第七章 牵伸与并合
- 格式:pdf
- 大小:356.44 KB
- 文档页数:30

棉纺厂设计总复习题集1、纺织厂总平面布置时应考虑那些因素?答:①总平面布置应在总体规划的基础上,根据生产要求和自然条件,将全部建、构筑物、堆物、运输路线、工程管线、绿化设施等综合进行平面布置,力求做到因地制宜,统筹安排,远近结合、合理、紧凑。
②应保证生产过程连续性的要求,使生产作业线最短,最方便,避免往返运输和作业线交叉,并应使厂内外交通运输相适应,货源量较大的仓库靠近货运出入口,使人货流分开。
③建、构筑物的平面组合,要考虑功能分区,做到厂区内分区明确,生产方便,各种辅助和附属设施应靠近所服务的车间,各种动力供应设施应尽量接近负荷中心。
④建、构筑物尽量合并布置,力求外型简单,道路网整齐,具有建筑上的整体性。
⑤对于排出烟尘或不良气味的车间,除尽量采用回收利用,车间布置位置考虑在厂区下风向,但必须兼顾到邻近环境的保护。
⑥总体布置时考虑绿化布置,改善厂区卫生条件及美化环境。
⑦总平面布置应考虑与市政建设相结合,尽量满足城市建设的要求,距齿形厂房又必须满足对朝向的要求。
⑧如工厂有远景规划时应使近期与远期发展相结合,并尽量使近期建设集中,避免过早过多的占用土地。
⑨总平面设计应为基建施工方便创造条件。
2、织物的主要技术要求有哪些?答:织物的主要技术条件是:组织、坯布幅宽(cm)、原纱特数、经纬纱密度(根/10cm)、总经、边经根数、经纬纱缩率(%)、络纱、整经、浆纱伸长率(%)、经纬纱回丝率(%)、织物加放率(%)、经纬纱损失率(%)、每米坯布经纬纱用纱量(g)、总用纱量等。
3、确定产品方案的因素有哪些?答:①原料供应:棉纺织厂的原料,主要是棉花、棉型化纤和中长纤维,也可利用短麻和短毛等其他天然纤维。
在品种选择是,应当考虑本地区原料来源的可能性和供应的连续性。
②工艺流程和机型:设计中应根据产品种类和选配原料的特点,选择合理的工艺流程和机型,使其既有针对性,又具有应变的灵活性,以适应商品经济发展的时代要求。
若在确定机型的前提下拟定产品方案时,则产品方案应与机器设备的工艺性能相适应。

第7章拉伸与压缩教学提示:本章介绍拉伸与压缩最基本的内容,包括拉伸与压缩的概念,横截面上的内力与应力计算,拉伸或压缩时的强度、刚度计算,材料在拉伸与压缩时的力学性质,拉伸和压缩的超静定问题,应力集中的概念。
期中横截面上的内力与应力计算,拉伸或压缩时的强度、刚度计算是本章的重点。
教学要求:本章让学生掌握拉伸与压缩的概念,横截面上的内力与应力计算,拉伸或压缩时的强度、刚度计算,掌握截面法分析内力的方法,能熟练地画出工程结构的轴力图。
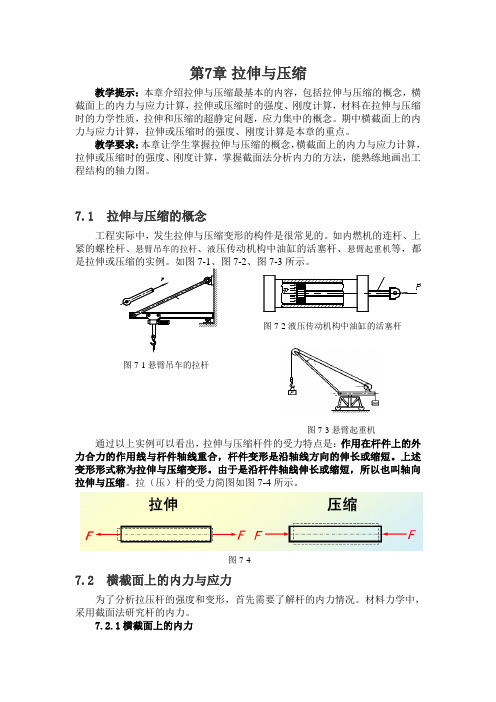
7.1 拉伸与压缩的概念工程实际中,发生拉伸与压缩变形的构件是很常见的。
如内燃机的连杆、上紧的螺栓杆、悬臂吊车的拉杆、液压传动机构中油缸的活塞杆、悬臂起重机等,都是拉伸或压缩的实例。
如图7-1、图7-2、图7-3所示。
图7-2液压传动机构中油缸的活塞杆图7-1悬臂吊车的拉杆图7-3悬臂起重机通过以上实例可以看出,拉伸与压缩杆件的受力特点是:作用在杆件上的外力合力的作用线与杆件轴线重合,杆件变形是沿轴线方向的伸长或缩短。
上述变形形式称为拉伸与压缩变形。
由于是沿杆件轴线伸长或缩短,所以也叫轴向拉伸与压缩。
拉(压)杆的受力简图如图7-4所示。
