模具编号规则
- 格式:doc
- 大小:69.00 KB
- 文档页数:2

设备编号规则文件编号 : ***-QZ-001文件版次 : D/0制订部门 : 生产部制订 :审核 :核准 :制定日期 : 2021年7月5日控制文件未经许可不得翻印文件评审会签记录1.目的:为了规范本公司设备的编号管理,使所有设备的管理在受控的状态下,特制定本规则。
2.范围:本文件适用于公司所有的设备(厂房、宿舍除外,详见下款)3.定义:设备:本公司须纳入生产设备管理执行保养维护的,指与生产有直接或密切关系的机器或机械装置,如生产机器、空压机、发电机等。
非机械装置与生产无直接关系的,如:办公台、椅子、办公用电脑等不纳入生产设备管制,此类将列入公司财产管理,其维护方法另行规定。
4.本公司的设备分类及其代码:SC---生产设备:如:冲床、钻床、磨床等。
LY---量具仪器:如:卡尺、千分尺等。
BG---办公设备:如:电脑、打印机、复印机、办公台等。
XF---消防设备:如:消防栓、灭火器等。
GJ---工具治具:如:扳手、锤子等工具,以及为方便生产制作的用具(治具/夹具)。
MJ---模具:特指生产用的五金模具。
5.权责:生产部:负责制订/修订此文件及生产设备、工具治具的编号。
行政部:负责办公设备及消防设备的编号。
工程部:负责对模具进行编号。
品管部:负责量具仪器的编号。
6.内容:6.1设备编号方式:6.1.1生产设备编号方式:流水号自001——999设备名称代码部门代码设备分类代码生产设备名称代码见(附表一)。
部门代码:总经办(M)行政部(A)采购部(C)业务部(S)仓库组(W)工程部(E)品管部(Q)生产部(P)6.1.2量具仪器、办公设备、消防设备、工具治具编号方式:流水号自001——999设备名称代码(根据设备名称汉语拼音的第一个字母)设备分类代码6.1.3模具编号方式:说明:1.无客户版本时,版本为0。
2.无产品编号时,用产品名称汉语拼音的第一个字母代替,有汉语拼音同音的,在备注栏内说明。
6.2设备的标识卡由行政部统一制作,各部门对本单位的设备进行张贴。


UG模具全3D设计,模具结构零件的命名规则,让⼯作更清晰明了
母模仁刻字:
母模仁区域:M100进⾏开始,然后按照顺序进⾏命名;
母模仁镶件:M200进⾏开始,然后按照顺序进⾏命令,这样的话对镶件的种类⼀⽬了然,出图
的时候也不会漏掉;
公模仁刻字:原则同上
滑块刻字:
假如⼀套模具上⾯有四个滑块的情况下可以分别以S开头进⾏命名:
滑块1:S100、滑块配件可以从S101开始进⾏命名;
滑块2:S200、滑块配件可以从S201开始进⾏命名;
滑块3:S300、滑块配件可以从S301开始进⾏命名;
简单⼀点说,命名就是好便⼯作效率更⾼,怎么⽅便就怎么命名,只要统⼀⽅便就可以了,不
过在⼯作中感觉不好⽤的情况下,也可以定时叠代与优化。
斜顶刻字:原理同上所⽰。
配件命名:正常情况只要能分清晰就可以了,尽可以越简单越好,统⼀管理⽅便。
模架刻字:正常情况下还需要刻字模具编号以及吊模螺丝⼤⼩,⽅便管理与维修。

⼯装夹具、设备编号规则
管理制度
⽂件名称:⼯装夹具、设备编号规定⼯装夹具、设备编号规定
1. ⽬的:
为了便于设备的管理,特制定本办法来统⼀设备的编号
2. 适⽤范围:
本制度适⽤于公司内所有的设备和⼯装夹具
3.定义
