蓄电池废渣铅回收的铁置换处理法
- 格式:doc
- 大小:30.00 KB
- 文档页数:4
回收废电瓶方案随着我国经济的快速发展,人们的生活水平得到了极大的提高,同时也带来了巨大的环境压力。
废旧电池是影响环境的一个重要因素,因为废电瓶含有有害成分,它们会污染土壤和水源,甚至对人的健康产生危害。
因此,对于回收废电池的重要性和必要性越来越得到人们的重视。
废电瓶的分类废电瓶是指无法继续使用或不再需要的电池。
废电瓶根据化学成分的不同可分为铅酸电池、镍氢电池、锂离子电池和氢燃料电池等。
不同种类的废电池对应着不同种类的污染,并且处理方法也因此不同。
回收废铅酸电瓶废铅酸电池是广泛使用的一种消费品,并且由于存储能量的高效性和可重复充电的特性,铅酸电池被大规模生产和使用。
但是,铅酸电池中含有大量的重金属铅,铅在自然环境中几乎不会被分解,因此这些废电池会对生态环境造成危害。
回收废铅酸电池的方法有两种:清洗和加工。
清洗法清洗法是通过简单的物理方法分离出有害的重金属铅,并最终将其回收利用。
对于投放农村和贫困地区的废铅酸电池而言,这种方法易于实现。
清洗法的处理过程:1.将废铅酸电池放入专门的清洗设备中。
2.处理过程中循环利用多种化学试剂进行清洗,将铅、钢板和酸液分离。
3.物理高温处理和压缩拍扁。
4.将回收的铅分离,经过了熔铸、精炼和挤压加工,最终成为价值不菲的铅精矿。
加工法改良加工技术是回收废铅酸电池最常用的方法之一。
这种方法可以分为传统冶炼和新型冶炼两类。
传统冶炼法的处理过程:1.将废铅酸电池按照类型进行分类。
2.采用机械设备对废铅酸电池进行粉碎。
3.在特殊的冶炼设备中加热废电池效果,将铅分离。
4.对可循环利用的酸液进行收集和再利用。
这种方法存在环境污染的问题,并且收益相对较低。
新型冶炼法的处理过程:1.废电池的铅板和固体废弃物需要进行加 grinding 和加工处理。
2.将处理完成的废料送到高温处理设备中。
3.将废弃物清洗干净、加工废物和废酸,将其进行熔合。
4.熔合之后将精矿进行分离和再熔合,最终形成铅的金属及其化合物。
含铅危险固体废物的环保再生处理方法1、引言锡铅合金焊料在电子信息产品制造过程中广泛应用,在焊接过程中,由于高温氧化产生大量的氧化渣。
氧化渣的主要成分为锡铅氧化物,属于含铅危险固体废物,其无序排放物对人类和环境具有极大的危害作用,为国家强制管理的危险固体废物范畴。
目前,天津市使用铅锡焊料的单位已达数百家,即有规模较大的独资、合资、国营等生产企业,也有相当数量的较小规模的集体和私营企业,分布在我市各个区县。
这些生产企业每年产生的含铅固体废物至少有一数百吨以上,处理渠道和方法混乱,无序扩散严重,极易造成对环境的二次污染。
2、实验处理废焊渣一般采用直接加热分离法,这种处理方法不仅回收率低,而且由于“铅烟”挥发直接进入大气,造成环境二次污染,目前已被禁止使用。
本文采用液体覆盖还原技术,不仅有效地抑制了“铅烟”挥发,而且可将锡铅氧化物还原,使废焊渣的回收率达到 90%以上,既保护了环境,有提高了资源的再生利用率,效果理想。
采用加热和液体覆盖及还原技术不仅可使锡铅氧化物还原,由于其处理温度较低,不产生铅烟或其它有害气体。
