattreatment, grinding metallographic. Observation an d metallographicanalysis of cast and heat treatment State Microstructure after. Results: theheat treatment has great influence on the microstructure of spheroidal graphite cast iron, high temperature annealing to eliminate low temperature graphitization of cementite, pearlite to ferrite back transformation, so that the specimen was transformed to ferrite matrix. To ensure the quality of castings.Keywords:Nodular cast iron ,Inoculation ,The spheroidizing treatment ,Induction melting furnace目录第一章绪论 (1)1.1 球墨铸铁概况 (1)1.2 铁素体球墨铸铁的组织 (1)1.3 铁素体球墨铸铁的球化处理 (2)1.4 铁素体球墨铸铁的孕育处理 (3)1.5 铁素体球墨铸铁的热处理 (4)第二章实验用原材料,仪器设备及实验方法 (5)2.1 实验配料 (5)2.2 实验设备 (7)2.3 实验方法 (7)第三章实验结果及分析 (9)3.1 实验结果 (9)3.2 组织分析 (9)第四章结论 (10)参考文献 (11)第一章概述1.1 球墨铸铁概况我国球墨铸铁生产起步很早,1950年就研制成功并投入生产,至今我国球墨铸铁年产量达230万吨,位于美国、日本之后,居世界第三位。
铸铁的熔炼方法及其特点铸铁是一种常见的铁碳合金,广泛应用于机械制造、建筑和汽车工业等领域。
铸铁的熔炼方法多种多样,每种方法都有其独特的特点和适用范围。
本文将介绍几种常见的铸铁熔炼方法及其特点。
1. 高炉法高炉法是目前应用最广泛的铸铁生产方法之一。
它是将铁矿石、焦炭和石灰石等原料投入高炉中,经过高温燃烧和还原反应,使铁矿石中的铁氧化物被还原为铁,并与焦炭中的碳相互作用形成铸铁。
高炉法的特点是炉温高、产量大、适用范围广,但是过程复杂,对原料的成分和炉料的配比要求较高。
2. 立炉法立炉法是一种传统的铸铁熔炼方法,在一些地区仍然广泛使用。
这种方法使用煤炭作为还原剂,将炉料直接放入炉膛中进行燃烧和还原反应,得到铸铁。
立炉法的特点是工艺简单,设备成本低,但炉温较低,产量相对较小。
立炉法适用于小型铸造企业和一些特殊需求的铸铁产品。
3. 电炉法电炉法是一种以电为热源的铸铁熔炼方法。
通过将电能转化为炉内的热能,达到熔融炉料的目的。
电炉法的特点是温度控制精确,炉内反应平稳,生产过程自动化程度高。
电炉法适用于批量生产、要求炉料纯度较高的铸铁产品。
4. 中频感应炉法中频感应炉法是一种利用感应加热原理进行铸铁熔炼的方法。
通过感应线圈在高频电磁场作用下,使炉料中的金属颗粒和渣滓产生摩擦热,达到熔融的目的。
中频感应炉法的特点是能耗低、熔化速度快、炉内温度均匀,适用于小型铸造企业和精密铸造。
综上所述,铸铁的熔炼方法多种多样,每种方法都有其独特的特点和适用范围。