图7-47.2 横截面上的内力与应力为了分析拉压杆的强度和变形,首先需要了解杆的内力情况。
材料力学中,采用截面法研究杆的内力。
7.2.1横截面上的内力一、内力的概念构件的材料是有许多质点组成的。
构件不受外力作用时,材料内部质点之间保持一定的相互作用力,使构件具有固体形状。
当构件受外力作用产生变形时,其内部质点之间相互位置改变,原有内力也发生变化。
这种由外力作用而引起的受力构件内部质点之间相互作用力的改变量成为附加内力,简称内力。
工程力学所研究的内力是由外力引起的,内力随外力的变化而变化,外力增大,内力也增大,外力撤销后,内力也随着消失。
显然,构件中的内力是与构件的变形相联系的,内力总是与变形同时产生。
构件中的内力随着变形的增加而增加大,但对于确定的材料,内力的增加有一定的限度,超过这一限度,构件将发生破坏。

纺纱学(1)(2)Spinning Principle and Technolog(1)(2)一、基本信息➢课程代码:第一学期:040034第二学期:040033➢课程学分:第一学期:3学分第二学期:2学分➢面向专业:纺织工程(本科)➢课程性质:学科基础必修课➢开课院系:纺织学院➢使用教材:主教材:纺纱学,郁崇文主编,中国纺织出版社,2009.纺纱工艺设计与质量控制,郁崇文主编,中国纺织出版社,2005.辅助教材:纺纱系统与设备,郁崇文,中国纺织出版社,2005.纺纱实验教程,郁崇文,东华大学出版社,2009.参考教材:棉纺学,中国纺织大学棉纺教研室,纺织工业出版社,1988.苎麻纱线生产工艺与质量控制,郁崇文等,中国纺织大学出版社.1997.毛纺学,西北纺织工学院毛纺教研室,纺织工业出版社,1980.绢纺学,中国纺织大学绢纺教研室,纺织工业出版社,1989.➢先修课程:纺织材料学040891(4),机械原理080091(4)➢并修课程:无➢后续课程:纱线设计与实践045901(2)二、课程简介本课程是纺织工程专业平台(必修)课程之一,也是纺织工程专业的核心内容之一。
本课程以纺纱加工的原理为基础,对纺纱的各种系统、流程、纺纱工艺及纱线质量控制进行讲解,较具体深入地分析各类纤维纯纺、混纺的纱线生产工艺与质量,使学生较深入地掌握有关专业知识,并对各类纤维的纺纱具有一定的工艺设计能力。
三、选课建议适合纺织工程、机械工程及高分子材料与工程等二年级以上,前期已经学习了纺织材料学的学生。
四、课程任务和教学目标本课程讲解纺纱加工的基本原理及影响因素,使学生系统地掌握各种纤维的纺纱基本理论,包括开清、除杂,均匀混合,梳理、精梳,牵伸、并合,加捻、卷绕等;在此基础上讲解纺纱加工的工艺流程、工艺参数设计及质量控制。
使学生系统地掌握各种纤维的纺纱方法与典型、关键设备和机构、工艺参数的调节方法、质量控制内容及调整方法。
第一章测试1.下列哪项不属于三大类棉花之一A:海岛棉B:陆地棉C:亚洲棉D:太空棉答案:D2.下列关于棉纤维的性质描述错误的是A:在碱性条件下不稳定,强力损失严重B:在酸性条件或高温水作用下容易水解C:利用烧碱处理可以获得丝光棉D:棉纤维容易受霉菌作用答案:A3.常见的毛纤维种类A:骆驼毛B:羊毛C:兔毛D:牦牛毛答案:ABCD4.配棉的目的是什么?A:合理利用原料B:节约原料、降低成本C:增加花色品种D:保持生产和成纱、织物质量的相对稳定答案:ABCD5.髓质层只存在于粗羊毛中,细羊毛中没有A:对B:错答案:A6.由于羊毛毛干表面被鳞片所覆盖,因此羊毛具有特有的缩绒性和可塑性A:错B:对答案:B7.