中频感应电炉熔炼铸态铁素体球墨铸铁工艺[1]
- 格式:pdf
- 大小:160.05 KB
- 文档页数:3
球墨铸铁熔炼工艺讲解未经球化和孕育的球墨铸铁原铁水质量对铸件组织、性能和铸造缺陷的形成都有重要影响。
优良的原铁水应该符合以下质量要求:1.常存元素和合金元素的质量分数符合要求。
2.铁水经过适当过热后,在合适温度出炉。
一般原铁水出炉温度不低于1420℃。
有些合金球墨铸铁熔点较高,需在更高温度出炉。
3.含有所需要的微量元素。
干扰石墨球化元素的质量分数在允许范围内。
4.炉料在熔炼过程中氧化轻微。
氧、氮、氢等气体含量适当。
5感应炉、冲天炉、电弧炉都能用来熔炼球墨铸铁原铁水。
本章介绍目前国内最常用的两种熔炉:感应炉和冲天炉。
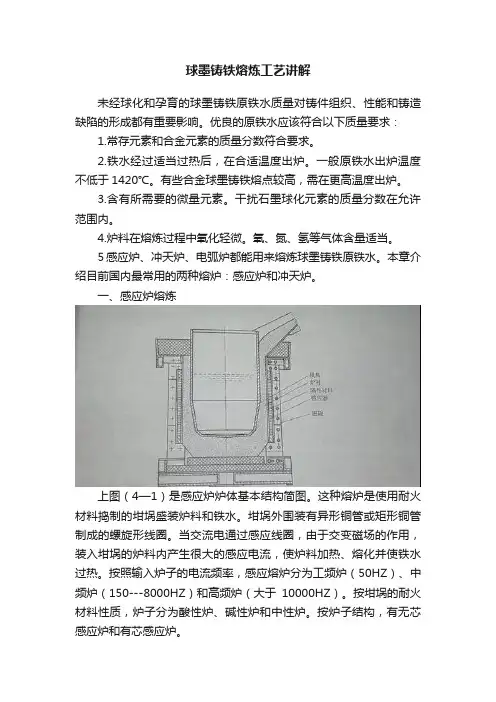
一、感应炉熔炼上图(4—1)是感应炉炉体基本结构简图。
这种熔炉是使用耐火材料捣制的坩埚盛装炉料和铁水。
坩埚外围装有异形铜管或矩形铜管制成的螺旋形线圈。
当交流电通过感应线圈,由于交变磁场的作用,装入坩埚的炉料内产生很大的感应电流,使炉料加热、熔化并使铁水过热。
按照输入炉子的电流频率,感应熔炉分为工频炉(50HZ)、中频炉(150---8000HZ)和高频炉(大于10000HZ)。
按坩埚的耐火材料性质,炉子分为酸性炉、碱性炉和中性炉。
按炉子结构,有无芯感应炉和有芯感应炉。
我国自20世纪70年代以来广泛使用感应炉熔炼铸铁。
大型铸造厂(如汽车铸件铸造厂)多使用以大型感应炉为主体的双联熔炼。
感应炉炉料包括生铁、废钢、铸件回炉料、铁合金、切屑和增碳剂等。
铁水中非金属夹杂物含量少。
元素烧损率较低,铁水温度和成分易于调整和控制而达到均匀稳定。
有些铸造厂还采用废钢和增碳剂熔炼合成铸铁。
由于铁水温度、成分容易控制,合金元素损耗少,感应炉可以用来熔炼高合金铁水,如高铬铸铁、高镍奥氏体铸铁原铁水等。
铁水比较纯净,过热温度能达到1700℃以上,元素的熔损少于冲天炉,对环境污染较轻,劳动条件相对较好,而且可使用大量废钢作为炉料,因此感应炉用于熔炼各种球墨铸铁原铁水。
但是感应炉生产的原铁水与冲天炉铁水相比,石墨晶核和石墨球数较少,铁水的共晶过冷度较大,产生白口倾向较强。
![铸态QT450_10球墨铸铁生产工艺研究[1]](https://uimg.taocdn.com/6a34cb6ea45177232f60a222.webp)
铸态球墨铸铁QT450-10的熔炼过程控制铸态球墨铸铁QT450-10的熔炼过程控制1、生产条件及化学成分设计铁液采用冲天炉—感应电炉双联熔炼,其中冲天炉为3 t/h多排小风口热风酸性炉,感应电炉为2 t中频感应电炉。
球化、孕育处理前,铁液在感应电炉中进行进一步的脱硫处理,以获得高温、低氧化、低硫的原铁液。
生产中对铸态QT450-10的化学成分提出的要求为:3.4%~3.9% C,2.5%~3.0% Si,≤0.4% Mn,<0.050% P,<0.025% S,0.04%~0.10% Mg残,0.015%~0.04% RE残。
2 、熔炼过程控制要点(1)准备和检查工作时要使用的相关物品,如:FeSi75A115—B孕育剂、FeSiMg8RE5球化剂、增碳剂、铁液搅拌工具等。
(2)新包或4 h未使用的铁液包(0.5 t)使用前必须烫包,使用地上衡称量空包和装满铁液的包,计算一包铁液的重量(用以计算合金加入量)。