高炉法适用于大规模生产和广泛应用的铸铁产品;立炉法适用于小型企业和特殊需求的铸铁产品;电炉法适用于纯度要求较高的铸铁产品;中频感应炉法适用于小型企业和精密铸造。
选择合适的熔炼方法,可以提高铸铁的品质和生产效率,满足不同领域对铸铁产品的需求。
知识篇——中频感应电炉熔炼灰铸铁控制经验总结和体会在现代铸铁生产中,冲天炉因环保问题正被逐步关停,大多数铸造企业改用中频炉熔炼铸铁。
与冲天炉相比,中频炉熔炼工艺相对简单;铁水的化学成分和温度容易控制,不增碳不增硫有利于低硫铁水的获得;环境污染小,炉前冶炼的工作环境和劳动强度也大为改善;利用夜间电价低谷熔炼,生产成本可大致与冲天炉相当;同样化学成分的铁水、同样的铸型浇注的铸件,中频炉比冲天炉熔炼的灰铁强度和硬度高;中频炉铁水比冲天炉铁水过热温度高、流动性差,并具有以下不良特性:铁水的晶核数量少,过冷度、白口和收缩倾向大,铸件厚壁处易产生缩孔和缩松,薄壁处易产生白口和硬边等铸造缺陷。
在亚共晶灰铸铁中,A 型石墨数量极易减少,D、E 型石墨及其伴生的铁素体数量增加,珠光体数量少。
所有这些再加上日常生产中的一些不当因素,都在生产中表现为铸件质量的波动,影响了铸铁的正常生产。
针对中频炉熔炼灰铁出现的新问题,笔者克服了电炉熔炼工艺、技术资料少,实践、探索难度大等诸多困难,逐步摸索和总结积累了一些生产技术经验和体会,期望能对正处于艰难经营和转型升级阵痛中的中小铸造企业提供微薄帮助。
1.原材料的选用及炉料配比炉料优劣直接影响铁水的质量,中频炉熔炼灰铁对于炉料的清洁程度和干燥要求较高,炉料不干净、含有有害元素或熔炼控制不好,会导致铁水氧化和纯净度低,严重恶化铁水的冶金质量,影响铸铁的基体组织和石墨形态,引起孕育不良、白口和缩松倾向大、气孔多等问题。
因此应强化对原辅材料的管理,严禁使用锈蚀严重、有油污的炉料。
同时,为提高铁水的纯净度和稳定铁水的化学成分,应选用碳素钢废钢做炉料,并使其在炉料配比中占 50%以上;对于回炉料应选用同材质铸件浇冒口,并清理掉粘附的型砂和涂料后再使用,使用量以40%左右为宜;废铁屑也应是同材质铸件机加工铁屑;对于生铁,因其中的杂质和微量元素以及组织缺陷都具有遗传性,应选用来源稳定、干净少绣、有害元素低、最好是Z18 以上牌号的铸造生铁,这样的生铁生产的铸件内在质量好且稳定,不要轻易变换生铁的来源,否则对于使用存在不合格因素的炉料而可能引起的质量问题将防不胜防, 并且生铁的加入应在熔炼初期加入为好,配比可占15%,以利于改善铸铁的石墨形态;增碳剂应选用商品石墨增碳剂或经高温石墨化处理过的增碳剂,并在熔炼中尽量早加,使增碳剂与铁水直接接触, 且有充足的时间熔化吸收;铁合金和孕育剂应化学成分合格、粒度适宜。
中频感应电炉熔炼操作规程本操作规程适用于粘土砂铸造,其中频感应电炉熔炼所用原材料为废钢、铁屑、钢屑等。
1.炉料准备各种熔化原材料的要求如下:1.1铁屑:所用铁屑应明确其成分,若有不同成分的铁屑应将其分类存放;如果所用铁屑较湿时,应缓慢提升电炉功率,以防发生铁屑飞溅现象。
1.2废钢:用作炉料的废钢应有合适的块度,废钢应经过处理,清除表面的泥沙和油污等。
对废钢中管类、箱体类、液压类等封闭、半封闭的原材料,应经过表面处理后,加料时应在炉内加入一定量铁屑后再加入废钢(加入时要竖着加入,半封闭类要将封闭端放在底部),最后加入铁屑将其覆盖,并缓慢提升功率,以避免发生爆炸伤人。
1.3入炉的铁屑、废钢、钢屑等原材料应尽量保持其洁净、无锈、干燥。
1.4所用回炉料应明确其成分,并分类存放。