蚕丝是由两条平行的丝素纤维单丝和外面包裹的丝胶组成A:错B:对答案:B8.苎麻纤维纯纺纱线织成的面料的刺痒感较弱A:对B:错答案:B9.腈纶有“人造羊毛”的称号A:错B:对答案:B10.冰丝、莫代尔和天丝均属于粘胶纤维-“人造棉”A:对B:错答案:A第二章测试1.纱线代号中,经过精梳加工的纯棉针织纱线,其纺纱加工方法、原料代号及用途代号用什么表示A:OETTB:JCKC:DTQD:CRW答案:B2.为了减少混合原棉成分的波动,混合棉中最大混合比例一般为A:10%左右B:20%左右C:25%左右D:35%左右答案:C3.决定豪猪开棉机的豪猪打手与给棉罗拉之间隔距的主要因素是A:纤维长度和棉层厚度B:纤维线密度C:其他D:纤维含杂答案:A4.开清棉工序中,打手与尘棒之间的隔距配置规律是A:大→小→小B:大→小→大C:小→大→大D:小→大→小答案:C5.在开清棉流程中,以开松除杂作用为主的设备是A:清棉机B:抓棉机C:混棉机D:开棉机答案:D6.开清棉机械主要完成开松、除杂、混合与均匀成卷四大作用A:错B:对答案:B7.A006B型、A035型混开棉机的混合作用特点是横铺直取、多层混合A:错B:对答案:B8.FA025型多仓混棉机的混合原理是利用时间差进行混合A:错B:对答案:A9.FA022型多仓混棉机的混合原理是同时喂入、不同时输出A:对B:错答案:B10.六辊筒开棉机只适用于加工棉纤维A:对B:错答案:A第三章测试1.刺辊速度提高后,下列说法中哪个不正确?A:可提高除杂效果B:可提高分梳效果C:纤维损伤程度加大D:可增加纤维向锡林转移答案:D2.A186系列梳棉机的除杂工艺,采用低刀大角度的目的是A:少除杂质,少回收可纺纤维B:多除杂质,少回收可纺纤维C:多除杂质,多回收可纺纤维D:少除杂质,多回收可纺纤维答案:C3.锡林与刺辊之间的速比调节方法是A:所纺纤维越长,锡林与刺辊之间的速比应增大B:所纺纤维越短,锡林与刺辊之间的速比应增大C:所纺纤维越长,锡林与刺辊之间的速比应减小D:其他三种方法都不对答案:D4.轻重牙与生条定量之间的关系是A:轻重牙齿数增加,则生条定量增加B:轻重牙齿数减少,则生条定量增加C:轻重牙齿数增加,则生条定量减少D:其他三种关系都不对答案:C5.第一落杂区长度与梳棉机总落棉率的关系是A:第一落杂区长度越小,梳棉机总落棉率越大B:其他三种关系都不对C:第一落杂区长度越长,梳棉机总落棉率越大D:第一落杂区长度与梳棉机总落棉率的多少无关答案:C6.梳棉机上,锡林与盖板间的作用、锡林与道夫间的凝聚作用,实质上是分梳作用A:对B:错答案:A7.利用梳棉机针布梳理的“吸”“放”功能,使纤维间充分混合,并使生条保持重量保持均匀A:对B:错答案:A8.锡林与盖板间隔距用五点隔距进行校正,一般隔距配置为10、9、8、8、9(单位为mm)A:错B:对答案:A9.要保证棉网质量稳定,刺辊、锡林、盖板、道夫及附属分梳元件针布锋利,且各分梳件之间的隔距必须准确,这就是所谓的“五锋一准”A:对B:错答案:A10.生产中,梳棉机上各分梳件间隔距调整用隔距片来校验,共有5、7、9、10、12(1/1000英寸)五页A:错B:对答案:B第四章测试1.与同品种的普梳棉纱相比,精梳纱的特点是A:强力低、棉节杂质多、条干均匀、表面光洁毛羽少B:强力高、棉节杂质少、条干均匀、表面光洁毛羽少C:强力高、棉节杂质多、条干差、表面光洁毛羽少D:强力高、棉节杂质少、条干均匀、表面光洁毛羽多答案:B2.