(3)孕育剂、球化剂合金预热温度应大于150℃,上限越高越好,但最高不超过400℃,并且预热时不能接触明火;孕育剂粒度3~20 mm,球化剂粒度10~25 mm。
(4)计算孕育剂、球化剂的加入量,孕育剂含硅按75%计算,加入量按1.0%~1.4%计算,球化剂含硅按44%计算,加入量按1.5%~1.8%计算。
(5)放置合金,合金放在凹坑式包底的凹坑内,由下至上的放置顺序为:球化剂一孕育剂一珍珠岩砂,并尽量塞实,如必要还应加压一块小于5 kg的生铁或钢板。
其中孕育剂只能加入计算量的70%,剩余的在处理时加入。
(6)铁液出炉前应制白口化试样,送做光谱成分分析。
确定C:3.7%~3.9%,Si:1.6%~1.8%。
成分分析达不到要求,应再对铁液进行调整,并观察原铁液浇注的三角试样的断面是否正常。
(7)调整铁液的处理温度为1480~1500℃。
使用测温仪测温并记录。
(8)球化和孕育处理①铁液倒人的落点应在包内无合金的一侧,以避免球化剂过早反应:②铁液倒人1/3~1/2时再从出铁槽加入孕育剂计算量的20%;③铁液加入预定值的约2/3时进行反应,反应基本完毕进行初次搅拌,然后加足铁液进行搅拌,搅拌深度必须超过铁液深度的一半。
中频炉熔炼工序工艺操作规程1目的加强现场技术管理,规范中频炉熔炼操作2范围适用于中频炉熔炼抗磨白口铁、灰铁、球铁的操作3. 熔炼设备检查3.1中频炉操作工每天在开炉前,应检查炉衬、炉口情况,当发现有炉口钻铁时应及时拆开炉口,重新修出炉口。
3.2操作工送电前应检查电器冷却水管接头、炉体冷却水管接头有无漏水、起包现象,当存在此现象时应及时通知维修人员修理或更换。
3.3、操作工每天送电前检查炉体、电器内冷却水水压及油泵油压情况。
各水路水压、油泵油压应符合设备要求。
3.4、操作工应该同时应检查炉体有无渗水、漏炉衬材料、吸咐杂质等现象,存在问题时应及时处理后再开炉。
4 熔炼材料准备4.1 原生铁、回炉料、增碳剂、废钢、硅铁、锰铁、铬铁、镍、球化剂、孕育剂的质量标准应符合标准。
4.2每批外购的生铁、废钢、硅铁、锰铁、铬铁应该分类堆放,不可混杂(生铁、硅铁、锰铁、铬铁、球化剂、孕育剂应附有对方或本公司的检测报告)4.3 炉料尺寸大小要合适,不能大于炉口直径。
4.4用于球铁和白口铁的废钢应为低碳钢边角料,清洁无油、去锈。
不得混有表面有油漆或镀层的材料,不得混有合金钢废料。
4.5新生铁回炉料、浇冒口表面粘附的泥砂应清除。
4.6 铁屑应按材质种类分类堆放,不得混有油污泥砂和抹布等杂物。
4.7根据浇注铁水总量和配料比例,开炉前要备足各种炉料,并且分好类。
5 熔炼操作5.1熔炼抗磨白口铸铁时,先装入废钢、再加入高碳铬铁和镍板;再加入回收料;熔炼灰铸铁时,先装入生铁和回收料,再加入废钢。
5.2加料过程中要注意保护炉口、炉衬,不可用大块直接砸炉口、炉衬。
装料应紧实。
5.3 第一炉冷料启动时,装料时往炉内加料时要注意不要砸到炉衬。
5.4第一炉熔化先用300~500KW左右的小功率送电半小时,使生料逐渐变红,观察炉衬,当生料和炉衬从底部到顶部都变得明亮时,保温半小时,然后进入正常熔化。
5.5 加入到电炉内的各种原材料严格按工艺员出具的配料单要求,分批吊入,计量要求准确,并做好记录。
球墨铸铁熔炼工艺规程本规程适用于中频电炉熔炼球墨铸铁件一、原材料要求1、新生铁Q10和Q12符合GB/T1412—2005要求其中Mn≤0.20、P≤0.020、Ti≤0.050。
2、废钢符合GB/T4223—1984要求块度不得大于240×240mm。