1.5增碳剂粒度、成分应符合工艺要求。
1.6所用合金应满足技术条件要求。
2. 炉料配比根据配料单对各种原材料及合金进行称量,以保证炉料准确性,保证化学成分的稳定。
3. 熔炼3.1电炉出完铁水后,电炉炉底内加入少量铁屑,然后将废钢、钢屑、增碳剂、锰铁等所需原材料一同加入炉内进行熔化。
3.2待电炉将废钢、钢屑溶化后,将炉内熔渣扒除干净,再加入铁屑进行熔化(不得将炉内增碳剂扒除掉以保证铁水含碳量)。
3.3熔化铁水到出炉水位线时,取干净铁水进行热分析。
3.4根据炉前热分析结果进行调试,如成分符合要求时,则测量铁水温度,待温度也符合要求时即可出炉。
3.4出炉前在浇包内加入一定量硅铁进行孕育处理,出完铁水后对铁水搅拌,取样浇三角试块。
3.5根据三角试块断口状况调整孕育量。
3.6当铁水温度过低(低于1320℃)时,则停止浇注,将包内铁水回炉。
3.7若继续熔炼,电炉内最好能存放30-50Kg铁水,以利于提高熔炼效率。
3.8做好电炉熔炼的各项记录。
3.9未尽事宜按铸造手工造型电炉铁屑熔炼控制计划执行。
审核:编制:2016年6月12日星期日。
探讨高品质球墨铸铁的熔炼技术球墨铸铁是一种高强度、高韧性的铸造铁,广泛应用于机械制造、汽车制造、工程机械、铁路建设、电力设备等领域。
其优良性能主要来自于其微观组织结构中的球墨铁和铁素体相互作用,并获得良好的合理性能。
因此,如何研究和掌握球墨铸铁熔炼技术,尤其是高品质球墨铸铁的熔炼技术,是铸造行业发展的重要问题之一。
球墨铸铁生产工艺中的熔炼工序是最为关键的环节之一。
目前,球墨铸铁熔炼技术主要包括电弧熔炼法、感应熔炼法、高炉熔炼法等多种方法,其中电弧熔炼法受到广泛应用。
电弧熔炼法是通过电弧的高温作用将废钢铁或生铁加热并融化,加入合适比例的合金和球化剂后,残余的氧化物被还原为金属,在高温下球化剂将镁处理成球墨铁,最终形成球墨铸铁铸件。
在球墨铸铁熔炼过程中,操作控制至关重要。
首先是原料的控制,原材料质量控制好坏直接影响铸件的质量,铸件质量的稳定表现在决定分子组织的质量。
其次,加热温度和混合时间的控制也是重要的。
当达到足够高温且混合均匀后,球墨铁才能够形成,并使分子组织达到理想状态。
最后是对合金和球化剂的控制,添加合金和球化剂的时间和用量的控制都会对铸铁的组织和性能产生影响。
一、原材料控制铸造质量受原材料的影响很大,钢材、铸铁、铝、硅等元素含量的控制必须达到国家标准。
通过进行全部元素化学成分的检测,监测原材料质量,并对不合格原材料加以拦截或处理。
对于每批原材料的到货,必须进行仔细检验,特别是对原材料的理化性能进行检测,对于已超出标准的原材料应予以返还。
由于铸件品质的稳定性直接取决于原材料的质量,因此严格控制原材料的合格率将有利于提高球墨铸铁的品质。
二、工艺参数控制熔炼过程中对温度和混合时间的控制是关键。
温度不足会使得球化剂和合金不能彻底反应,球墨铁量不足或球墨铁质量不好,温度过高则会影响铸件的物理和化学性质。
加热温度应控制在合适的范围内,一般为1450~1550℃,炉中金属的混合时间不宜超过20分钟,混合时间过长可能导致球墨铁的质量下降。
球墨铸铁生产工艺流程
《球墨铸铁生产工艺流程》
球墨铸铁是一种优秀的铸铁材料,具有高强度、高韧性和优异的耐腐蚀性能。
其生产工艺流程主要包括原料准备、熔化、浇注、除渣、清理、热处理和检验等步骤。
首先是原料准备。
球墨铸铁的主要原料是生铁、废钢、石墨、球化剂和脱硫剂。
这些原料需要按照一定的配比进行混合,并且进行熔化前的预处理,以确保最终产品的质量。