下列品种的纱,一般需要经过精梳加工的是A:16tex棉纱B:13tex人棉纱C:13tex涤/棉纱D:13tex涤纶纱答案:A3.精梳前准备工序一般采用几道工艺A:3B:1C:2D:4答案:C4.下列精梳机钳板机构中,锡林梳理隔距变化最大的是A:下支点式摆动机构B:上支点式摆动机构C:其他选项都是D:中支点式摆动机构答案:A5.决定精梳机的产量的主要因素是A:小卷定量、给棉长度和落棉率B:锡林转速、小卷定量C:锡林转速、精梳条定量和落棉率D:锡林转速、精梳条定量和给棉长度答案:A6.大多数化纤纱都经过精梳工序加工A:对B:错答案:B7.精梳机各部件都是连续工作的A:对B:错答案:B8.精梳棉条的条干均匀度好于生条的条干均匀度A:对B:错答案:A9.预并条→条卷机准备工艺的小卷质量好A:错B:对答案:A10.FA269型精梳机只有前进给棉方式A:错B:对答案:A第五章测试1.保证实现正常牵伸不出硬头的条件是A:引导力>控制力B:握持力<牵伸力C:引导力牵伸力答案:D2.下面哪个不是实现罗拉牵伸的基本条件A:两点间有一定的隔距B:有压力棒C:须条上必须有两个积极握持的两个钳口D:握持点必须有相对运动答案:B3.由于牵伸区对纤维运动控制不良造成的不匀属于A:随机不匀B:机械波不匀C:粗细不匀D:牵伸波不匀答案:D4.牵伸倍数大,有利于什么的伸直。
第七章 牵伸与并合 牵伸主要发生在并条(针梳)、粗纱、细纱等工序上,其中,并条和针梳的主要目的和任务就是牵伸和并合。 并条和针梳的工艺简图如下所示:
第一节牵伸的基本原理 一、概述 (一)牵伸的定义和目的 1.定义:将须条抽长拉细的过程。 2.实质:纤维在纱条轴向产生相对位移,从而使纤维分配在更长的长度上。 3.结果:纱条长度↑,截面↓,支数↑,号数↓,纤维伸直平行度↑。 4.目的: (1)抽长拉细纱条(提高支数,减少定量), (2)提高纤维平行伸直度。 (二)牵伸程度的表示方式 1.牵伸值: D=L2/L1(若无滑溜时,相当于罗拉的速比,即理论值)。 式中:L2-输出纱条长度,L1-喂入纱条长度。 2.拉细值:(实际牵伸) E=H1(喂入纱条号数)/H2(输出纱条号数)=W1(喂入定量)/W2(输出定量)=N2(输出支数)/N1(喂入支数)。 理想状态下,如:无纤维散失时,则D=E, 有纤维散失时,E=D/(1-q),q--纤维损失率,故有E>D。 3.实际牵伸与机械牵伸: 计算牵伸=D 机械牵伸E1=V2(输出速度)/V1(喂入速度)=D, 实际牵伸E2,考虑纤维损失、滑溜及捻缩等因素。 E2=H1(喂入号数)/H2(输出号数)=N2(输出支数)/N1(输入支数)=上式中的E。 4.牵伸效率η: η<1,η=E2/E1×100%。 在工艺上为了补偿牵伸效率的存在,生产上用一个经验数据牵伸配合率——1/η。 1/η的大小取决于滑溜、加捻、纤维损失等。 E1=(1/η)×E2,E1>E2,机械牵伸>实际牵伸。 可根据E1的大小选择牵伸牙,即机械牵伸应大些,以使实际牵伸保证工艺上的设计要求。 (三)实现罗拉牵伸的基本条件 1.须条上必须有积极握持的两点, 2.两点间有一定距离(隔距)。 最简单的牵伸区是两对罗拉组成,罗拉上分别加上一定压力(自重、弹簧、摇架、磁性、气动、杠杆重锤、液压)。 3.握持点必须有相对运动。 (四)牵伸类型: 1.张力牵伸:(第一类牵伸) ΔV↓↓,加压↓↓,伸直、弹性伸长。 