3.1 新购置设备或⼯装夹具安装调试完成后,投⼊于⽣产进⾏对设备编号;
3.2所有的设备和⼯装夹具,⽤此规定对设备编号;
4. 职责
4.1 设备正常投⼊⽣产,设备管理⼈员做好设备编号卡,贴在设备正⾯空⽩处的位置。
4.2 ⼯装夹具编号,由技术部⼈员在模具空⽩处激光打标机打上编号。
4.3 设备编号完成后,由设备管理⼈员在设备明细登记表输⼊相关信息并整理归档。
5. ⼯作程序
5.1⽣产设备编号规则:
5.2⼯装模具编号规则:
本公司⼯装模具分为落料模、成形模、线切割定位夹具和焊接定位夹具四⼤类。
×
- □□□
5.3 其他⾮标件编码规则
⼯装模具代号: D :点焊定位夹具; H :焊接定位夹具; C :带环成形模
顺序号。
从01----99,依次排列。
顺序号。
从001----999,依次排列。
代表⽣产设备顺序号。
从001----999,依次排列。
代表其他⾮标件。


Ver. 1.0QC/T-001质量规范–图纸、零件及工装夹具编号规则Specifications of Quality - Coding Rule ofDrawing, Products & Tooling and FixtureXXXX-XX-XX发布XXXX-XX-XX实施XXXXXXXX发布XX-QC/T-001-XXXX前言为了确保公司零部件编号、图纸编号的规范,便于查询,本公司特参照有国家标准及行业标准,制定出本企业标准。
本标准主要参照:1.QC/T265 – 2004 《汽车零部件编号规则》2.ISO/TS16949:2009 《汽车生产件及相关服务件的组织应用ISO9001:2008的特别要求》(第三版)3.XX-QP-QD-01 《文件与资料控制程序》本标准代替XX-QC/T-001-XXXX《产品编号规则》。
本标准与XX-QC/T-001-XXXX相比主要变化如下:——增加了图纸编号规则的内容(增加4.1条目,原4.1条目顺延调整为4.2条目)——调整了夹具(治具)的编号方法本标准由技术部提出。
本标准起草单位:技术部、质量部;修订单位:技术部、质量部本标准首次发布于XXXX年XX月XX日,于XXXX年XX月XX日进行修订。
XX-QC/T-001-XXXX零件、图纸、工装夹具编号规则1.目的为了确保公司工程图纸编号、零件编号以及相关工装模具编号的规范性,便于图纸、零件及相关工装模具的查找,且使图纸、零件及工装夹具保持版本一致,特编制本规则。
2.范围本标准规定了本公司所有产品零部件、图纸及工装部件的基本规则和方法。
本标准适用本公司所有产品零部件编号及工装编号(适用新开发产品模具编号)。
3.术语和定义下列术语和定义适用于本标准。
3.1 产品(Products)生产企业向用户或市场以商品形式提供的成品。
3.2零部件(Parts and components)包括总成、分总成、子总成、单元体、零件。



产品、料品编号规则指引产品、料品编号规则指引 分类:信息⼤全字号:⼤中⼩壹、主旨:产品编号、半成品编号、原材料编号、物料编号、图号、固定资产编号、模具(Tooling)编号……等,是⼀门⾮常简单却⼜不简单的⼀门学问,许多研发部门的主管或⼯程师为了这些编号问题困扰了很久,因此,借由这篇产品、料品编号规则指引对料品编号的规则进⾏探讨。