接下来是熔化。
原料经过混合后,被送入高炉或电弧炉进行熔化,熔化温度通常在1500-1600摄氏度之间。
在熔化的过程中,需要不断搅拌并且加入球化剂和脱硫剂,以确保合金的成分和结构符合要求。
浇注是下一个关键步骤。
熔化后的合金被倒入模具中,并且进行冷却凝固。
在这个过程中,需要控制浇注温度和速度,以确保最终产品具有均匀的组织结构和良好的密度。
除渣和清理是后续的步骤。
在浇注结束后,需要进行除渣和清理工作,以去除产生在浇注过程中的杂质和残渣。
热处理是为了提高产品的力学性能而进行的处理。
经过热处理后的球墨铸铁,可以获得更好的强度和韧性。
最后是检验。
经过以上步骤后的产品需要进行质量检验,以确
保其性能和外观符合标准要求。
检验的内容包括化学成分分析、金相组织分析、力学性能测试和尺寸检查等。
综上所述,《球墨铸铁生产工艺流程》包括原料准备、熔化、浇注、除渣、清理、热处理和检验等多个步骤。
每个步骤都对最终产品的质量产生重要影响,需要严格把控和管理。
铸造厂球墨铸铁产品生产线设备设施及工艺流程一、设备设施1.熔炼设备:主要包括高炉、中频感应炉、电弧炉等熔炼设备,用于将铁水熔化,并加入适量的合金元素和球化剂。
2.造型、浇注设备:主要包括模具、造型设备、浇注设备等,用于将熔化的铁水倒入模具中进行冷却凝固,形成球墨铸铁产品。
3.探伤设备:主要包括超声波探伤仪、磁力探伤仪等,用于检测球墨铸铁产品中的缺陷和裂纹。
4.热处理设备:主要包括炉子、冷却设备等,用于对球墨铸铁产品进行淬火、回火等热处理工艺,提高产品的力学性能。
二、工艺流程1.原料准备:准备铁矿石、废铁、合金元素等原料,并根据配方进行称量和混合。
2.熔炼:将铁矿石和废铁等原料放入熔炼设备中,进行冶炼过程,熔化铁水,并加入适量的合金元素和球化剂。
3.浇注:将熔化的铁水倒入模具中,经过冷却凝固,形成球墨铸铁产品。
4.脱砂:将球墨铸铁产品进行脱砂处理,去除表面的砂壳和残留物。
5.修整:对球墨铸铁产品进行切割、研磨等修整工艺,使其达到规定的尺寸和平整度。
6.探伤:使用探伤设备对球墨铸铁产品进行探伤检测,检查是否存在缺陷和裂纹。
7.热处理:将球墨铸铁产品进行热处理,如淬火、回火等工艺,提高产品的力学性能。
8.表面处理:对球墨铸铁产品进行喷漆等表面处理,增强产品的耐腐蚀性和美观度。
9.质检:对球墨铸铁产品进行全面的质量检测,包括化学成分分析、力学性能测试等,确保产品符合标准要求。
10.包装:对球墨铸铁产品进行包装,以保护产品免受损害,在运输和储存中保持良好的状态。
三、质量控制1.原料质量控制:对采购的原料进行严格的检测,确保其符合产品制造的要求。
2.工艺控制:在生产过程中,采取各种措施保证工艺的稳定性和一致性,确保产品的质量稳定。
3.过程控制:对生产过程进行实时监测和控制,发现问题及时处理和调整,避免次品的产生。
4.产品质量控制:通过各种质检手段对产品进行全面的检测和测试,确保产品的质量达到标准要求。
四、环境保护1.废气处理:对熔炼过程中产生的废气进行收集和处理,减少对环境的污染。
球墨铸铁熔炼工艺1. 嘿,你知道球墨铸铁熔炼工艺不?这就像是一场魔法表演呢!我有个朋友在铸造厂工作,他说那熔炉就像个超级大胃王,一口就能吞下各种原料。
像生铁啊,那是主要的食材,还有废钢,就像是额外加的配菜。
把它们一股脑儿地放进熔炉里,这就是球墨铸铁熔炼的第一步啦。
这过程就好像是在做一道超级复杂的大菜,每种原料都有它的作用,少了谁都不行。