当两握持点的相对速度很小,或施加的外力不足以克服纤维间的摩擦力和抱合力,则须条中纤维之间未发生轴向的相对位移,须条伸长仅是须条中的伸直或弹性伸长。一旦外力消除,这种伸长又恢复原状。这种牵伸未引起纤维间的位移--张力牵伸。 张力牵伸不能将须条抽长拉细,但能使须条张紧防止运动中松坠,牵伸后须条中未发生相对位移---称张力牵伸。 2.位移牵伸:(第二类牵伸) ΔV↑↑,加压↑↑,纤维间发生位移。 当两握持点间存在较大的相对速度,且外力足以克服纤维间的摩擦力和抱合力,使纤维间产生相对运动,须条被抽长拉细,当外力消除后将保持被牵伸的状态---位移牵伸(罗拉、走锭、气流)。 3.总牵伸和部分牵伸。 4.双区牵伸与渐增牵伸。 (五)牵伸区内纤维分类 1.控制纤维---受前罗拉或后罗拉握持的纤维。 2.浮游纤维---未被前罗拉或后罗拉握持的纤维。 3.前纤维---被前罗拉握持的纤维。 4.后纤维---被后罗拉握持的纤维。 5.快速纤维---以前罗拉速度运动的纤维。 6.慢速纤维---以后罗拉速度运动的纤维。 掌握欠伸的基本概念 二.摩擦力界 (一)概述 简单的牵伸区是由二对罗拉组成的。下面为钢质,上面是皮辊(胶辊),皮辊上加压形成积极的钳口。其间纤维受到垂直的压力,且有相对运动的趋势。便在纤维与机件,纤维与纤维间产生了摩擦力。实际的牵伸装置便是以这摩擦力来控制纤维运动的。设计一个优良的牵伸装置,使牵伸区内的摩擦力分布要符合一定要求,才能使纤维运动有规律,从而使纱条均匀。 纤维间摩擦力T= T1+T0 式中T1—μp,μ纤维间摩擦系数。 T0—纤维间的抱合力,与纤维的伸直度、表面性质等有关。 (二)摩擦力界的概念 1.定义:牵伸过程中纤维与纤维之间、纤维与牵伸装置机件之间的摩擦力存在的空间称为摩擦力界。 纤维间摩擦力所产生的摩擦力界称内摩擦力界。纤维与机件间摩擦力所产生的摩擦力界称外摩擦力界。摩擦力界是一个空间力场,可以用F=Q(X,Y,Z)表示。 2.摩擦力界的强度:在摩擦力界中作用在某点纤维单位长度上的平均摩擦力叫做摩擦力界的强度。 某点纤维单位长度上的平均摩擦力F=P(x)μ+T0 式中P(x)—作用在某点纤维单位长度上的平均垂直压力。 μ—摩擦系数。 3.摩擦力界的分布: 由于各点强度不同,形成一个分布称为摩擦力界的强度分布,简称摩擦力界的分布。 从上式中可看出P(x)的分布为平均正压力的分布,一定程度上可近似代表摩擦力界的分布。代表纤维在牵伸过程受到的摩擦力的大小,但不代表其方向。方向决定于相对运动的方向(相反)。 (三)罗拉钳口的摩擦力界 1.纱条纵向摩擦力界的分布: (1)上皮辊对纱条加压P1,使上、下罗拉钳口处纱条被压缩。 在罗拉中心线(KL)处纤维的密集度最大,所以作用在纤维单位长度上平均正压力最大,[P(x)]最大。 (2)纤维是半弹性半塑性,产生力的传递P(x),面扩展到a、b,a、b以外不受罗拉加压的控制,但由于纤维间有抱合力存在,故还有摩擦力界存在。(f、e、g)其值很小。 曲线下面的面积即为纵向受到的压力摩擦力界有一定长度(e、g)有一定峰值。 2.影响纱条纵向摩擦力界分布的因素: (1)压力P的影响 P↑,强度峰值↑,摩擦力界向外扩展(e',f',g') 纤维间更紧密,P(x)大,峰值高,扩展空间更大,(上、下罗拉接触边缘外移)。 (2)皮辊直径增大,P不变 皮辊与纤维接触的边缘外移,P压分布在更大范围内。 故峰值下降,长度扩展。