锡铅氧化物的还原过程为:PbO x + R = Pb + OR (1)SnO y + R = Sn +OR (2)式中:PbO x为铅氧化物,R 为液体还原剂,Pb 为还原铅,OR 为氧化物,SnO y为锡氧化物,Sn 为还原锡。
在上面的再生处理工艺中,成功地采用了液体覆盖还原剂。
这种还原剂为无毒的有机类材料,是可生物降解物质,其本身和氧化物对人类和环境无害。
第 1 页3.1、废焊膏3、处理工艺流程对废焊膏采用物理加温处理工艺,使废焊膏中的焊剂和焊料分离。
在处理过程中,由于温度控制在 240℃以下较低范围,且有焊剂覆盖,不产生铅烟和其它有害气体;废焊膏容器用溶剂洗净后可作为普通的塑料制品处理,清洗液可以蒸馏回收。
3.2、废焊渣采用加热和液体覆盖及还原技术不仅可使锡铅氧化物还原,由于其处理温度与上述废焊膏加温处理温度相同,亦不产生铅烟或其它有害气体。
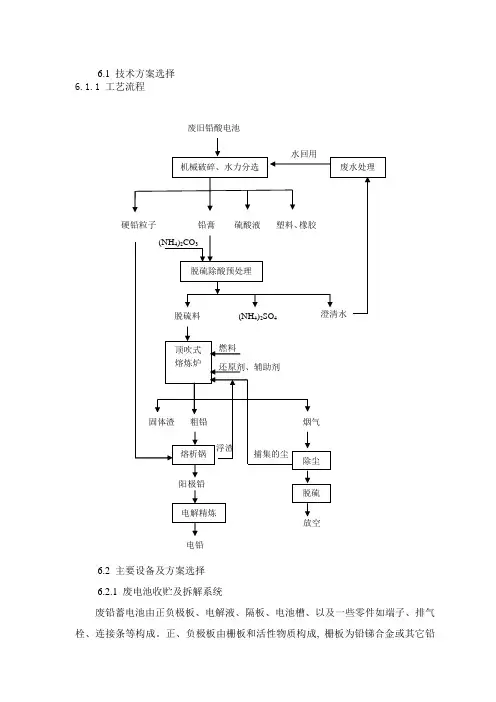
6.1 技术方案选择6.1.1 工艺流程6.2 主要设备及方案选择6.2.1 废电池收贮及拆解系统废铅蓄电池由正负极板、电解液、隔板、电池槽、以及一些零件如端子、排气栓、连接条等构成。
正、负极板由栅板和活性物质构成, 栅板为铅锑合金或其它铅基合金,活性物质为PbO2、Pb 和PbSO4。
从废铅蓄电池回收的铅主要来自正负极栅板及活性物质,其中未被腐蚀的电极板、栅和连接物,含量约占废蓄电池铅总量的45%~50%,腐蚀后的极板和活性物质填料组成的浆料或渣泥(一般称为铅膏或填料)约占电池铅总量的50%~55%,表1 为废铅蓄电池含铅物相的典型组成。
由于铅蓄电池的组成复杂,在进行熔炼之前,需要进行预处理。
目前在国内废旧铅蓄电池的预处理通常采用人工拆解破碎的方法,除去壳之后的物料直接送到反射炉熔炼,造成能源消耗大,回收率低,炉渣铅含量高,烟气含硫大。
根据新的铅锌准入条件的规定,预处理应使用机械化破碎分选,将塑料、铅极板、含铅物料、废酸液分别回收、处理。
目前机械化程度较高、得到广泛应用的预处理方法有意大利开发的水力分选技术。
先用液压驱动的穿孔机将废蓄电池外壳击穿,使电解液流出。
随后采用湿式重锤破碎机将废蓄电池粉碎至20mm的粒度。
破碎料通过水力分级箱,通过调整供水压力的大小,使得不同密度的组分按密度分级。
密度大的金属物料首先沉入箱底,由螺旋卸料机取走。
密度小的氧化物和有机物随水流进一个固定筛,筛下物为粒度较小的氧化物,通过螺旋卸料机取走。
筛上物为有机物,通过水流进入另一台水力分级箱,将密度较小的塑料和密度较大的橡胶分开。
预处理的工艺流程如下图:在拆解工艺中,通过机械破碎分选,对纯度高的铅组件不经过熔炼直接投入合金工序,是工艺流程中以节能降耗为目的的实际选择之一。
6.2.2铅膏硫化方案由于铅膏中含有55%~60%的硫酸铅,硫酸铅分解温度较高,同时在熔炼中容易造成二氧化硫的污染。
根据新的铅锌准入条件的规定,对分选出的铅膏必须进行脱硫预处理才能加入熔炼系统。
本技术公开了一种废旧铅蓄电池回收处理工艺,其特征在于,包括如下步骤:步骤S1、拆解、分选,步骤S2、废酸处理,步骤S3、塑料处理,步骤S4、板栅处理,步骤S5、铅膏处理,步骤6、电解。