你想啊,如果做菜少放了盐,那味道肯定不对,熔炼少了某种原料,球墨铸铁的质量也好不了。
2. 球墨铸铁熔炼工艺可真是个神奇的事儿!我见过那些工人师傅们操作,就像一群指挥家在指挥一场盛大的音乐会。
他们要精确地控制温度,这温度啊,就像是音乐里的节奏,高一点低一点都不行。
比如说,温度太高了,就像唱歌唱破了音,铸出来的球墨铸铁可能就会有气孔,就像蛋糕里有好多洞洞,这质量可就大打折扣喽。
所以啊,师傅们得小心翼翼地盯着温度计,让温度保持在那个刚刚好的范围,就像钢琴家弹奏每一个音符都精准无误。
3. 你可别小瞧球墨铸铁熔炼工艺,这里面的学问可大了去了。
我曾和一位老师傅聊天,他说这个熔炼就像养孩子似的,得精心照料。
在熔炼过程中加入球化剂就像是给孩子补充营养。
那球化剂一进去,就像给那些铁水注入了灵魂。
你想啊,如果孩子营养不均衡,就长不好,铁水要是没加好球化剂,就不能形成理想的球墨铸铁。
而且这加球化剂的量也得合适,多了少了都不成,就像给孩子吃饭,吃太多会撑着,吃太少又饿着。
4. 球墨铸铁熔炼工艺,那是一个充满挑战又有趣的过程。
我有次去铸造车间参观,感觉那熔炉就像一个神秘的魔法盒。
工人往里面加料的时候,就像是在给魔法盒添加魔法元素。
就说孕育剂吧,这东西加入进去就像给铁水施了魔法,让铁水里面的石墨更好地球化。
这过程就好比在种花,孕育剂就是肥料,铁水就是花苗,没有肥料,花苗就长不好,没有孕育剂,球墨铸铁的质量就没法保证。
你难道不好奇这个魔法是怎么一步一步发生的吗?5. 哟呵,球墨铸铁熔炼工艺真的超酷!我认识一个铸造厂的小年轻,他整天就和这熔炼工艺打交道。
用中频感应电炉熔炼铸铁的几个技术问题王成刚,马顺龙(一汽铸造有限公司技术th■,吉林长春130062)摘要:解答了铸造企业应用rp频感应电炉熔炼铸铁的几个技术问题,提供了有关熔炼工艺、技术特点、合成球铁熔炼方法及发展趋势等方血的参考信息..关键词:铸铁;中频感应电炉;熔炼中图分类号:TG232.3文献标识码:B文章编号:10038345(2012)04—0043—04DOI:1039696issn10038345201204006SeveralTechnicalProblemswithMediumFrequencyInductionFurnaceMeltingofCastIronWANGCheng—gang.MAShun—long(TPchnolngyCenter,Foundryr:n-1.td,ChinaFirstAntfmmhilecⅢ1pCo1,td,Chnngchlm130062,China)Abstract:SeveraltechnicalproblemswithfimndryenterprisesusingmediumfrequencyinductionfumacetomeltcastironswflsexDlai㈣d…domeusefulinfurmalionconcerningthemeltingprof'ess,technicalcharacteristics,mehingprocessanddevelopmenttendencyotsyntheticnodularimnwa8givenKeywords:castiron;mediumfrequencyinductionfurnace;melting1感应电炉简介感应电炉按电流频率分为工频、中频和高频三类,其频率分别为50HZ、50~10000HZ和10000HZ以上。
1.1应用范围111高频炉高频无芯炉容最一般在50kg以下,适用于实验室和小规模生产中熔炼特种钢和特种合金。
