塑胶模具2D标注规范标准[详]
- 格式:ppt
- 大小:1.39 MB
- 文档页数:49
![塑胶模具2D标注规范标准[详]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/67488bba7f1922791688e8b2.webp)
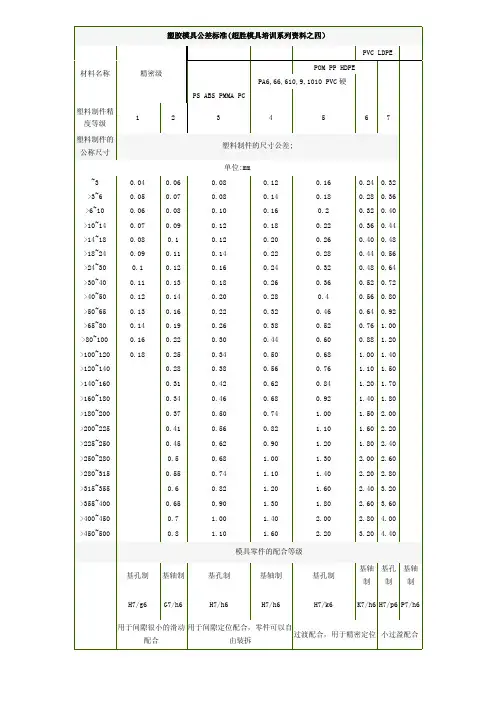
塑胶模具公差标准(超胜模具培训系列资料之四)
材料名称 精密级 PVC LDPE
POM PP HDPE
PA6,66,610,9,1010 PVC硬 PS ABS PMMA PC
塑料制件精度等级 1 2 3 4 5 6 7
塑料制件的公称尺寸 塑料制件的尺寸公差;
单位:mm
~3 0.04 0.06 0.08 0.12 0.16 0.24 0.32
>3~6 0.05 0.07 0.08 0.14 0.18 0.28 0.36
>6~10 0.06 0.08 0.10 0.16 0.2 0.32 0.40
>10~14 0.07 0.09 0.12 0.18 0.22 0.36 0.44
>14~18 0.08 0.1 0.12 0.20 0.26 0.40 0.48 >18~24 0.09 0.11 0.14 0.22 0.28 0.44 0.56
>24~30 0.1 0.12 0.16 0.24 0.32 0.48 0.64
>30~40 0.11 0.13 0.18 0.26 0.36 0.52 0.72
>40~50 0.12 0.14 0.20 0.28 0.4 0.56 0.80
>50~65 0.13 0.16 0.22 0.32 0.46 0.64 0.92
>65~80 0.14 0.19 0.26 0.38 0.52 0.76 1.00
>80~100 0.16 0.22 0.30 0.44 0.60 0.88 1.20
>100~120 0.18 0.25 0.34 0.50 0.68 1.00 1.40
>120~140 0.28 0.38 0.56 0.76 1.10 1.50
>140~160 0.31 0.42 0.62 0.84 1.20 1.70
>160~180 0.34 0.46 0.68 0.92 1.40 1.80
>180~200 0.37 0.50 0.74 1.00 1.50 2.00

文件名称:塑料产品标识和标志设计规范
密级: 内部公开/秘密 HS/QB/
2 塑料产品标识和标志设计规范
1 目的、范围
1.1 目的
为了保护消费者利益,保证产品的品质,加快塑料废弃物分类回收的速度,最终
保护环境和人身健康安全,公司对所有使用的塑料制品进行标识,并加以标志。
1.2 范围
本标准规定了塑料件永久性标识的范围、要求、位置及出口机型海外认证零部件
标识的特殊要求(待补充)。
适用于公司所有产品(洗衣机,微波炉,冰箱等)的塑料制品
2 标识设计规范
产品标识分为A, B两大部分。
2.1 A部分的构成
A部分是产品基本信息标志,主要包括 “SANYO”品牌标记、产品型号、模具编
号、穴号、生产日期等
注:图中“产品型号”“穴号”仅为位置标志,其内容根据实际情况确定是否填写。
图 1 标识 A 部分构成
2.2 B部分的构成
B部分是材料及回收标志, 主要包括材料标识,塑料数字编码,图形符号三部分构成。见示意图图 2。 密级: 内部公开/秘密 HS/QB/
3 图 2 标识 B 部分构成
2.3 A、B 两部分的排布
A、B 两部分的标识要求在零部件的同一个平面内显示出来,在部件的表面积
大小允许的情况下,B 部分的标识要排在 A 部分标识的右侧;如果表面积大小不
允许 A、B 两部分标识左右排布,可将 B 部分标识排在 A 部分标识的下侧,具
体位置由设计人员在图纸上进行标示;如果受部件表面积大小的限制,则 A、B 两