产品、料品编号规则若规划得不好,⼀⽅⾯会使各部门的⼯作没有效率,新进员⼯的学习速度缓慢,当然就会增加营运成本,另⼀⽅⾯则可能因为企业规模的成长,及产品开发的种类快速增加,造成产品、料品的编号规则不敷使⽤,不得不必须更改料号编码的规则,这项⼤⼯程可以让⼀个产业的发展受到限制,也可以让全公司上上下下的同仁们搞得⼈仰马翻,⽽且还让供料⼚商、外包⼚商和产业间的物流沟通依据全部推翻,重新建⽴。
如果每三年或四年就必须重新变更产品和料品的编号规则,这对企业营运的绩效是⾮常不好的影响因⼦,每改⼀次料品编码原则,⾄少会浪费企业六个⽉⾄⼀年的调适时间,⽽且,越⼤的产业,风险就越⼤。
任何产业应该设法在⼀开始就慎重思考,审慎规划,避免重新编订产品编号和料品编号的事件发⽣。
产品编号、半成品编号、原材料编号、物料编号、图号、固定资产编号、模具(Tooling)编号……等,都会严重影响产业的营运绩效,编码的码数太长,每⼀个⼈员登打键盘的次数就越多,⼯作效率就越差。
编码的长度太短,却可能⽆法正确表⽰料品的意义,⽽且可能⽆法顺利编出各项料品的编码,因此,如何正确的规划编码原则,应该是企业的⾼阶主管不得不关⼼的问题。
如果A 公司的料品编码是12码就可以顺利运作,⽽B公司的料品编码是18码,则以同样的产业规模,A,B两家公司的间接⼈员⼈数⼀定不相同,所有的物流体系的单据、报表、计算机画⾯都要使⽤料品编码,每⼀个业务、⽣管、采购、物控、仓管、品管、研发、制造、成本会计、、、、等部门的⼈员每天上班都要使⽤料号,如果使⽤⼀个没有效率的料品编码系统,⼀个产业已经先输掉了很重要的⼀项产业竞争⼒。
第1篇第一章总则第一条为了加强模具管理,确保模具资源合理利用,提高模具使用效率,降低生产成本,特制定本规定。
第二条本规定适用于公司所有模具的盘存管理,包括模具的采购、入库、领用、报废、维修等环节。
第三条模具盘存管理应遵循以下原则:1. 实物管理与账务管理相结合;2. 定期盘存与不定期盘存相结合;3. 精细化管理,确保模具信息准确、完整;4. 严格执行,确保模具安全、有效。
第二章模具采购管理第四条模具采购应遵循以下程序:1. 需求部门提出模具采购申请,包括模具名称、型号、规格、数量、用途、预算等;2. 采购部门根据需求部门申请,进行市场调研,确定供应商;3. 采购部门与供应商签订采购合同,明确模具质量、价格、交货时间、售后服务等条款;4. 需求部门收到模具后,进行验收,确保模具符合要求。
第五条模具采购应遵循以下要求:1. 采购模具应优先选择国产模具,鼓励使用具有自主知识产权的模具;2. 采购模具应充分考虑模具的性能、精度、寿命、成本等因素;3. 采购模具应严格执行国家有关法律法规,确保模具质量。
第三章模具入库管理第六条模具入库应遵循以下程序:1. 采购部门将模具运至仓库,通知仓库管理人员;2. 仓库管理人员对模具进行验收,检查模具的完整性、质量等;3. 验收合格后,将模具信息录入模具管理系统;4. 仓库管理人员将模具放置于指定位置,做好标识。
第七条模具入库应遵循以下要求:1. 模具入库时,应确保模具包装完好,避免损坏;2. 模具入库时,应检查模具的型号、规格、数量等信息,确保准确无误;3. 模具入库时,应做好标识,便于查找和管理。
第四章模具领用管理第八条模具领用应遵循以下程序:1. 需求部门填写模具领用申请单,包括模具名称、型号、规格、数量、用途等;2. 仓库管理人员审核领用申请,确保申请合理;3. 仓库管理人员根据领用申请,将模具发放给需求部门;4. 需求部门收到模具后,进行验收,确保模具符合要求。