2010年第4期 2010年8B 铸造设备与工艺
FOUNDRY EQUIPMENT AND TECHNOLOGY
・铸造工艺・ 中频感应电炉熔炼铸态铁素体球墨铸铁工艺
陈晓光 (秦皇岛秦冶重工有限公司,河北秦皇岛066004) 摘要:阐述了中频感应电炉熔炼铸态铁素体球铁的生产工艺,通过对原材料的选择和化学成分的控制,可 以生产铸态铁素体球墨铸铁,可获得较好的球化级别,而且生产工艺稳定、可靠,质量高、成本低,力学性能达到 和超过国家标准。 关键词:中频感应电炉;铸态;铁素体球墨铸铁 中图分类号:TG255 文献标识码:A 文章编号:1674—6694(2010)04—0024—03
The Cast Ferrite Ductile Iron Produced by Medium—frequency Induction Furnace CHEN Xiao-guang (Qinhuangdao Metallurgical Machinery Co.,Ltd,Qinhuangdao Hebei 066004,China) Abstract:This paper reviews the medium-frequency induction furnace melting production process of cast ferrite ductile iron. Through the choice of raw materials and chemical composition contro1.ferrite ductile iroll iI cast can be produced with better nodularization grade and high mechanical properties which are equal or larger than the national standard. Keywords:medium ̄equency induction fumace,cast,ferrite ductile iron
近些年来,我国球铁产量增长很快,球墨铸铁 件所占的比例愈来愈大。特别是铁素体球墨铸铁具 有良好的塑性和韧性,性能接近甚至超过铸钢,而 成本又低,因此更受欢迎。有些工厂多采用将铸态 球墨铸铁经过退火处理的工艺生产铁索体球墨铸 铁,这使得生产工艺复杂,生产周期加长,成本增 加。我们使用3 t中频感应电炉,结合生产实际制定 出稳定可行的生产工艺,不用进行热处理直接生产 出合格的高韧性铸态铁素体球墨铸铁,力学性能已 经达到或超过了国家标准。 1 中频感应电炉的熔炼特点 冲天炉生产球墨铸铁件,虽然生产成本低,但 由于铁水温度低,化学成分不稳定,铸件质量不易 控制。而且,工作环境差,能源消耗大,污染严重。随 着工业技术的不断发展.对球墨铸铁质量提出更高 的要求。对于环境的保护也越来越重视。高温、低 硫、洁净,且化学成分准确,干扰元素又少的原铁水 是生产优质球墨铸铁的保障,足够高的熔炼温度和 必要的出炉温度十分重要,可以说中频感应电炉非 常适合生产优质球墨铸铁。与冲天炉相比,中频感 收稿日期:2010~06—05 作者简介:陈晓光(1965一),男,工程师,主要从事企业管理及铸造技 术工作。 ・24・ 应电炉熔炼有以下特点: 1)无接触加热,通过电磁感应产生涡流,靠电 阻热来实现,熔炼过程中不会有增碳和增硫现象, 感应炉熔炼合金元素烧损少,化学成分均匀、准确, 铁水温度高且容易控制。 2)由于电磁搅拌作用。铁液的含气量、含氧量 较低,铁液比较纯净,非金属夹杂物容易上浮。但是 过分强烈的电磁搅拌使铁水冲刷炉衬.影响炉衬寿 命,也很难使渣子覆盖在铁水表面,增加大气对铁 水的污染。 3)电能消耗大,增加铸件成本,不连续生产。 4)中频无芯感应电炉能够直接熔化固体炉料, 而且开炉及停炉比较简单方便,因此得到了普遍应 用。