本技术公开的废旧铅蓄电池回收处理工艺简单,操作方便,回收效率和成品合格率高,适合连续型规模化处理,具有较高的市场推广应用价值、经济价值、社会价值和生态价值;该工艺可有效提高铅回收率,且整个过程中无废水、废气、废渣产生,回收处理过程清洁环保,能真正意义上变废为宝,实现资源回收再利用。
权利要求书1.一种废旧铅蓄电池回收处理工艺,其特征在于,包括如下步骤:步骤S1、拆解、分选:将收集的废铅酸蓄电池进行拆解,得到废酸溶液、铅膏、塑料和板栅;步骤S2、废酸处理:将经过步骤S1得到的废酸溶液过滤除渣,然后进入制酸工艺系统进行成品硫酸的制备;步骤S3、塑料处理:将分选的塑料放入不锈钢粉碎机中进行粉碎处理,将粉碎后的塑料粉分散于醇溶剂中,再向其中加入偶联剂,在50-60℃下搅拌反应6-8小时,得到表面改性塑料;然后将表面改性塑料与氟硅材料一起加入到双螺杆挤出中挤出成型,得到耐候材料;步骤S4、板栅处理:将分选的板栅用饱和氯化钠水溶液洗净后,依次经过酸化溶解、漂洗、干燥,用于工业再生产品;步骤S5、铅膏处理:将步骤S1中获得的铅膏进行脱硫处理得到脱硫铅膏;后将脱硫铅膏干燥,再在常温条件下,进行氨浸反应,经过滤后,得氨浸液;将氨浸液与氨浸液重量20-40%的铅粉混合,制成膏状涂于不锈钢阴极框内,然后成化2-6小时,得涂料阴极框;步骤6、电解:在酸1-30g/l,铵盐100-450g/l,亚铁盐100-500mg/l的电解液中,采用钛基阳极或铅基阳极,将步骤S5获得的涂料阴极框为阴极,将阴阳极板放入电解槽中进行电解反应,得电解铅和电解废液;再将电解铅进行熔化、精炼、铸型后得到铅锭。
2.根据权利要求1所述的废旧铅蓄电池回收处理工艺,其特征在于,所述制酸工艺具体为:将废酸稀释,裂解,利用吸收液对裂解尾气进行吸收;吸收产生的富液经过换热和蒸汽加热后送去SO2解吸塔进行解吸,解吸再生的贫液返回SO2吸收塔循环利用;解吸产生的高浓度SO2气体经冷凝和气液分离后,与净化单元送来的洁净SO2烟气混合,然后补入空气后送入干燥塔进行干燥,干燥塔出来的烟气经过“一转一吸”工艺后产出成品硫酸。
铅酸废蓄电池的回收利用王子元摘 要 本文对铅酸废蓄电池处理现状作了剖析,总结回收铅酸废蓄电池的各种工艺方法,并论述集中处置可治理铅酸废蓄电池对环境的污染,又可回收重金属及化工原料,并具有一定的经济效益。
随着汽车数量的不断增加,铅酸废蓄电池的数量也不断增加。
仅北京市每年就以10%~ 15%的速度在增长,到1997年底北京已有机动车120万辆。
按照汽车蓄电池的平均寿命为两年计算,北京市每年应淘汰汽车用铅酸蓄电池60~65万只。
蓄电池除汽车使用外,还广泛应用于叉车、电瓶车、计算机、应急灯、各种电源、交换台、电台、电视台、证券、银行、保险以及航空、航海、军事等领域。
铅酸蓄电池主要由塑料外壳、铅合金板栅、塑料隔板、铅粉和硫酸组成。
通常使用最多的普通铅酸蓄电池平均大约用铅12~14公斤、塑料1~1.4公斤、硫酸5公斤。
大量铅泥沉积在盛硫酸的塑料槽内,并有相当数量的铅粉悬浮在硫酸之中,因此随意抛弃铅酸废蓄电池会对环境造成严重污染。
然而,北京每年退役下来的铅酸蓄电池,绝大部分由个体商贩收购,并随意倾倒含铅泥的硫酸液,只取其铅板,这样对环境造成极大的污染,必须引起足够的重视。
笔者认为应采取有效的措施,对废铅酸蓄电池实行定点回收,集中处理,综合利用。
一、定点回收随意倾倒含铅废酸,不仅污染环境,而且直接危害人体健康。
