数控车床编程GSK980TA、980TD教学ppt课件
- 格式:ppt
- 大小:1.54 MB
- 文档页数:54


GSK980TA/D编程教材
《一》编程的基本概念
《二》常用G代码介绍
《三》单一固定循环
《四》复合型固定循环
《五》用户宏程序
《六》螺纹加工
《七》T代码及刀补
《八》F代码及G98、G99
《九》S代码及G96、G97
(注意:本教材仅供学习参考,实际操作编程时应以广数GSK980T车床数控系统使用手册为准)
2007年9月
《一》 编程的基本概念:
一个完整的车床加工程序一般用于在一次装夹中按工艺要求完成对工件的加工,数控程序包括程序号、程序段。
(一) 程序号:相当于程序名称,系统通过程序号可从存储器中多个程序中识别所要处理的程序,程序号由字母O及4位数字组成。
(二) 程序段:相当于一句程序语句,由若干个字段组成,最后是一个分号(;)录入时在键入EOB键后自动加上。整个程序由若干个程序段构成,一个程序段用来完成刀具的一个或一组动作,或实现机床的一些功能。
(三) 字段(或称为字):由称为“地址”的单个英语字母加若干位数字组成。根据其功能可分成以下几种类型的字段:
▲程序段号:由字母N及数字组成,位于程序段最前面,主要作用是使程序便于阅读,可以省略,但某些特殊程序段(如表示跳转指令的目标程序段)必须标明程序段号。
为了便于修改程序时插入新程序段,各句程序段号一般可间隔一些数字(如N0010、N0020、N0030)。
▲ 准备功能:即G代码,由字母G及二位数字组成,大多数G代码用以指示刀具的运动。(如G00、G01、G02)
▲ 表示尺寸(坐标值)的字段:一般用在G代码字段的后面,为表示运动的G代码提供坐标数据,由一个字母与坐标值(整数或小数)组成。字母包括:
表示绝对坐标:X、Y、Z
表示相对坐标:U、V、W
表示园心坐标:I、 J、 K
(车床实际使用的坐标只有X、Z,所以Y、V、J都用不着)
新课引入:
在数控机床上加工零件时,我们可以先模拟加工过程,从中我们可以检验程序的多错,可以发现加工中的问题,及时解决,可以节约加工成本。
第一章 基本操作
1.1 项目文件
1.1.1作用:保存操作结果,但不包括过程。
1.1.2内容:
机床、毛坯、经过加工的零件、选用的刀具和夹具、在机床上的安装位置和方式;输入的参数:工件坐标系、刀具长度和半径补偿数据;输入的数控程序。
1.1.3 对项目文件的操作
新建项目文件:打开菜单“文件\新建项目”;选择新建项目后,就相当于回到重新选择后机床的状态。
打开项目文件:打开选中的项目文件夹,在文件夹中选中并打开后缀名为“.MAC”的文件。
保存项目文件:打开菜单“文件\保存项目”或“另存项目”;选择需要保存的内容,按下“确认”按钮。如果保存一个新的项目或者需要以新的项目名保存,选择“另存项目”,当内容选择完毕,还需要输入项目名。保存项目时,系统自动以用户给予的文件名建立一个文件夹,内容都放在该文件夹之中,默认保存在用户工作目录相应的机床系统文件夹内。
1.2 零件模型
如果仅想对加工的零件进行操作,可以选择“导入\导出零件模型”,零件模型的文件以“.PRT”为后缀。
1.3 视图变换的选择
在工具栏中选之一,它们分别对应于菜单“视图”下拉菜单的“复位”、“局部放大”、“动态缩放”、“动态平移”、“动态旋转”、“测视图”、“俯视图”、“前视图”。或者可以将光标置于机床显示区域内,点击鼠标右键,弹出浮动菜单进行相应选择。将鼠标移至机床显示区,拖动鼠标,进行相应操作。
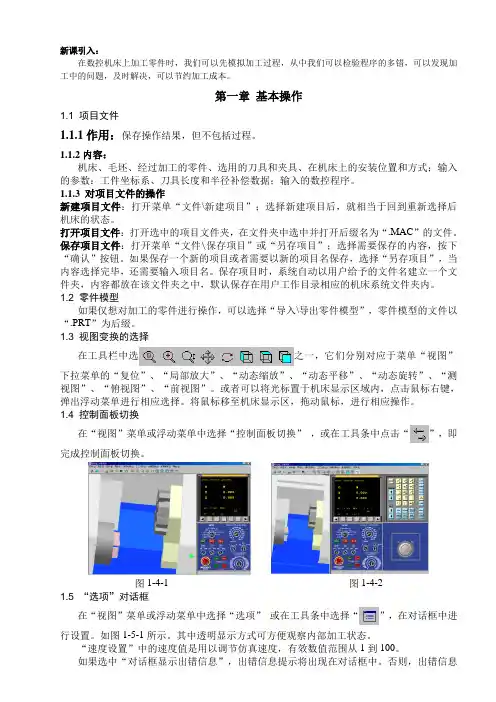
1.4 控制面板切换
在“视图”菜单或浮动菜单中选择“控制面板切换” ,或在工具条中点击“”,即完成控制面板切换。
图1-4-1 图1-4-2
1.5 “选项”对话框
在“视图”菜单或浮动菜单中选择“选项” 或在工具条中选择“”,在对话框中进行设置。如图1-5-1所示。其中透明显示方式可方便观察内部加工状态。