(e",f",g"), 由于压力不变:a∴P'(x)(3)纱条的厚度和宽度的影响 宽度一般不变,厚度增加则摩擦力界加长,峰值下降(与上面相同) 小结:不同条件下摩擦力界变化的影响 分布长度 强度峰值 上皮辊加压P增大 增长 增大 上、下罗拉直径增大 增长 减少 喂入纱条支数降低 增长 减少 (宽度不变,厚度增加) ∴前后罗拉钳口间的控制机构应使纱条中的纤维相互紧密,产生足够的摩擦力。在针梳机上用针排产生的摩擦力可成中间摩擦力界,来控制浮游纤维的运动。纤维离后罗拉后,以针排速度运动(接近后罗拉)到前钳口处才变速,这样变速点分布较集中。 3.罗拉钳口下纱条横向摩擦力界 主要决定于(1)纱条截面形状,(2)罗拉表面性质 (1)金属上罗拉表面不变形,摩擦力界强度衰减快; (2)皮辊在上但硬度较大,有变形,对所有纤维有较好的控制; (3)皮辊硬度小,变形大,对纤维控制好; 生产中并条皮辊较硬,上罗拉靠摩擦传动,须条易分层,故须条厚度有一定限制。 理想摩擦力界的分布要求 理论要求的摩擦力界的分布如下图所示:
摩擦力界的分布应使其既能满足作用于个别纤维上力的要求,同时又能满足于整个牵伸须条上力的要求。 在靠近前钳口附近,由于出现了大量的变速纤维,此处摩擦力界应有适当的强度,并且必须在整个须条断面分布均匀,须条在这里应保持适当密度,使浮游纤维周围接触的纤维数保持稳定,从而使引导力和控制力稳定。 4.对摩擦力界布置的要求 在纱条横向上分布要尽量均匀,在纱条纵向则要求一定的分布形态。(以上是一对罗拉情况)。 (1)整个牵伸装置纵向摩擦力界 先介绍二对罗拉组成的牵伸装置 ①后罗拉处 a.后罗拉(自重加压)压力P小,故P(x)较小 b.后罗拉处纱条较粗(宽度不变,厚度增加),则罗拉摩擦力界分布长度长,峰值低。 ②前罗拉处 a.前罗拉(加压大)处P大,∴P(x)大 b.前罗拉处须条细,宽度不变,厚度变薄,则摩擦力界分布长度短,峰值高。 ③中间靠纤维抱合力形成摩擦力界。 掌握摩擦力界的定义、影响因素、理想的摩擦力界曲线 三.变细曲线: 在牵伸过程中,由后罗拉钳口到前罗拉钳口方向,须条截面中的纤维根数逐渐减少,这种减少规律可用曲线描述--即称变细曲线。 变细曲线反映了:(1)牵伸区中快速、慢速纤维的分布, (2)牵伸区中纤维运动情况, (3)牵伸区中纤维的变速点分布情况。 变细曲线的求得:(1)可用实验法--实际变细曲线: 把正常运转的机器停下,取下牵伸装置的每个上罗拉,标记出相当于两钳口轴线上的位置,并小心地把须条拿到方格坐标纸上,把牵伸区中须条的长度切成等长的若干纤维段(一般用3~5mm)称重,并以后罗拉握持点处重量为100%将称得的重量依次折合成百分率,以牵伸区前后罗拉的隔距为横坐标,以其重量百分率为纵坐标,画出一曲线,即为实际上的变细曲线。 (2)可用计算法--理论变细曲线 (一)变细曲线的计算 η--纤维长度 s--最短纤维长度 w--最长纤维长度 f(η)称为某一试样纤维长度数量分布曲线 1.纤维长度数量分布曲线 某一长度出现的根数--频数f(η),某长度的频数占试样总频数的百分率--频率,则f(η)dη表示纤维长度在η--η+dη范围内所出现的根数的频率为:
∫wsdfdfηηηη)(
)(
∫wsdfηη)(
式中 --总频数(总根数)。 如果令总频数 =100% ∫fη(wsdη)
频数f(η)dη用百分率表示和频率相一致,此时其含意为根数占总根数的百分率。 2.拜氏纤维排列图 右图即将拜氏纤维长度分布图横过来