台湾已经出现由于乱倒含铅废酸,造成对环境污染和人身损害而引发的赔偿案例。
同时土法炼铅多采用反射炉火熔冶炼法,虽然工艺成熟容易掌握,但铅的回收率仅有82%左右,其余的铅以气态或粉尘出现,会同冶炼过程所产生的二氧化硫一起进入大气,对大气造成二次污染,同时也直接影响操作工人的身体健康。
环保管理部门应制定有关办法,指定专门部门实行定点回收,集中处理,以便综合治理铅酸废蓄电池对环境的污染。
二、集中处理,综合利用定点回收的铅酸废蓄电池进行集中拆解处理,分别综合利用铅、酸和塑料壳体。
1 废酸的集中处理(1)将定点集中回收的废酸进行提纯、浓度调整,作为生产蓄电池原料。
废旧电池的回收处理方法比较废旧电池的回收处理是非常重要的环保措施,因为电池中含有重金属等有害物质,如果随意处理,会对环境和人类健康带来严重的危害。
因此,不同的国家和地区都采取了各种不同的方法来回收和处理废旧电池。
以下是几种常见的废旧电池回收处理方法的比较:1.物理分离法物理分离法是通过机械手段将废旧电池进行分离,将电池中的有用材料与有害物质进行分离,以便进行再利用。
这种方法的优点是简单、成本低,并且能有效地分离出有用材料。
但是,由于电池中的有害物质往往与有用材料紧密结合,分离过程中有可能会造成环境污染。
2.化学处理法化学处理法是通过化学方法将电池中的有害物质转化为无害物质,以达到废旧电池的处理目的。
这种方法的优点是可以彻底去除废旧电池中的有害物质,避免环境污染。
但是,化学处理法需要使用大量的化学物质,会产生大量的废液和废气,对环境造成一定的压力。
3.热处理法热处理法是将废旧电池加热至一定温度,使电池中的有害物质挥发出来,然后进行收集和处理。
这种方法的优点是简单、快速,并且可以高效地去除有害物质。
但是,热处理过程中会产生大量的废气和废渣,需要进行进一步的处理,否则可能对环境造成污染。
4.制备焚烧法制备焚烧法是将废旧电池与其他可燃物料混合在一起进行焚烧,将电池中的有害物质燃烧掉。
这种方法的优点是能够彻底去除废旧电池中的有害物质,并且可以通过能源回收将焚烧产生的热能转化为电能或热能。
但是,焚烧过程中会产生大量的二氧化硫和其他有害气体,需要进行严格的排放控制,以防止对环境和人类健康造成危害。
综上所述,废旧电池的回收处理方法各有优缺点,具体采取哪种方法取决于当地的环境法规和技术水平。
在选择回收处理方法时,应选择既能够有效去除有害物质又能够最大程度地利用资源的方法,以确保环境的可持续发展。
此外,政府和相关部门还应加强监管,鼓励和支持废旧电池的回收处理工作,提高废旧电池的回收率,最大限度地减少对环境的污染。
废旧电池回收利用方法废旧电池的回收利用是一项非常重要的环保工作,正确处理废旧电池可以避免对环境和健康造成的负面影响。
目前,废旧电池的回收利用方法主要包括回收、再生、处置和循环利用等几个环节。
下面将分别介绍这些方法。
首先,废旧电池的回收是最基本的环节。
废旧电池的回收需要专门的回收站点或回收箱,以保证废旧电池能得到有效的处理。
一些超市、电子产品商店和电池经销商会设立专门的回收箱,供消费者投放废旧电池。
此外,政府和环保组织也会组织定期的废旧电池回收活动,鼓励人们积极参与。
回收站点或回收箱会定期清空,并将废旧电池送往专业的处理机构进行再处理。
