细纱机前区压力棒牵伸的效果及工艺优化
- 格式:pdf
- 大小:248.08 KB
- 文档页数:4

并条牵伸对成纱条干不匀的影响在FA302型并条机上进行了并条牵伸、工艺配置对成纱条干均匀度的影响试验,认为并条工艺配置对成纱条干均匀度的影响显著。
采用头并较大的后区牵伸倍数、二并较小的后区牵伸倍数,在加压适宜的条件下,采取较小的罗拉隔距,均可改善成涨条干,提高成纱质量。
0前言条干均匀度是衡量棉纱品质的重要指标之一,是纺纱各工序机械、工艺、操作及原料状态的综合反映。
影响纱条不匀的因素较复杂,其中并条的条干均匀度与细纱成纱条干均匀度有一定的相关性。
并条条子中纤维伸直度好,粗纱结构合理,成纱条干才能达到较好的程度,且纱疵、粗节、细节减少。
笔者通过试验就并条牵伸工艺对成纱条干均匀度的影响进行了分析,探讨了并条工序改善成纱不匀的措施。
1试验条件试验在FA302型并条机上进行,其熟条经A454型粗纱机、FA506AS型细纱机纺C 24 t ex、C29 tex;其中,原棉品级为3.20,品质长度为32.20mm,短绒率为12.02%;试验采用YG135型条干均匀度仪。
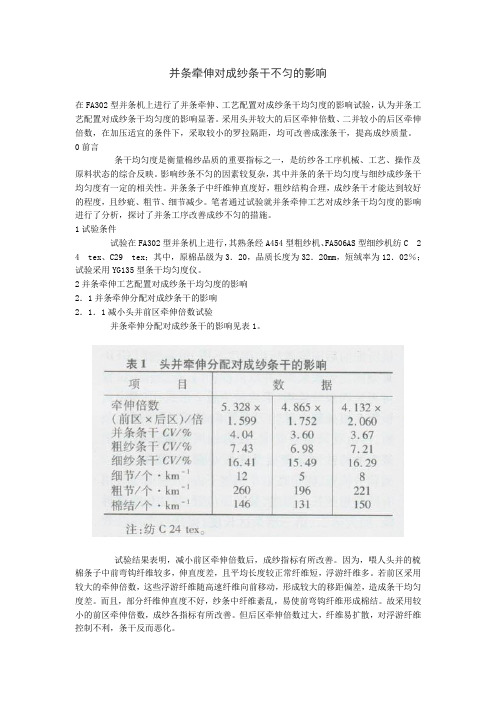
2并条牵伸工艺配置对成纱条干均匀度的影响2.1并条牵伸分配对成纱条干的影响2.1.1减小头并前区牵伸倍数试验并条牵伸分配对成纱条干的影响见表1。
试验结果表明,减小前区牵伸倍数后,成纱指标有所改善。
因为,喂人头并的梳棉条子中前弯钩纤维较多,伸直度差,且平均长度较正常纤维短,浮游纤维多。
若前区采用较大的牵伸倍数,这些浮游纤维随高速纤维向前移动,形成较大的移距偏差,造成条干均匀度差。
而且,部分纤维伸直度不好,纱条中纤维紊乱,易使前弯钩纤维形成棉结。
故采用较小的前区牵伸倍数,成纱各指标有所改善。
但后区牵伸倍数过大,纤维易扩散,对浮游纤维控制不利,条干反而恶化。
2.1.2减小二并后区牵伸倍数试验减小二并后区牵伸倍数试验见表2。
试验结果表明,在末并减小后区牵伸倍数后,成纱指标有所提高。
这是因为喂入末并的条子纤维整齐度、伸直度均有所提高,且后弯钩纤维较多,所以,末并采用减小后区牵伸倍数,即集中前区牵伸的工艺,使牵伸力适当增大,有利于纤维伸直,这样,后弯钩纤维大量被伸直,有利于前区牵伸的稳定,可提高条子质量。