C60F模具铸字标准
1.1.模具上的铸字规范
上、下模及压边圈:F字(送料方向一侧/机床前侧)、模具编号(送料方向一侧
和送料方向的左侧均要贴字);
1.2 送料方向右侧:上、下模及压边圈贴送料方向箭头;
送料前侧
1.3 送料方向左侧(顺序见例图):
(1)上模左侧:
居中标识:模具编号、工序名称缩写、xx厂标、送料方向箭头;
靠右侧标识:上模材质、上模重量(UW)。
送料方向右侧
(2)下模左侧:
居中标识:模具编号、送料方向箭头;
靠右侧标识:下模材质、下模重量(LW)、模具总重量(TW)。
(3)压边圈左侧:
居中标识:模具编号、送料方向箭头;
靠右侧标识:压边圈材质、压边圈重量(BW)。
1.4 凸模及压料芯:F字、件号和材质牌号;
1.5 零件镶块必须铸上件号和材质牌号,且铸字加工不能切除;
1.6 字体:
(1)大型模具(长度超过2m)采用50mm高字体;
(2)中小型模具(长度小于2m)采用35mm高字体;
(3)实型上所贴的铸件材质必须与备料单、图纸上的保持一致;贴字尽可能离起吊区域远些,避免起吊时磨损;
(4) xx厂标下图所示,采用80mm高字体,比例不变。
xx厂标。

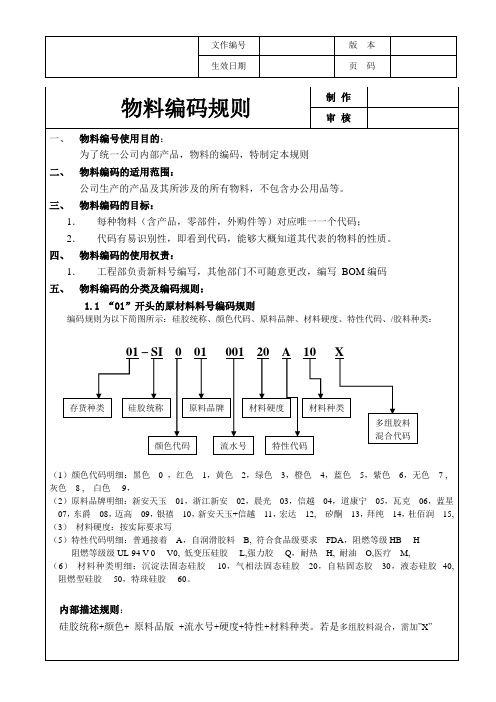
常见物料分类及编码规则常见物料分类及编码规则XXX实行三级分类管理,对所有物料(除固定资产外)进行分类,分为大类别、小类别和品种类型。
物料编码总长为15位,物料大类、小类、物料品种和物料规格型号之间用英文句号隔开。
基本编码结构如下:X.XX.XX.XXXXXXXXXX。
一、物料大分类及其代码:1、电子材料:用“T”表示。
电子材料是指以其电性能为主要应用的材料,包括集成电路类、印刷电路板类、电类、电阻器类、电感器类、晶体管类、接插件类、稳压器类、变压器类、充电器类、开关类、电池类、电声器类、电位器类、磁珠类、数据线类和电线电缆类等。
2、光学材料:用“G”表示。
光学材料是指传输光线的介质材料,包括光学玻璃、光学晶体和光学塑料等光学介质材料,但不包括光电性能一体化应用的光电材料,例如发光二极管、氖灯、日光灯、显像管、液晶屏等光电类材料,该类材料归于电子材料类。
3、塑胶材料:用“S”表示。
塑胶材料是指以高分子合成树脂为主要应用的材料,包括ABS、PVC、PA、PS、PE等塑胶料,但不包括光学与塑胶一体化应用的材料,以及用于产品包装的塑胶材料,例如有机玻璃、玻璃钢、吸塑盒等,该类材料归于光学材料类或包装材料类。
公司目前应用的塑胶材料主要包括数码相机、车载摄像头、网络摄像头等产品的塑胶结构件,例如机壳,以及用于其他用途的PVC线管、塑胶工具、塑胶模具等。
4、金属材料:用“J”表示。
金属材料是指以钢、铁、铝等为主要应用的材料,公司目前主要包括数码相机、摄像头等产品使用的金属结构件,以及用于其他用途的角铁、金属线管、金属紧固件、金属工具、金属模具等。
5、包装材料:用“B”表示。
包装材料是指用于产品包装的材料,主要包括包装箱、吸塑盒、胶袋、包装带、封箱胶纸、不干胶标签、防潮剂、合格证等。
6、辅助材料:用“F”表示。