3、回炉料仅限球墨铸铁回炉料回炉料必须抛丸清理去除泥沙。
不得使用其他材质的回炉料。
4、硅铁牌号FeSi75—C符合GB/T2272—1987要求。
5、锰铁牌号FeMn68C7.0符合GB/T3795—2006.6、稀土镁硅铁合金球化剂牌号FeSiMg8Re3符合GB/Y4138—2004要求。
二、熔炼操作1、炉前操作工人必须是经过专业培训且具有一定的理论水平和实际中频炉操作经验。
2、炉前操作工人应按要求穿戴安全劳动保护用品。
3、检查所需要的原材料、辅料是否齐备是否符合工艺要求各检验、测量和实验设备是否合格各设备使用状况是否良好正常。
4、炉料配比QT450—10牌号新生铁5570、废钢57、回炉料2340。
配料比以满足炉前成分为准在特殊情况下可作适当变化。
5、按配料通知单上注明的各种炉料重量准确计量加入炉。
6、投料顺序为新生铁后废钢在回炉料。
7、熔炼过程中要经常捣料防止炉料“搭桥”或结壳。
8、炉料全部投入后温度达到1300℃时加入稻草灰或覆盖剂对铁水进行保护熔炼防止铁水氧化。
9、炉内铁水温度达到1400℃光学高温剂后取样分析化学成份。
10、炉前成份C3.754.00Si1.301.70Mn≤0.50P≤0.07S≤0.035.11、球化包采用1000kg专用球化除了包球化处理前球化包应烘烤至暗红色。
12、球化处理采用堤坑处理包冲入法。
球化剂FeSiMg8Re3按出铁量的1.301.60加入覆盖FeSi粉按出铁量的0.300.40加入。
装包顺序球化剂→覆盖硅铁→压铁。
每层适当捣实在边角处适当加入少量的冰晶石粉。
球化反应时间控制在1分30秒至5分钟之间。
球墨铸铁熔炼工艺规程•2011-12-10 10:41:07本规程适用于中频电炉熔炼球墨铸铁件一、原材料要求:1、新生铁:Q10和Q12,符合GB/T1412—2005要求,其中Mn≤0.20%、P≤0.020%、Ti≤0.050%。
2、废钢:符合GB/T4223—1984要求,块度不得大于240×240mm。
3、回炉料:仅限球墨铸铁回炉料,回炉料必须抛丸清理,去除泥沙。
不得使用其他材质的回炉料。
4、硅铁:牌号FeSi75—C,符合GB/T2272—1987要求。
5、锰铁:牌号FeMn68C7.0,符合GB/T3795—2006.6、稀土镁硅铁合金球化剂:牌号FeSiMg8Re3符合GB/Y4138—2004要求。
二、熔炼操作:1、炉前操作工人必须是经过专业培训,且具有一定的理论水平和实际中频炉操作经验。
2、炉前操作工人应按要求穿戴安全劳动保护用品。
3、检查所需要的原材料、辅料是否齐备,是否符合工艺要求,各检验、测量和实验设备是否合格,各设备使用状况是否良好正常。
4、炉料配比:QT450—10牌号:新生铁55~70%、废钢5~7%、回炉料23~40%。
配料比以满足炉前成分为准,在特殊情况下可作适当变化。
5、按配料通知单上注明的各种炉料重量准确计量加入炉。
6、投料顺序为新生铁,后废钢,在回炉料。
7、熔炼过程中要经常捣料,防止炉料“搭桥”或结壳。
8、炉料全部投入后,温度达到1300℃时,加入稻草灰或覆盖剂对铁水进行保护熔炼,防止铁水氧化。
9、炉内铁水温度达到1400℃(光学高温剂)后取样分析化学成份。
2、炉前成份:C3.75~4.00%;Si1.30~1.70%;Mn≤0.50%,P≤0.07%;S≤0.035%.3、球化包采用2000kg专用球化除了包,球化处理前球化包应烘烤至暗红色。
