项目四 数控车床工件坐标系的建立(对刀)
- 格式:ppt
- 大小:983.50 KB
- 文档页数:14


数控加工中建立工件坐标系的一种方法报告类
一、介绍
计算机数控加工技术中,工件坐标系是一种重要的概念,可以使
机床更有效地完成加工任务。
为了建立工件坐标系,可以采用3种常
见的方法,分别是绝对测量法、定位孔法和旋转参考面法。
二、绝对测量法
在绝对测量法中,工件坐标系是与刀具直接相关的坐标系,采用
工件本体上的标定点作为测量基准,按照实际加工所需要的数据来设
置坐标系的原点,按照给定的方向对坐标轴进行定义,来建立坐标系。
三、定位孔法
在定位孔法中,需要在工件本体上开若干个定位孔,并将它们与
工件坐标系相关联,以它们为参照,来建立工件坐标系。
该方法主要
用于工件本体有若干测量点的情况,可以有效缩短加工时的测量时间。
四、旋转参考面法
在旋转参考面法中,采用一个参考面作为测量基准点。
通过给定参考面的位置及其角度,来建立工件的坐标系,使机床能够快速有效地完成加工任务。
五、总结
以上是建立工件坐标系的三种常见方法,它们每种方法都有自己的特点和优缺点,主要还是要根据不同加工中实际情况来选择合适的方法。
只有灵活恰当地建立工件坐标系,才能使机床更有效地完成加工任务。
总之,建立工件坐标系是计算机数控加工的一个重要环节,正确的选择和运用工件坐标系建立方法有助于提高机床的加工精度,改善加工效率,实现高质量加工结果。
二、数控车床对刀方法摘要:在没有完成对刀前,数控车床的主轴转动与刀具移动是分离的,只有完成了对刀,主轴的转动与刀具的移动才有机地结合为一体。
关键词:数控车床、对刀、主轴、刀具、工件坐标系、机床坐标、刀偏表数控车床对刀是数控车床操作中的重要组成部分。
数控车床操作包括:编程、对刀、加工三大块。
在没有完成对刀前,数控车床的主轴转动与刀具移动是分离的,只有完成了对刀,主轴的转动与刀具的移动才有机地结合为一体。
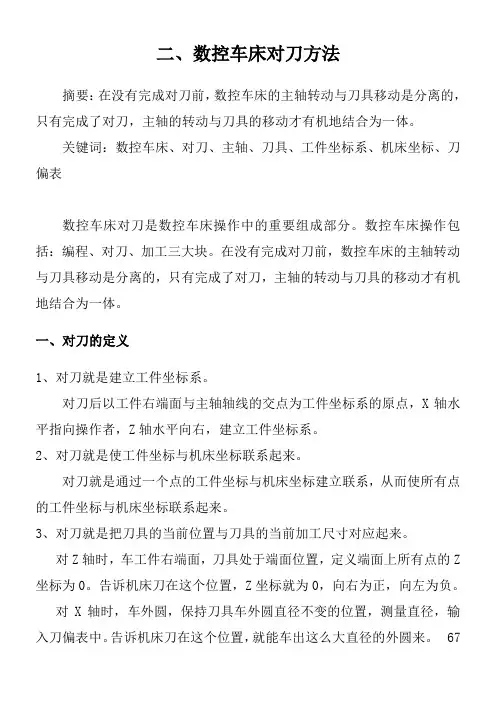
一、对刀的定义1、对刀就是建立工件坐标系。
对刀后以工件右端面与主轴轴线的交点为工件坐标系的原点,X轴水平指向操作者,Z轴水平向右,建立工件坐标系。
2、对刀就是使工件坐标与机床坐标联系起来。
对刀就是通过一个点的工件坐标与机床坐标建立联系,从而使所有点的工件坐标与机床坐标联系起来。
3、对刀就是把刀具的当前位置与刀具的当前加工尺寸对应起来。
对Z轴时,车工件右端面,刀具处于端面位置,定义端面上所有点的Z 坐标为0。
告诉机床刀在这个位置,Z坐标就为0,向右为正,向左为负。
对X轴时,车外圆,保持刀具车外圆直径不变的位置,测量直径,输入刀偏表中。
告诉机床刀在这个位置,就能车出这么大直径的外圆来。
67二、对刀的方法1、外圆车刀对Z轴、X轴均采用试切法。
2、其他车刀对Z轴采用靠近法。
3、其他车刀对X轴采用试切法。
三、对刀的操作步骤1、对刀前回参考点。
2、快速移动车刀至工件附近,到工件右端面向右一小段距离。
3、主轴正转。
4、调整车刀至车一小层端面位置,车端面。
5、保持车刀在端面的位置不变,调出刀偏表,在工具补正/形状中的1号刀补位置输入Z0,按测量。
