流延成型法
- 格式:ppt
- 大小:5.19 MB
- 文档页数:29
塑料薄膜流延成型操作流程英文回答:Plastic Film Extrusion Coating Process.Introduction.Plastic film extrusion coating is a process of applying a thin layer of plastic to a substrate material, such as paper, metal, or plastic. The process involves extruding molten plastic through a die and onto the substrate material. The plastic film is then cooled and solidified to form a permanent bond with the substrate.Process Steps.The plastic film extrusion coating process typically involves the following steps:1. Preparation of the substrate material: The substratematerial is cleaned and prepared to ensure proper adhesion of the plastic film.2. Extrusion of the plastic film: Molten plastic is extruded through a die to form a thin film.3. Application of the plastic film to the substrate: The plastic film is applied to the substrate material using a variety of methods, such as roll coating, extrusion coating, or lamination.4. Cooling and solidification: The plastic film is cooled and solidified to form a permanent bond with the substrate.5. Finishing: The finished product is inspected and cut to the desired size and shape.Advantages of Plastic Film Extrusion Coating.Plastic film extrusion coating offers a number of advantages over other methods of applying a plastic coatingto a substrate material, including:High production rates.Uniform film thickness.Excellent adhesion.Ability to apply a wide range of plastic materials.Versatility in terms of substrate materials.Applications of Plastic Film Extrusion Coating.Plastic film extrusion coating is used in a wide variety of applications, including:Packaging.Construction.Automotive.Medical.Electronics.中文回答:塑料薄膜流延成型操作流程。
波纹膜片的成型方法
波纹膜片的成型方法主要有压膜成型和流延成型两种。
压膜成型是制备波纹膜片的一种常用方法。
其工艺过程为:将平膜片加热至软化状态,然后通过模具在平膜片上施加压力,使平膜片产生弯曲变形,从而形成波纹膜片。
在压膜成型过程中,需要控制压力和温度等因素,以保证波纹膜片的质量和稳定性。
流延成型是一种将流体物质连续不断地涂覆在运转着的支撑体上的成型方法,也被应用于制备波纹膜片。
其工艺过程为:将平膜片作为支撑体,将波纹形模具放在平膜片上,然后将熔融状态的聚合物从模具的一侧引入,在重力的作用下聚合物在模具内流延,形成波纹膜片。
流延成型制备的波纹膜片具有较高的弹性恢复率和良好的稳定性。
此外,还可以采用化学腐蚀法、光刻法、热膨胀法等方法制备波纹膜片。
不同的制备方法适用于不同类型和规格的波纹膜片,需要根据具体需求选择合适的方法。
塑料薄膜挤出流延成型工艺过程图示详解之青柳念文
创作
流程示意图:
一、典型塑料挤出流延成型薄膜生产工艺流程如下:
干燥、配料、混合、一真空料斗加料一挤出一滤网一模头一流延冷却一测厚仪一电晕处理一摆幅一切边牵引一展平去静电一收卷
二、塑料薄膜挤出流延成型生产工艺过程
塑料薄膜挤出流延成型生产易于大型化、高速化和自动化.生产出来的薄膜透明度比吹塑薄膜好,厚薄精度有所提高,薄膜平均性好,强度也高20% -30%,所用的原料的品种多,其成型厚度范围广,从8~300μm.所以对其使用的原料纯度、均一性、助剂、稳定剂等有严格的要求,而选用优质而稳定的原资料也是一项十分重要的条件.
所以,生产塑料薄膜之前,第一项工作就是选定原资料,应细致分析和确定各种资料的基本特性是否符合要求.必须以挤出制品各项性能指标为依据,及制品的使用环境、使用方法、功能等应有全面懂得,以便选择树脂和助剂,停止合理的配方设计.
塑料薄膜挤出流延成型机的供料系统由原料配比、混合、干燥和输送、储存装置等组成,其作用是严格按原料配
比要求,及时为挤出机供料,以使挤出机生产持续平稳地停止.