4、球化处理:采用堤坑处理包冲入法。
球化剂FeSiMg8Re3按出铁量的1.30~1.60%加入,覆盖FeSi(粉)按出铁量的0.30~0.40%加入。
Nodular Iron铸态QT700-10球墨铸铁的研制张军,文宏,郑言彪,齐基(湖北省机电研究设计院股份公司,湖北武汉430070)摘要:介绍了QT700-10球墨铸铁的生产工艺:合理设计化学成分,采用0.5t中频电炉熔炼;选用FeSiMg8RE3球化剂,包内孕育剂选用75SiFe,二次孕育及随流孕育采用自行配制含有Sb、Ba、Ca等多种元素的复合孕育剂,冲入法进行球化及孕育处理。
生产结果显示:从浇注的Y型试块及铸,检测得到的铸学均符合技术要求,随后进行了批生产,试棒结果:球化等1~3,墨6~7,+铁素,中,珠光体体积分数50%~70%,抗拉强度700-750MPa,伸长率10%~13.5%,硬度220-250HB。
关键词:球墨铸铁;;中图分类号:TG255文献标志码:B文章编号:1003-8345(2020)06-0011-03D0I:10.3969/j.issn.1003-8345.2020.06.003Development of As-cast QT700-10Nodular IronZHANG Jun,WEN Hong,ZHENG Yan-biao,Qi Ji(Hubei Mechanical and Electrical Research and Design Institute Co.,Ltd.,Wuhan430070,China)Abstract:The production process of QT700-10nodular iron was introduced:using0.5t medium frequency furnace to conduct melting,using FeSiMg8RE3nodularizing alloy,choosing75SiFe for ladle inoculation,for secondary inoculation and stream inoculation using self-made composite inoculants containing multiple elements including Sb,Ba,Ca,adopting pour-over processto conduct nodularization and inoculation treatment.The production results showed:by sampling from Y-type test block andfrom casting body,detected metallographic structure and mechanical properties met technical requirements.Subsequently,small batch production was carried out,the inspection results of casting body test bar were as following:nodularizing gradewas of1-3grade,graphite size was of6-7grade,the matrix structure was of pearlite+ferrite,and