这样1号刀Z轴就对好了。
6、向右退刀一小段距离,调整车刀至车一小层外圆的位置,车外圆,原速原路返回至右端面外,主轴停转,快速向右移动动车刀至安全换刀位置,测量工件直径,在刀偏表中输入X+直径值,按测量。
这样1号刀X轴就对好了。
7、换刀,主轴正转,移动2号刀刀尖靠近工件端面,使2号刀刀尖恰好处在端面位置,输入Z0。

数控铣床建立工件坐标系及对刀方法1-0-0 坐标系1-1-0 右手笛卡尔直角坐标系(如图1所示)1、右手大拇指、食指、中指分别代表X、Y、Z坐标轴2、三个坐标轴互相垂直3、手指所指方向分别为X、Y、Z轴的正方向4、围绕X、Y、Z轴的回转运动分别用A、B、C旋转坐标轴表示5、回转方向用右手螺旋定则确定:四指顺旋转方向抱着坐标轴(1)大姆指与坐标轴同向为正(2)大姆指与坐标轴反向为负图1右手笛卡尔直角坐标系1-2-0 数控机床运动方向1、刀具相对静止工件而运动2、数控铣床的移动(1)实际工作台沿X与Y轴坐标方向运动,(2)假定工作台静止不动、工作台运动反方向为刀具运动、(3)主轴移动为刀具的Z方向运动3、以刀具运动表示数控机床运动1-3-0 数控铣床机床坐标系1、机床坐标系坐标位置由生产厂家设定,坐标系为XYZ2、机床坐标系原点设定在机床的右面、上面和前面的极限位置上3、机床坐标系Z轴与铣床主轴同轴线,背离工件方向为坐标轴正方向;4、机床坐标系X轴与工件安装面平行,面对工件坐标轴正方向向右;5、机床坐标系Y轴与Z轴和X轴相互正交,由右手直角坐标系原理确定Y坐标轴正方向1-4-0 数控铣床工件坐标系1、工件坐标系是设定在图纸上或者在工件上的坐标系,坐标系为XpYpZp2、工件坐标系设定原则,坐标轴与图纸设计基准重合3、工件坐标系Z轴与主轴轴线平行或重合4、工件坐标系X轴与工件安装面平行或重合5、工件坐标系X轴与Z轴和X轴相互正交6、根据右手直角坐标系原理确定X、Y和Z坐标轴的正方向2-0-0 数控铣床坐标系2-1-0 立式铣床坐标系(如图2所示)1、面对机床立柱2、向右为X轴正方向3、向前为Y轴正方向4、向上为Z轴正方向图2 立式铣床坐标系2-2-0 卧式数控铣床坐标系(如图3所示)1、背对机床立柱(操作数控卧式铣床占具的位置,便于观察刀具对工件的切削加工)2、向右为X轴正方向3、向前为Y轴正方向4、向上为Z轴正方向图3 卧式铣床坐标系3-0-0 板坯零件工件坐标系3-1-0 对称轮廓板坯零件工件坐标系3-1-1 对称轮廓板坯零件建立工件坐标系方法1、工件轮廓左、右面和前、后面分别对称2、工件轮廓最高点为工件坐标系Z坐标原点3、工件坐标系原点为左右对称面交线与工件上表面的交点3-1-2 对刀法建立工件坐标系(如图4所示、刀位尺寸如表1所示)图4 对刀法建立工件坐标系表1刀位尺寸【X】=221X X+【Y】=221YY+【Z】=Z3-1-3工件坐标系与机床坐标系相互位置关系(如表2所示)表2 工件坐标系与机床坐标系相互位置关系3-2-0 非对称轮廓板坯零件工件坐标系3-2-1 非对称轮廓板坯零件建立工件坐标系方法1、工件轮廓上表面的前侧为X坐标轴2、工件轮廓上表面的左侧为Y坐标轴3、工件轮廓上表面为Z坐标轴原点3-2-2 