2原材料的选择 原材料直接影响球墨铸铁的质量和生产过程 的稳定性。由于中频感应电炉冶金性能差,所以原 材料必须干净、少锈、无油、无杂质,而且化学成分 明确。回炉料也必须经过抛丸处理去除表面型砂、 渣子等。此外严把原材料、辅助材料进厂质量关,严 格控制材料各种元素的含量。 2.1生铁 选择生铁首先要根据球铁的基体要求及回炉 2010年第4期 陈晓光:中频感应电炉熔炼铸态铁素体球墨铸铁工艺 铸造设备与工艺 料用量来确定生铁的牌号。其次,根据韧性要求和 热处理与否限定锰量。还要限制干扰元素的总含 量。为了生产出合格的高韧性铸态铁素体球墨铸 铁.我们选用优质铸造生铁QlO或Q12;。 2.2废钢 在铁液中加入废钢,不仅可以调整化学成分, 而且提高抗拉强度,因此,废钢使用普通碳素废钢 或优质碳素废钢比较理想,合金废钢以及含有干扰 元素的废钢不能使用。我们选用的优质碳素废钢化 学成分稳定(如表1所示),而且表面干净、无锈、无 杂质。 表1废钢的化学成分(质量分数,%) 【表面质量l C si M“ P S l干净、无锈l 0.01 0.45 O.18 0.073 O.0O6 2-3增碳剂 理论上.石墨质材料(如电极石墨、天然石墨、 天然类石墨)和碳质材料(如焦炭、石油焦、煅烧焦、 煅烧石油值)均可作为增碳剂。实际使用中,选哪种 增碳剂需视球铁牌号、熔炼方法和增碳剂的品质而 定.必须选择合适的增碳剂。由于不同的增碳剂会 影响铁液的含氮量,微量的氮能提高力学性能,但 过量则容易产生气孔缺陷。因此,选用石墨电极碎 块作为增碳剂.其成分要求如表2所示。 表2增碳剂的性能指标(质量分数,%) 1 6 95 1 1 1 0001 I ~ l ≥ l ≤ f ≤ I ≤ l≤. I 增碳剂的加入方法采用随原材料一起加入和 铁液熔化后1 400 oC以上时加入相结合的方法。通 过长期计算与化学分析相对比可知,增碳剂的吸收 率可达85%~90%。铁液增碳后,存在大量弥散分布 的非均质结晶核心,石墨晶核显著增多,促进石墨 形成。同时降低铁液的过冷度,白口倾向得到改善。 2.4硅铁 为了调整化学成分,减少铁液含氧量,选择优 质75硅铁。 3化学成分的选择 金相组织决定了球墨铸铁的性能,而化学成分 的变化可以改变金相组织。因此,选择合理的化学 成分是获得铸态铁素体球墨铸铁根本。 3.1碳当量的选择 在球墨铸铁中起主要作用的是碳、硅两种元 素。而碳、硅都是强烈地促进石墨化的元素,可用碳 当量(CE)来说明他们对球墨铸铁金相组织和力学 性能的影响。提高碳当量可增加石墨球数,改善铁 水流动性,减少缩孔体积和白E1倾向,提高塑性和 韧性,获得健全的铸件。但碳当量过高,易出现石墨 漂浮导致性能下降,因此.碳当量应在4.5%~4.8% 之间。 3.2碳 碳是影响球铁机械性能和铸造性能很大的元 素,是促进石墨化的元素。含碳量高,则析出的石墨 球数量多,球径尺寸小,圆整度好,减少缩孔、缩松 倾向,减少甚至消除渗碳体,降低抗拉强度和硬度, 提高塑性和韧性。碳的质量分数为3.5%一3.8%时获 得铸态铁素体球铁。 