部分标识的具体位置由设计人员视具体情况在图纸上分别进行标示。
2.4 A 部分(产品基本信息标识)设计规范
2.4.1 “三洋企业标志 SANYO”:“SANYO”采用标准黑体字,大小根据空间及要求采用 4mm、5mm、6mm 等规格。
168 塑料模具零部件结构标准及参考图例
第7章注射模零部件结构尺寸及技术要求
7.1 塑料注射模模架
GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
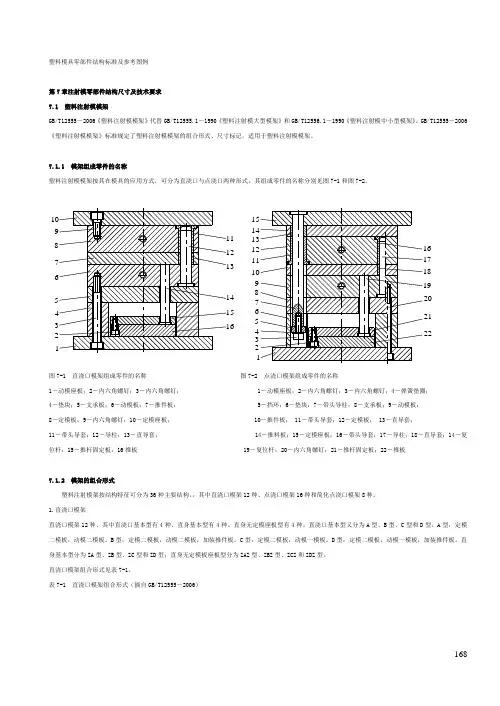
7.1.1 模架组成零件的名称
塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称
1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈;
4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板;
8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;
11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板
7.1.2 模架的组合形式
塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架
直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。直浇口基本型又分为A型、B型、C型和D型。A型:定模二模板,动模二模板。B型:定模二模板,动模二模板,加装推件板。C型:定模二模板,动模一模板。D型:定模二模板,动模一模板,加装推件板。直身基本型分为ZA型、ZB型、ZC型和ZD型;直身无定模板座板型分为ZAZ型、ZBZ型、ZCZ和ZDZ型。

模具零件公差与配合尺寸标注标准标准
(试行版)
编制:编制:
审查:审查:
审批:审批:
批准:
二零壹零年年一月二零壹零年年一月
配合类:
顶针孔类 1、孔位置度公差≤±0.1mm。垂直度≤0.03/30㎜。㎜。
2、孔表面粗糙度1.6。
3、孔尺寸公差如下表:
PP料 顶针取值-0.02mm 顶针孔尺寸公差+顶针孔尺寸公差+0.020.020.02~~0.04mm ABS料 顶针取值-0.02mm 顶针孔尺寸公差+顶针孔尺寸公差+0.030.030.03~~0.06mm
4、远胶口位置非胶料冲击位PP料可略大0.01mmmm。。ABS料可略大0.02mmmm。。
5、若顶针来料、若顶针来料-0.01mm-0.01mm-0.01mm,则公差须相应变动。,则公差须相应变动。,则公差须相应变动。
6、若采用快EDW加工,则快EDW后,孔表面最后须铰加工。后,孔表面最后须铰加工。 司筒孔类
1、孔位置度公差:≤150㎜、±0.03㎜,>150㎜、±0.05㎜。 垂直度
≤0.02/30㎜,㎜, 2、孔表面粗糙度1.6。
3、尺寸公差如下表: PP料 司筒取值-0.02mm 司筒孔尺寸公差+司筒孔尺寸公差+0.010.010.01~~0.03mm ABS料 司筒取值-0.02mm 司筒孔尺寸公差+司筒孔尺寸公差+0.020.020.02~~0.04mm
5、若司筒来料、若司筒来料-0.01mm-0.01mm-0.01mm,则公差须相应变动。,则公差须相应变动。,则公差须相应变动。
6、上述位置度公差为一般精度要求公差、上述位置度公差为一般精度要求公差((非精密模下同非精密模下同))。
7、根据具体产品情况,如果司筒定位精度要求较高,或采用慢EDW控
制位置度公差。制位置度公差。 8、快EDW后,孔表面最后须铰加工。铰加工。
镶件孔类
1、孔位置度公差: ≤150㎜、±0.03㎜, >150㎜、±0.05㎜。