其次,废旧电池的再生是一个重要的环节。
通过适当的处理方法,废旧电池可以回收再利用。
例如,铅酸电池可以通过将废旧电池进行分解,然后将铅酸和铅板分离。
铅酸可以用来制造新的电池,而铅板可以进行再熔以制造新的铅酸电池。
锂离子电池的废旧电池经过适当的处理后,可以回收利用其中的金属材料,如锂、镍、钴等。
这些再生材料可以用于制造新的电池或其他电子产品。
再次,废旧电池的处置是必不可少的环节。
一些特殊类型的废旧电池,如镉镍电池、铅酸电池和银氧化锌电池等,可能含有有害物质,对环境和人体健康造成潜在风险。
因此,这些废旧电池需要经过专门的处理方式,以确保有害物质不会被释放到环境中。
专业的废旧电池处理机构会采用高温焚烧、蒸发、中和等方法对废旧电池进行安全处置,以防止有害物质的泄漏。
最后,废旧电池的循环利用是一种可持续的处理方法。
废旧电池经过适当的处理后,可以用于制造二次电池或其他产品。
例如,锂离子电池的废旧电池可以用于制造新的锂离子电池,以减少对原始材料的依赖。
循环利用废旧电池不仅可以减少资源的消耗,还可以减少废旧电池对环境的负面影响。
除了以上方法,废旧电池的回收利用还可以与其他废物的处理相结合。
例如,将废旧电池与废旧电子产品一起回收处理,将废旧电池中的有用材料提取出来,同时将电子产品中的其他部分进行分解和回收利用,以达到最大程度的资源节约和环境保护效果。
蓄电池废渣铅回收的铁置换处理法
【摘 要】废铅蓄电池是再生铅的主要原料,其中的铅除金属外还含有不同
数量的PbO、PbO2 和PbSO4,因此其再生过程较为复杂,目前国内外主要采用
火法和湿法回收铅。本文提出铁置换回收工艺并通过测量出水含铅量,基本不产
生二次污染,操作简便,具有实用价值。
【关键词】废电池;铅回收率;铁置换;回收利用
0 引言
随着科学技术的提高,社会经济的发展以及人民生活水平的不断提高,蓄电
池的使用已经越来越多地融入到人们的日常生活之中。目前,世界精铅消费中约
70%的铅用于蓄电池的生产,且全球蓄电池在铅的应用结构中占有的份额持续增
加。废铅蓄电池,尤其是铅膏和硫酸,若不加以回收,都将成为环境的污染源。
另外,人类对铅不断增长的需求,已使铅的矿产资源濒临枯竭的边缘,回收再生
铅已成为实现铅工业可持续发展战略不可缺少的重要组成部分 。
回收铅的生产能耗比原生铅的生产能耗约低1/3左右; 同时还可以减轻采、
选、冶铅矿对环境和人体的危害,消除了废电池到处弃置对环境的影响。因此,
发展高效、清洁的废铅蓄电池综合回收技术具有非常重要的意义。目前国内外采
用的处理工艺主要为火法、湿法及湿法火法联合工艺。
火法处理时熔炼温度较高,常产生大量铅蒸汽和二氧化硫,严重污染环境,
能源消耗大,铅回收率不高,炉渣、烟尘需专门处理。
湿法处理回收率高,但其流程长,设备投入大,技术要求高,操作复杂,同
时电耗高达500~800kWh/(t铅),难以取得经济效益,排出的废水含硫酸量较
高,容易产生硫二次污染。
湿法—火法联合工艺需要增加脱硫系统的投资,且转化率不足90%,脱硫不
彻底,硫得不到充分利用,也会造成下一步熔炼的环境污染和铅回收率的降低。
本文提出在100℃(近似温度)、一定PH值下,用Fe还原铅膏里的铅化合
物得到铅固体。探讨最佳反应条件:PH值、反应时间,希望能高效置换铅并尽