3.3硅 硅也是影响球铁机械性能和铸造性能很大的 元素。也是强烈促进石墨化的元素。随着硅量的增 加,不仅白El倾向减少,铁素体增加,而且能够细化 石墨,提高石墨球的圆整度。但是,硅量过高,会提 高韧性—脆性转变温度,使铸件发脆,有害作用更 为明显。因此含硅量应为 (Si)=2.4%一2.8%,原铁 水的硅的质量分数为:1.6%~1.8%。 3.4锰 锰是阻碍石墨化并稳定碳化物的元素。具有增 加和细化基体中珠光体的作用。但易形成晶间偏 析,形成碳化物呈网状分布在共晶团边界上,降低 球墨铸铁的塑性和韧性。所以在生产铸态铁素体球 墨铸铁时。必须严格控制锰的含量。而锰还有脱硫、 脱氧、稳定球化的作用。因此,应控制在0.5%以下。 3.5磷 磷是有害元素,极易偏析,硬而脆呈多角状分 布的磷共晶恶化球墨铸铁的力学性能。显著降低塑 性和韧性,所以应严格控制。磷一般不得超过 0.07%: 3.6硫 硫是反石墨化元素,属于有害杂质。硫与稀土、 镁、锰、铁的亲和力都很强,形成硫化物,消耗球化 剂,并且产生夹渣等缺陷。对石墨的球化和韧性影 响较大,硫低球化良好且稳定。当然硫也不宜太低, 部分MgS、CaS可以起到石墨晶核的作用,有助于石 墨球化。因此,将硫控制在0.03%以下。
4球化剂的选择 中频感应电炉熔炼球墨铸铁,球化剂的作用主
・25 ・ Aug.2010 1%4 铸造设备与工艺 2010年第4期 要是球化,脱硫、脱氧的作用很小。因此在保证石墨 球化的前提下,尽量减少球化剂的用量,控制球化 剂的残留量,减少游离渗碳体,降低白口倾向,选用 了含镁和稀土较少的稀土镁球化剂。其化学成分见 表3.加入量为1.4%,稀土残余量为:0.02%~0.04%; 镁残余量为:0.03%一0.06%。球化处理采用冲入法, 球化处理温度大于1 450 oC。 表3球化剂的性能指标(质量分数,%)
5孕育剂的选择 孕育处理是球墨铸铁生产必不可少的重要环 节,不仅能细化石墨,增加石墨数量,提高石墨圆整 度,改善球化率,还具有脱氢、脱氧、脱硫和消除白 口等作用,改善力学性能。因此,选择了硅一钡类复 合孕育剂。加入量为:0.5%~0.8%。
6浇注温度 为了减少皮下气孔等缺陷,根据铸件结构,浇 注温度必须大于1 350 oC。
7力学性能和金相组织 ●
每次生产时,浇注标准Y试块。加工标准试样, 测量其抗拉强度crb和伸长率 ,进行化学分析与金 相检查。从几年来的检测数据中,取181组测量数 据进行统计,抗拉强度6rb在451 MPa~590 MPa,伸 长率 为10%~25%,已经达到和超过国家标准,特
别是伸长率最高达到25%。其结果见表4。各元素的 含量都在控制范围以内,石墨级别为1~2级,石墨 大小为5-6级,铁素体含量大于60%。
表4铸态铁素体球墨铸铁抗拉强度 及伸长率 项目 数值 频次 百分比,% 累计百分比/% 抗拉强 451~499 162 89.5 89.5 度/MPa 500~59o 19 10.5 10o 合计 l81 1o0 0-14.9 14 7.7 7.7 15~17.9 50 27.6 35-3 伸长率 18~19.9 41 22.7% 58.0 8,% 20-21.9 15 8-3% 66_3
22~25 61 33.7% 1o0.0 合计 181 1OO%
8总结 综上所述,使用中频感应电炉熔炼,在控制好 各元素含量的前题下,加强过程控制,完全可以生 产铸态铁素体球墨铸铁,而且生产工艺稳定、可靠, 质量高、成本低,达到和超过国家标准,创造了较好 的经济效益和社会效益。