辅助材料是指构成产品实体的非主要材料,或辅助产品生产的应用材料,公司目前主要包括:UV胶、热固胶、酒精、锡膏、锡浆、清洗剂、无尘布、泡棉垫、双面胶、保护膜、钢网纸、胶水、锡条等。

管理制度
文件名称:工装夹具、设备编号规定 工装夹具、设备编号规定
1. 目的:
为了便于设备的管理,特制定本办法来统一设备的编号
2. 适用范围:
本制度适用于公司内所有的设备和工装夹具
3.定义
3.1 新购置设备或工装夹具安装调试完成后,投入于生产进行对设备编号;
3.2所有的设备和工装夹具,用此规定对设备编号;
4. 职责
4.1 设备正常投入生产,设备管理人员做好设备编号卡,贴在设备正面空白处的位置。
4.2 工装夹具编号,由技术部人员在模具空白处激光打标机打上编号。
4.3 设备编号完成后,由设备管理人员在设备明细登记表输入相关信息并整理归档。
5. 工作程序
5.1生产设备编号规则:
5.2工装模具编号规则:
本公司工装模具分为落料模、成形模、线切割定位夹具和焊接定位夹具四大类。
×
- □ □ □
5.3 其他非标件编码规则
工装模具代号: D :点焊定位夹具; H :焊接定位夹具; C :带环成形模
顺序号。
从01----99,依次排列。
顺序号。
从001----999,依次排列。
代表生产设备 顺序号。
从001----999,依次排列。
代表其他非标件。

第1篇第一章总则第一条为加强模具管理,提高模具利用率,确保产品质量,降低生产成本,特制定本规定。
第二条本规定适用于公司所有模具的管理和使用。
第三条模具管理应遵循以下原则:1. 严格的计划管理;2. 有效的使用管理;3. 严格的维护保养;4. 定期的检查与评估。
第二章模具的分类与编号第四条模具分类:1. 按用途分类:如冲压模具、注塑模具、压铸模具等;2. 按结构分类:如单工位模具、多工位模具、级进模具等;3. 按精度分类:如高精度模具、中精度模具、低精度模具等。
第五条模具编号:1. 模具编号应具有唯一性、系统性、可追溯性;2. 编号格式:XX-XX-XX-XX,其中:- XX-XX:模具类别及型号;- XX:模具制造年份;- XX:模具序号。
第三章模具的采购与验收第六条模具采购:1. 模具采购应遵循公司采购管理制度,严格按照模具需求计划进行;2. 采购部门应选择具备资质、信誉良好的供应商;3. 采购模具应充分考虑模具的性能、精度、使用寿命等因素。
第七条模具验收:1. 模具验收应由质量管理部门负责;2. 验收内容包括模具的型号、规格、精度、表面质量、外观等;3. 验收合格后方可入库。
第四章模具的入库与保管第八条模具入库:1. 模具入库应填写《模具入库单》;2. 入库时应检查模具包装是否完好,确认模具型号、规格、数量等信息无误;3. 模具入库后应按类别、型号、年份等分类存放。
第九条模具保管:1. 模具应存放在干燥、通风、防尘、防潮、防震的环境中;2. 模具应定期检查,发现问题及时处理;3. 模具的保养应符合国家相关标准和行业规范。
第五章模具的使用与维护第十条模具使用:1. 模具使用前应进行必要的检查,确保模具状态良好;2. 操作人员应熟悉模具的结构、性能、操作方法;3. 使用过程中应严格按照操作规程进行,避免人为损坏。
第十一条模具维护:1. 模具使用后应及时清洁,清除模具表面的油污、灰尘等;2. 定期对模具进行润滑,减少磨损;3. 定期检查模具的磨损情况,发现异常及时更换或修复。