量降低铁的消耗量,减少二次污染。
1 实验部分
1.1 主要仪器
电热恒温鼓风干燥箱、数显酸度计、管式电阻炉、电子天平、台式离心机。
1.2 试剂
盐酸(AR)、铁粉(AR)、铅膏(废蓄电池)、蒸馏水
1.3 反应原理
反应产生的氢气可以把反应产生的铅从铁的表面剥落下来,有利于下一步分
离。把得到的固体混合物碾碎后磁选可实现铁跟铅的分离。
1.4 实验方法
1.4.1 含铅废渣的清洗
从废蓄电池取得铅膏,经多次水洗、沉淀,用分液法去掉固体颗粒,把每次
水洗得到的悬浊液混合摇匀,即得含铅的混合液体样本。
1.4.2 含铅量的测定
用量筒量取17ml的样品溶液与100ml的烧杯中,称得重量76.1124g。100ml
干燥烧杯重是55.3520g。在100℃电热炉上加热沸腾,直到基本没有液体时拿到
干燥箱里80℃慢慢烘干。烘干取出后称量58.2881g,减去烧杯重量得干燥固体
重量为2.9357g。即得17ml样品中含有2.9357g含铅固体。
1.4.3 铁浓度—时间关系曲线、铅浓度—时间关系曲线的绘制
某一PH值,量取145ml的样品于500ml的烧杯中,称取9.6010g的铁粉。
把烧杯放在电热炉上,当加热到沸腾时调节PH值使之不变,加入称好的铁粉,
并开始计时。取样时间分别是0min,2min,4min,6 min,8min,10min,15min。
此过程中还必须时时观察酸度计,注意溶液PH的变化,要及时滴加盐酸,保持
PH不变。
将得到的7个样品的上层清液转移到离心管,在5000转的情况下离心十分
钟,结束后用移用管吸取1ml移到干燥的试管,再稀释到5ml。用火焰原子吸收
分光光度计测吸光度,比对铁标准、铅标准曲线测定铁含量、铅含量,画出对应
浓度—时间曲线图。
2 实验结果与讨论
2.1 实验结果
2.2 反应条件的分析
2.2.1 当PH=1的时候
温度是100℃,反应进行到2min的时候,溶液呈强酸性,铁还原性强,反
应速度非常快,铁离子浓度一下子达到了77.692mg/L。但由于铁过量,这个过
程中它还会跟铅剧烈反应,把铅离子还原为铅固体,使铅含量在2min内从
45.876mg/L降到了2.077mg/L。这2min内铁离子的量变化是最大的,整个实验
在这个过程基本已经完成。接下来的时间由于反应产生的铅会包裹在未反应的铁
粉上,使一部分的铁未能参加反应,但是这个时候会有很多氢气产生,使包裹的
混合体很疏松,易剥落。这也是为什么反应过程中不断有黑色疏松固体产生的原
因,这也为后续的铅的分离过程起到了很大的作用,在2—15min内铁由于被铅
包裹导致反应速度很慢。最后的出水含铅量降到了0.573mg/L,达到了国家污水
排放标准(国家污水排放标准:<1.0mg/L)。
2.2.2 当PH=2的时候
这个过程铁,铅的反应情况基本和PH=1的时候一样,前两分钟反应剧烈,
后段时间反应趋于平稳。这段时间铅含量降到了0.665mg/L,没有PH=1的时候
效果好。不过都达到了国家污水排放标准。
2.2.3 当PH=3的时候
反应过程还是在前两分钟反应剧烈,由于酸性没有前两次强,铁的消耗量减
小,15min的时候含量也只有25.398mg/L。在这个条件下,铅反应效果较前两次
都是最好的,最后可以达到0.195mg/L。反应在2min后还有比较大的变化量,