the volume fraction of pearlitewas of50%-70%,tensile strength was of700-750MPa,elongation was of10%-13.5%,hardness was of220-250HB.Key words:nodular iron;high strength;high toughness中制2025化政策要求,、球墨铸铁的合要求GF公司、公司等采用、、等的铸球墨铸铁生产高,技术处,的低端球墨铸铁为主c1d,公司了收稿日期:2020-06-11修订日期:2020-11-28作者简介:张军(1979—),男,安徽阜+人,硕士,/0工程3,主要从事ADI、铸态/强度、耐疲劳球墨铸铁和耐磨铸铁材料的研I及管理工作。
中频感应电炉熔炼的工艺规程中频感应电炉熔炼的工艺规程1范围本规程规定了中频感应电炉的修炉、烘炉及熔炼铸铁的工艺规程.本规程适用于中频感应电炉.2引用标准下列标准包还的条文,通过在标准中引用而构成为本标准的条文,在标准出版时,所示版本均为有效.所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性.ATL/JB001-010/01-2008铸造用金属原材料;ATL/JB001-011/01-2008铸造用辅助原材料;3修炉3.1修炉准备3.1.1修炉用原材料的规格按表1选用。
表1 修炉用原材料及规格名称规格用途玻璃丝布δ=0.1mm铺炉底,炉衬石英砂SO2>99% 炉衬材料硼酸H3BO3>=99.5% 炉衬粘结剂水玻璃M=2.20-2.50 炉领粘结剂钢坩埚模δ=6mm-8mm 打制坩埚石棉布1000mm*1000*3mm 铺炉底,炉衬3.1.2炉衬的材料配比按表2执行.表2 炉衬的材料配比名称规格加入量%大修炉小修炉石英砂6/8 20 15 10/20 20 20 40/70 20 20 100/200 20 20270 20 25硼酸H3BO3>=99.5% 1.5-1.8最佳1.6 2.0水玻璃M=2.2-2.5 适量适量水 2.03.1.3混制时依次加入石英砂,硼酸,加适量水,手工翻混10分—15分钟.3.1.4混制炉领用材料时,采用手工方法混制,水玻璃加入量以手攒不沾手,打结不反浆,能紧实,经充分翻搅,保证均匀.3.1.5混制时各种原材料定量应准确.3.1.6对熔炉进行全面检查,水管不应堵塞或渗漏,联接部部件不应松动,不正常的部位应修复.3.1.7整个线圈应进行通电冲击实验.3.1.8修炉用的各种工具应准备齐全.3.2修炉3.2.1打炉前先铺一层玻璃丝布,炉底和炉壁都要铺严,同样再铺一层石棉布,然后打炉。
3.2.2打炉时先打炉底,一次加足混好的沙子,厚度为240mm,用捣固机打10分钟,也可用手工舂实,两种方法均要保证舂实后的高度为200mm。
球墨铸铁熔炼程序1. 冶金预处理冶金预处理的目的是控制、保持铁液金属稳定的质量状态,调控球化、孕育数量和效果。
铸铁特别是球墨铸铁熔炼应进行预处理,使铁液尽早具有稳定数量的氧含量和形核核心。
适当有效的预处理能够增加20%~25%的核心数量。
重要的是,应按熔炼作业指导书规定稳定控制熔炼温度,避免液态金属质量的剧烈波动(保持氧和核心存在)。
熔炉内预处理增加铁液的核心,必须根据试验结果实施。
试验主要是白口试片试验或采用CE热分析仪进行曲线测试。
当炉料中含有高比例废钢时预处理更具重要意义(钢料不能提供核心)。