1 广州数控980TD编程操作说明书
第一篇 编程说明
第一章:编程基础
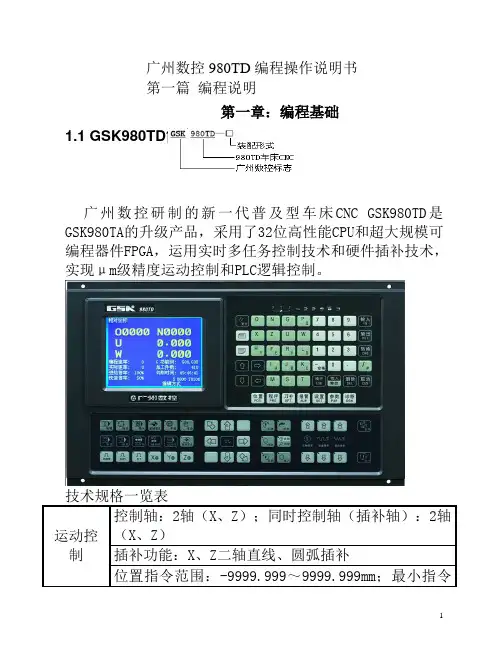
1.1 GSK980TD简介
广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表
运动控制 控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)
插补功能:X、Z二轴直线、圆弧插补
位置指令范围:-9999.999~9999.999mm;最小指令 2 单位:0.001mm
电子齿轮:指令倍乘系数1~255,指令分频系数1~255
快速移动速度:最高16000mm/分钟(可选配30000mm/分钟)
快速倍率:F0、25%、50%、100%四级实时调节
切削进给速度:最高8000mm/分钟(可选配15000mm/分钟)或500mm/转(每转进给)
进给倍率:0~150%十六级实时调节
手动进给速度:0~1260mm/分钟十六级实时调节
手轮进给:0.001、0.01、0.1mm三档
加减速:快速移动采用S型加减速,切削进给采用指数型加减速
G
指令 28种G指令:G00、G01、G02、G03、G04、G28、G32、G33、G34、G40、G41、G42、G50、G65、G70、G71、G72、G73、G74、G75、G76、G90、G92、G94、G96、G97、G98、G99,宏指令G65可完成27种算术、逻辑运算及跳转
螺纹加工 攻丝功能;单头/多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹。螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距:0.001~500mm或0.06~25400牙/英寸
主轴编码器:编码器线数可设定(100~5000p/r)
编码器与主轴的传动比:(1~255):(1~255)

1 广州数控980TD编程操作说明书
第一篇 编程说明
第一章:编程基础
1.1 GSK980TD简介
广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表
运动控制 控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)
插补功能:X、Z二轴直线、圆弧插补
位置指令范围:-9999.999~9999.999mm;最小指令 2 单位:0.001mm
电子齿轮:指令倍乘系数1~255,指令分频系数1~255
快速移动速度:最高16000mm/分钟(可选配30000mm/分钟)
快速倍率:F0、25%、50%、100%四级实时调节
切削进给速度:最高8000mm/分钟(可选配15000mm/分钟)或500mm/转(每转进给)
进给倍率:0~150%十六级实时调节
手动进给速度:0~1260mm/分钟十六级实时调节
手轮进给:0.001、0.01、0.1mm三档
加减速:快速移动采用S型加减速,切削进给采用指数型加减速
G
指令 28种G指令:G00、G01、G02、G03、G04、G28、G32、G33、G34、G40、G41、G42、G50、G65、G70、G71、G72、G73、G74、G75、G76、G90、G92、G94、G96、G97、G98、G99,宏指令G65可完成27种算术、逻辑运算及跳转
螺纹加工 攻丝功能;单头/多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹。螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距:0.001~500mm或0.06~25400牙/英寸
主轴编码器:编码器线数可设定(100~5000p/r)
编码器与主轴的传动比:(1~255):(1~255)