为了确保塑料薄膜挤出流延成型质量,及产品的物理力学性能,需准确计量各种原料的加入量.对于高质量的流延成型薄膜(如多层、多种原料的混合挤出等),应配备高精度的矢量计重系统.。
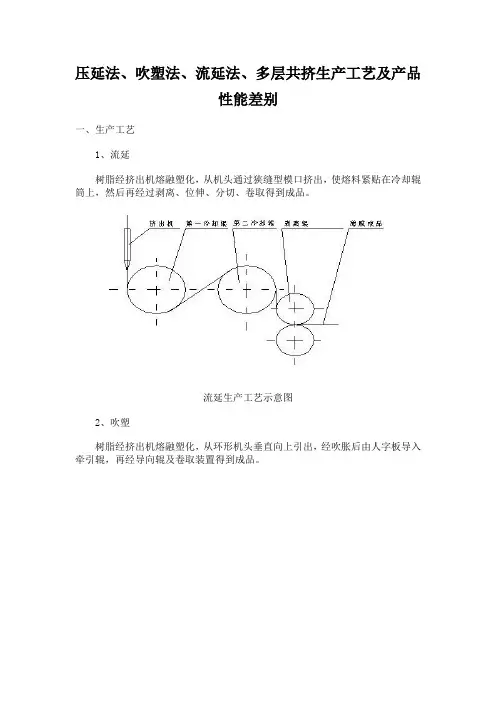
压延法、吹塑法、流延法、多层共挤生产工艺及产品性能差别一、生产工艺1、流延树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,使熔料紧贴在冷却辊筒上,然后再经过剥离、位伸、分切、卷取得到成品。
流延生产工艺示意图2、吹塑树脂经挤出机熔融塑化,从环形机头垂直向上引出,经吹胀后由人字板导入牵引辊,再经导向辊及卷取装置得到成品。
吹塑生产工艺示意图3、压延树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,经三辊压光机压延、次却,再经过冷却输送辊及卷取装置得到成品。
压延生产工艺示意图4、多层共挤多层共挤流延膜挤出技术是一种将两种或两种以上的不同塑料利用2台或2台以上的挤出机通过一个多流道的复合模头,汇合生产多层结构的复合薄膜,并通过急冷辊成型的技术。
多层共挤流延膜挤出技术也是传统的生产薄膜的挤出生产工艺。
采用这种方法可生产各种不同材料的薄膜,且具有很高的加工精度,尤其是在加工半结晶热塑性塑料时,这种加工方法能够充分地发挥被加工材料的性能,同时又能保持最佳的尺寸精度。
所制得的流延膜具有优良的光学性能和厚薄均匀度,并且由于采用急冷辊可以获得很高的生产速度,并改善薄膜的形态结构。
此法制得的薄膜与其他薄膜(如吹膜)相比,其优点是生产速度快,产量高,有利于大批量生产;产品的厚薄控制精度较高,厚度均匀性较好;透明性和光泽性俱佳;各向平衡性能优异。
某些材料,例如聚丙烯(PP)膜、聚脂(PET)膜加工的通用方法甚至是唯一的方法就是多层共挤流延法。
二、吹塑法和压延法的主要区别:(1)在同样生产能力,生产相同规格产品时,投资上压延式工艺比吹塑式工艺要高出大约十倍以上,大的投资才能保证好的质量。
(2)压延式生产工艺远远先进于吹塑式,在产品的各个性能指标(拉伸强度、拉伸断裂伸长率、直角撕裂强度、水蒸气渗透系数)上均高于吹塑产品,尤其在膜的厚度均匀程度上,压延式远比吹塑式均匀。
(3)从材料取向上讲,不同的生产工艺也直接影响到施工焊接二次加热时的稳定性,压延法生产的土工膜焊接时产生的收缩性远远小于吹塑式工艺生产的土工膜。

3.聚合物基复合材料的工艺(重要)(1)预浸料的制备工艺1.热固性预浸料的制备1)溶液浸渍法。
将树脂基体个组分按规定的比例溶解于低沸点的溶剂中,使之成为一定浓度的溶液,然后将纤维束或织物以规定的速度通过基体溶液,使其浸渍上定量的基体溶液,并通过加热除去溶剂,使树脂得到合适的黏性。
2)热熔法。
分为直接熔融法和胶膜压延法。
2.热塑性预浸料制备。
可分为预浸渍技术与后浸渍技术两类。
(2)手糊成型工艺。
先在磨具上涂刷一层脱膜剂,后加入含固化剂树脂混合物,再在其上铺贴一层按要求剪裁好的纤维织物,用刷子、压辊或刮刀压挤织物,使其均匀浸胶并排除气泡,再涂刷树脂混合物和铺贴第二层纤维织物,反复上述过程直至达到所需厚度为止。
然后再固化、脱膜、修边,得到复合材料制品。
(3)模压成型工艺。
是将一定量的预混料或预浸料加入金属对模内,经加热、加压固化成型的方法。
是广泛使用的对热固性树脂和热塑性树脂都适用的纤维复合材料成型方法。
(4)喷射成型工艺。
将分别混有促进剂和引发剂的不饱和聚酯树脂从喷枪两侧测(或在喷枪内混合)喷出,同时将玻璃纤维无捻粗纱用切割机切断并由喷枪中心喷出,与树脂一起均匀沉积到模具上。
持沉积到一定厚度,用手辊滚压,使纤维浸透树脂、压实并除去气泡,最后固化成制品。
(5)连续缠绕工艺。
一种将浸渍了树脂的纱或丝束缠绕在回转芯模上。
常压下在室温或较高温度下固化成型的一种复合材料制造工艺。
是一种生产各种尺寸回转体的简单有效的方法。
(6)注射成型。
将颗粒状树脂、短纤维送入注射腔内,加热熔化、混合均匀,并以一定的挤出压力,注射到温度较低的密闭模具中,经过冷却定型后,开模便得到复合材料制品。
6.陶瓷基复合材料的制备工艺(成型工艺)(1)等静压成型。
一般等静压指的是湿袋式等静压(也叫湿法等静压),就是将粉料装入橡胶或塑料等可变形的容器中,密封后放入液压油或水等流体介质中,加压获得所需的坯体。
(2)热压铸成型。
热压铸成型是将粉料和蜡(或其他有机高分子黏结剂)混合后,加热使蜡(或其他有机高分子黏结剂)熔化,使混合料具有一定流动性,然后将混合料加压注入模具,冷却后即可得到致密的较硬实的坯体。