预处理通常有以下方案:1)后期加入大比例的生铁。
2)加入SiC(加入量为0.4%),特别是加入钢料时。
3)第一次孕育时加入额外的孕育剂。
如果氧含量高于常规,最好的预处理是出铁前加入碳化硅(SiC),作用如下:①碳与氧反应形成CO;②硅进入金属,增加硅含量。
4)最新的预处理工艺是在球化处理前,通过加入预处理剂,将铁液中的O、S含量稳定的控制在较低水平,为球化反应提供良好条件,同时反应产物能够形成稳定的形核核心。
预处理元素需具有以下特点:①与铁液中的O、S反应活性强,其氧化物、硫化物的标准生成自由能低;②形成的氧化物、硫化物密度最好接近铁液,熔点要高,质点尺寸适合作形核核心。
目前采用的含La、Ba的处理剂能较好地满足这些要求。
预处理可提高孕育效率(降低孕育衰退影响)。
下图7-6所示为三角试片试验的凝固过冷情况,采用FeSi合金孕育,可见采用预处理工艺后(最下面折线)孕育效果显著优于其他工艺。
方案1)~方案3)是铸造工厂常用的方案,其中方案3)还不能算真正的预处理工艺,它是在出铁后进行的,通常用于Si含量较低的场合。
SiC加入量的范围是0.4%~1.0%,加入SiC的预处理会减低随后的孕育处理的衰退。
图-1孕育处理对白口深度的影响2. 球墨铸铁熔炼程序球墨铸铁熔炼程序包括配料和熔炼工艺如下:1)首批配料装炉必须致密,组分为废钢和回炉料的混合料。
中频炉熔炼球墨铸铁的工艺(二)
引言
本文档是对中频炉熔炼球墨铸铁的工艺的进一步探讨。
旨在为相关工作者提供指导,以确保生产出优质的球墨铸铁产品。
工艺步骤
以下是中频炉熔炼球墨铸铁的工艺步骤:
1. 原料准备
- 确保使用优质的生铁、钢铁和再生料。
- 对原料进行筛选和分类,去除杂质。
2. 配料
- 按照一定的比例,将合适的生铁、钢铁和再生料混合。
- 注意控制合金元素的含量。
3. 炉料装入
- 将配好的炉料装入中频炉中。
4. 炉温升高
- 控制中频炉的加热速度,使炉温逐渐升高。
- 注意避免温度过快升高导致炉料结构破坏。
5. 熔化
- 炉料达到足够高温后,开始熔化。
- 确保炉内的渣和气体能够顺利排出。
6. 铸造
- 熔化好的球墨铸铁倒入模具中。
- 控制冷却速度,避免产生缺陷。
7. 后处理
- 进行除砂、修整和热处理等后处理工序。
- 最终得到高质量的球墨铸铁产品。
结论
中频炉熔炼球墨铸铁的工艺需要严格掌握每个步骤,以确保产品质量。
通过准备好的原料、合适的配料、适当的炉温升高和熔化
过程,最终可以得到满足要求的球墨铸铁。
在铸造过程中,注意控制冷却速度和进行后处理,以保证产品的完整性和性能。
请注意:本文档仅供参考,并不能涵盖所有情况。
在实际操作中,请根据具体情况和要求进行调整和改进。
感应炉熔炼制备球墨铸铁一、实验目的了解工频感应炉的结构,掌握球墨铸铁的组织特点及熔炼过程。
二、实验原理1、感应熔炼炉的基本结构及分类感应炉是利用一定频率的交流电通过感应线圈,使炉内的金属炉料产生感应电流,并形成涡流,产生热量而使金属炉料熔化。
根据所用电源频率不同,感应炉分为高频感应炉(10000Hz以上)、中频感应炉(1000~2500Hz)和工频感应炉(50Hz)几种。
如图1所示。
图1中频感应熔炼炉结构2、球墨铸铁的成分及组织特点石墨呈球状的铸铁称为球墨铸铁,简称球铁。
球墨铸铁是灰口成分的铁水通过球化处理和孕育处理得到球状石墨,对金属基体的割裂作用比其它形状石墨小,力学性能高。