对刀法建立工件坐标系(如图5所示)图5 非对称轮廓板坯零件工件坐标系【X】=X+2D【Y】=Y+2D【Z】=Z3-2-3工件坐标系与机床坐标系相互位置关系(如表3所示)表3 工件坐标系与机床坐标系相互位置关系4-0-0 盘类零件工件坐标系(如图6所示)4-1-0 盘类零件建立工件坐标系方法1、工件坐标系原点在盘类零件中心上2、工件坐标系原点在盘类零件上表面上图6盘类零件工件坐标系4-2-0 对刀法建立工件坐标系(如图7所示)图7 百分表找准建立工件坐标系4-2-1 X和Y方向对刀1、磁力表座将杠杆百分表吸在机床主轴端面上2、手动操作移动表头使表头压住被测表面3、表头旋转一周,指针跳动量在允许对刀误差内,则认定主轴旋转中心与被测圆柱面中心重合4、记录CRT中X、Y坐标,即为工件坐标系原点在机床坐标系中坐标值4-2-2 Z向对刀1、刀具端面与工件上表面接触2、记录CRT中Z坐标,即为工件坐标系原点在机床坐标系中坐标值4-3-0工件坐标系与机床坐标系相互位置关系(如表4所示)表4 工件坐标系与机床坐标系相互位置关系4-4-0 设定工件坐标系方法1、点击键盘OFFSET/SETTING功能键2、按键盘软键“坐标系”3、选择坐标系4、选择坐标轴5、输入对刀对数(工件坐标系坐标轴原点在机床坐标系中坐标值)5-0-0 G92指令5-1-0 G92指令格式指令格式 G92 X A Y B Z C指令功能通过刀具起点或换刀点位置设定工件坐标系指令说明坐标值A、B与C表示刀具起点或换刀点在工件坐标系中坐标值(如图8所示)图8 起点或换刀点位置设定工件坐标系5-2-0 工件坐标系G92指令应用(如图9所示)1、刀位点在新建坐标系中坐标:20、15、102、坐标的相反坐标:-20、-15、-10为新建坐标系原点相对刀位点的坐标图9 G92指令的应用6-0-0 工件坐标系指令G54~G596-1-0 工件坐标系指令G54~G59格式指令格式 G54~G59指令功能设定工作坐标系指令说明对刀法设定工件坐标系零点在机床坐标系中坐标1、运用坐标平移原理2、偏置机床坐标系原点3、寄存偏移参数在G54~G59指令指定的坐标之中6-2-0 机床坐标系表示工件坐标系(G54~G59)坐标X机床=X G54-G59+X工件Y机床=Y G54-G59+Y工件Z机床=Z G54-G59+Z工件式中X机床、Y机床、Z机床为机床坐标系坐标X G54-G59、Y G54-G59、Z G54-G59为工件坐标系原点在机床坐标系中坐标X工件、Y工件、Z工件为工件在工件坐标系中坐标6-3-0 机床坐标系表示工件坐标系G54~G59与工件坐标系G92坐标X机床=X G54-G59+X G92+X工件Y机床=Y G54-G59+Y G92+Y工件Z机床=Z G54-G59+Z G92+Z工件式中X机床、Y机床、Z机床为机床坐标系坐标X G54-G59、Y G54-G59、Z G54-G59为工件坐标系原点在机床坐标系中坐标X G92、Y G92、Z G92为G92坐标系原点在G54~G59坐标系中坐标X工件、Y工件、Z工件为工件在工件坐标系中坐标6-4-0应用机床坐标系表示工作坐标系坐标(如表5所示)。