本规定适用于本公司常用的工艺文件、工装模具的编号。
一、总则1、为了加强工艺文件的管理、统一工艺文件编号,使工艺文件统一、完整、清晰,达到指导生产操作,保证产品质量的目的。
制定本工艺文件编号规定。
2、工艺文件包括产品制造的工艺守则、工艺方案、制造工艺流程卡、工艺规程、焊接工艺卡、冷作工艺卡、热加工工艺卡、机械加工工艺卡、热处理工艺卡、装配过程工艺卡、工艺试验任务书、工艺验证报告等。
3、工装模具编号属工艺文件编号范围。
二、工艺文件编号规则1、工艺文件编号、工装模具编号用汉语拼音字母,按工艺方法的第一个拼音字母代表一种工艺方法。
2、工艺方法、工装模具编号的字母代号GF-工艺方案 GS-工艺守则 GG-工艺规程 HJ-焊接LZ-冷作 JJ-机加工 RG-热加工 RC-热处理ZP-装配 ZG-制造工艺过程 ZL-制造流程 K-工艺卡 T-通用注:K-用在工艺方法后面 T-用在工艺方法前面GSR-工艺试验任务书 GSB-工艺验证报告YM-压模 ZM-冲模 WGM-弯管模3、中低压和中压以上工作压力焊接工艺卡的编号方法ZD-适用于P<3.8Mpa的锅炉、压力容器通用工艺。
W-适用于工作压力P ≥3.8Mpa 的锅炉、压力容器通用工艺。
注:ZD 、W-用在焊接工艺方法的前面。
三、工艺文件编号的组成1、工艺方案顺序号工艺方案产品代号(型号)例:15HX 循环流化床锅炉制造工艺方案:15HX-GF-01例:50H 甘蔗渣锅炉制造工艺方案:50H-GF-012、工艺守则年份顺序号工艺守则例:2008年编制的《锅炉焊接工艺守则》GS-01-2008《锅炉焊接工艺守则》;例:2008年编制的《锅炉锅筒制造工艺守则》GS-09-2008《锅炉锅筒制造工艺守则》。
3、特定产品工艺卡片顺序号工艺卡工艺方法产品代号(型号)例:15HX循环流化床锅炉焊接工艺卡:15HX-HJK-01例:15HX 循环流化床锅炉冷作工艺卡: 15HX-LZK-014、通用工艺卡片顺序号工艺卡工艺方法通用例:通用焊接工艺卡:T-HjK-01例:通用装配工艺卡:T-ZPK-015、按工作压力分档的焊接工艺卡片顺序号焊接工艺卡ZD或W例:锅炉工作压力P<3.8Mpa的《锅筒管接头焊接工艺卡》。
1目的
为了规范模具编号,便于企业内部制造、生产等方面的有效进行和企业内外的协作与交流。
2范围
本规则适用于本企业自主开发的、企业自身使用的模具的编号。
3总则
3.1 凡本企业开发并生产的模具都必须具有独立的编号。
3.2 模具编号必须与受控文件中的产品图样编号相对应。
4 模具的分类及编号
4.1 一付模具只出一种零件
4.1.1 编号的组成
编号由企业代号和模具顺序好组成,如下所示:
XX XX
阿拉伯数字表示,开发模具时间的先后顺序)
公司名称汉语拼音首字母的组合)
4.2 一付模具同时出多种零件
4.2.1 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和产品种类编号之间用短划“—”隔开,如下所示:
企业代号
4.3 总成产品用模具编号
4.3.1 一个总成产品有多种零件组成,一个零件为一付模具。
4.3.2 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和总成零件编号之间用“.”隔开,如下所示:
企业代号。