球墨铸铁的化学成分具有高碳低硅的特点,其成分为:w c=3.0~4.0%,w si=2.0~2.8%,w mn=0.6-0.8%,w s=0.04%,w p<0.1%。
球墨铸铁的显微组织是由金属基体和球状石墨组成的,铸态下的基体组织有铁素体、铁素体加珠光体和珠光体三种,如图2所示。
F+G P+G F+P+G图2 球墨铸铁的显微组织图3、球墨铸铁的球化处理在熔炼球墨铸铁时要选择合适的球化剂,球化剂的作用是使石墨结晶时呈球状析出,最常用的是稀土镁合金,加入量为铁水的1~1.6%。
球化处理常用的方法是冲入法,处理时,先将球化剂放到铁水包底部的堤坝内,上面铺以硅铁粉和稻草灰,并压紧,以延缓铁水与球化剂的作用,防止球化剂上浮,提高吸水率。
4、球墨铸铁的孕育处理向液态金属中加入一种物质以促进外来晶核形成或激发自生晶核的产生,使晶核数目增加的过程称为孕育,这种工艺称为孕育处理。
所选用外加物质叫孕育剂。
最常用的孕育剂是硅铁和硅钙合金。
常用的孕育方法有包内孕育处理、二次孕育、浇包孕育、型内孕育等。
三、主要仪器及材料工频感应炉;金相显微镜;砂箱;生铁;废钢;硅铁;稀土镁合金四、实验步骤1、铸型准备及造型,采用手工两厢造型,浇注铸铁棒,本实验浇注铁素体基体和珠光体基体两种铸铁试样;2、原料选择。
如今合成铸铁并不是什么新鲜东西,在中频电炉中大量利用废钢、钢铁屑、机杂铁、回炉料和增碳剂等低值炉料通过电炉熔炼,配合直读光谱仪在线检测技术确定其化学成分来生产合成铸铁,这一铸铁生产方法对铸造企业来说确实是不错的选择,而且由于废钢、钢铁屑等的大量使用,铸造生产成本也相应降低,新生铁等原材料价格一路疯涨的势头得到了有效遏制,极大地缓解了企业的生存压力。
本文就利用中频电炉合成高强度球墨铸铁方法结合本企业近几年来的生产实践谈谈认识。
一、生产合成铸铁的主要原材料概况1、废钢:相对来说就是废旧的钢铁结构件、边角余料,A3、45#、40Cr等普通的含C W≤1%、 Si W≤1%、Mn W≤1%、低S、低P的材料;废旧的压力容器要通过解体,薄小的废钢料要打包,零散的或者是通过打包成块的,要能直接加入到熔炉内,不能卡炉影响布料更不能残存汽、液体引起爆炸;最好是不要生锈,能清除油污,国外介绍甚至要清除掉油漆和镀层的。
它可以在炉料中占比到50%以上,做到少用甚至不用新生铁。
2、钢铁屑:在机加工过程中钢铁件因加工去掉的屑,其中,钢屑的化学成分与废钢相同,铁屑因铸铁的材质是普通灰铸铁还是球墨铸铁而有所不同,其主要化学成分在C W2.5~4.0%之间,Si W1.5~3.5%之间,Mn W0.3~2.0%之间;钢铁屑碎小零散,要装袋或做成屑饼以方便司炉和节省能源,同样要清除油污和切削液,最好不生锈;若散装料将会在熔炉内占较大空间,一炉铁水要多次在不同的状态、不同的温度下加料,特别是在炉料已融化、铁水已生成时再加入的铁屑料极易氧化发渣,影响熔炼过程正常进行,而即使是氧化严重的铁屑,在熔炉内没有铁水出现的早期加入,也能正常熔炼;一般情况下铸件的切削余量也即铁屑量占比不过20%左右;3、机杂铁:拆卸的报废的机器设备钢铁零部件、机身、底座等,化学成分相对复杂,可能含有少量合金元素或非金属杂质,一般情况下可清除其中的铝、锌、铅、锡等轻质低熔点金属和铜等有色金属以及油污坭后再使用;生产时根据产品的要求其用量可以控制到20%左右,生产球墨铸铁时尽量少用或不用;4.回炉料:就是铸造生产时产生的浇冒系统、飞边、毛刺、铁豆、锅巴铁以及废品等,其化学成分可以方便掌握,但要除掉其表面的粘砂以及除锈后才能使用。