反应在第10min的时候铅含量降到了0.676mg/L,综合实际经济效益考虑,反应
时间在10min的时候就可以了。
2.2.4 当PH=4的时候
这个条件下铁消耗也不多,基本也是在前两分钟内反应最剧烈。到实验结束
时含量达到25.398mg/L。不过这个条件下铅反应不完全,开始在前两分钟的时
候反应也是剧烈,后面2-15min的时候也只是从4.736mg/L到1.086min/L,没有
达到国家污水排放标准。2.2.5 当PH=5,PH=6的时候
这两个情况跟PH=4的情况基本一样,随着酸性的降低,铅还原效果越不理
想,到15min的时候到尚未达到国家标准。
3 结论
考虑实际生产效益,确定反应时间在10分钟,PH=3,反应温度为100℃。
在这个条件下,反应后溶液铅含量可以降到0.676mg/L,符合国家污水排放标准。
反应后的固体混合物通过粉碎磁选的方法分离得到铅单质,产生的废水可以通过
加入石灰来中和。
本次探讨了利用铁粉在酸性条件下的还原,设备、工艺简单,操作简便,金
属回收率高,生产费用低,规模大小皆宜,效果较为理想,具有一定工业应用价
值。
【参考文献】
[1]徐惠忠,王德义,赵呜.固体废弃物资源化技术[M].北京:化学工业出版
社,2004.
[2]唐艳芬,高虹.国外废旧电池回收处理研究现状[J].有色矿冶,2007,23(4):
50-52.
[3]傅欣,贡佩芸,傅毅诚.废铅蓄电池的综合回收利用研究[J].再生资源研究,
2007(4):25-26.
[4]杨景良,裴东,曲晓红.废旧回收利用技术及对策[J].环境卫生工程,2009,
17(4):40-42.
[5]Lyakov NK,Atanasova D A,Vassilev VS.Desulphurization of damped battery
paste by sodiumcarbonate and sodium hy droxide.[J] .Journal of Power Sources .
2007,171:960-965.
[6]Karami H,Karimi M A,Haghdar S,et al.Synthesis of lead oxidenano particles
bysonochemical method andits applicationas cathode andanode of lead-acid
batteries[J]. Materials Chemistryand Physics.2008,108:337-344.
[7]郭翠香,赵由才.从废铅蓄电池中湿法回收铅的技术进展[J].东莞理工学院
学报,2006(01):81-86.
[8]胡红云,朱新锋,杨家宽.湿法回收废旧铅酸蓄电池中铅的研究进展[J].化
工进展,2009(09):1662-1666.
[9]唱鹤鸣,任德章.废铅酸电池铅膏处理新工艺[J].南通大学学报:自然科学
版,2011(02):37-40.
[10]郭蕴. 报废铅酸蓄电池的回收利用研究[J].云南民族学院学报:自然科学
版,2003(03):184-185.
[11]李敏,刘毅,朱东方,薄新党,王宏力.废旧蓄电池中再生铅资源的回收
利用[J].河南化工,2012(07):25-27.