真空自耗电弧炉
- 格式:ppt
- 大小:14.32 MB
- 文档页数:16

1. 镍基合金熔炼工艺国内外镍基高温合金、镍基耐蚀合金、精密合金的熔炼设备主要有真空感应炉、真空自耗炉、电渣炉、电子束炉和等离子电弧炉等。
1)真空感应炉(VIM)真空感应熔炼是一种成熟的真空熔炼方法,是镍基高温合金、耐蚀合金等的重要生产工艺,特别是对于含有铝、钛等活泼元素较多的合金,必须采用真空感应熔炼。
VIM可提供对化学成分最大程度的控制,防止了溶液与大气中氢、氧、氮的接触。
真空下反应的进行和完成比在大气下要快。
除了使溶液均匀外,感应搅拌能持续将反应物带到熔体和真空界面,从而使精炼反应顺利进行。
气体夹杂和痕量元素的蒸发能改善大多数高温合金的力学性能。
VIM缺点在于大多数最终产品都必须进行重熔,主要是为了减少偏析和控制凝固组织以及耐火材料的侵蚀,采用CaO耐火材料坩埚、电磁搅拌、陶瓷过滤等技术均可以有效提高合金的纯净度。
新建3座12 tVIM,熔炼周期14 h/炉,平均每炉产量12 t,年产能18000 t,可满足规划生产真空感应炉锭17685.8 t/a的要求。
2)电渣重熔炉(ESR)电渣冶金是目前生产高品质材料的重要方法,具有纯度高、含硫量低、非金属夹杂物少、钢锭表面光滑、结晶均匀致密、金相组织和化学成分均匀的优点,广泛应用于航天航空、军工、能源、船舶、电子、石化、重型机械和交通等国民经济的重要领域。
电渣重熔的目的是通过将化学精炼和控制凝固结合起来生产高质量铸锭。
电渣重熔过程中,金属材料能够被熔渣有效地精炼,合金中的非金属夹杂物、气体和硫含量显著减少,合金的纯净度提高,因而合金的力学性能得到改善。
电渣熔炼过程中,始终有液态渣的保护,使金属不与空气接触,合金元素烧损低,成分容易控制;避免了熔炼过程中耐火材料的污染;铸锭组织致密,缩孔较小,没有疏松及皮下气泡等缺陷,提高了材料的塑性;设备简单,易于操作。
然而ESR也存在许多不足之处,如熔炼和凝固速率偏低、熔渣吸收气体、活泼元素不易控制以及电极重熔过程经受高温氧化等。
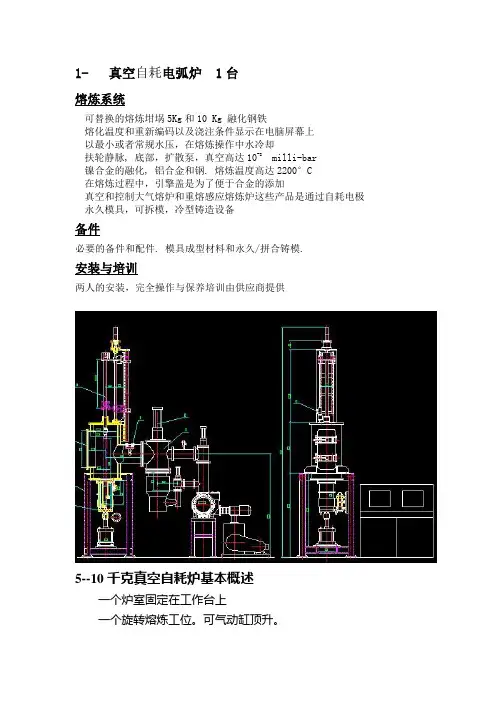
1- 真空自耗电弧炉 1台熔炼系统可替换的熔炼坩埚5Kg和10 Kg 融化钢铁熔化温度和重新编码以及浇注条件显示在电脑屏幕上以最小或者常规水压,在熔炼操作中水冷却扶轮静脉, 底部,扩散泵,真空高达10-8 milli-bar镍合金的融化, 铝合金和钢. 熔炼温度高达2200°C在熔炼过程中,引擎盖是为了便于合金的添加真空和控制大气熔炉和重熔感应熔炼炉这些产品是通过自耗电极永久模具,可拆模,冷型铸造设备备件必要的备件和配件. 模具成型材料和永久/拼合铸模.安装与培训两人的安装,完全操作与保养培训由供应商提供5--10千克真空自耗炉基本概述一个炉室固定在工作台上一个旋转熔炼工位。
可气动缸顶升。
一个KTZJ300.600油增压泵真空系统一个2000安熔炼电源电源满足熔炼4公斤钛及钛合金锭,5.5公斤锆及锆合金锭,7公斤铁及铁合金锭的需要。
环境要求:提供厂房:梁下4000。
设备电源供电电压为:3 相4线AC 380V±7%土木基础施工。
地平处理混凝土浇注厚度大于200mm采购方配合试车工作电网频率:50Hz±1%压缩空气:压力0.6MP a(如有需要)惰性气体(氩气)气体压力:0.4~0.8 MPa(工业冷水机)提供的循环冷却水:进水温度2℃-20℃,进水压力0.25-0.3Mpa,流量8m3/h应急水:压力:0.2-0.3MP a,(由发电机带动冷水机)海绵钛电极密度:3.3 g/cm3(最小)、钛锭4.5海绵锆电极密度:4.7 g/cm3(最小)、锆锭6.5基本技术参数最大熔化重量:≥5.5Kg锆及锆合金(密度6.5g/cm3)海绵钛电极密度:3.4kg/dm3最大熔炼电流:2000A电极杆最大行程:750mm下炉室升降行程: 100mm开路电压:68V工作电压:20-45V真空系统:一台ZL300油增压泵+一台 ZJ-600罗茨泵+一台2H-70滑阀泵泵电极升降速度:0~280mm/min,无级快速速度:500 mm/min极限真空度:≤7×10-2Pa工作真空度: 10-0.67Pa升压率:≤0.1Pa/min)抽空时间从大气压达到0.1Pa ,≤15分钟。
钛及钛合金铸锭氧化和预防摘要:本文详细介绍了钛合金铸锭熔炼过程中头部氧化、侧身氧化、底部氧化、整锭氧化的特征、产生原因的判断、以及钛合金铸锭氧化带来的风险和处理方式。
通过对不同类型钛及钛合金氧化的处理,可以最大限度的降低铸锭增氧的风险,从而满足钛及钛合金氧元素控制要求。
关键词:钛及钛合金;铸锭;氧化分类;电弧炉熔炼前言钛是地壳中分布最广的元素之一,约占地壳总质量的0.6%,仅次于铝、铁、镁,位居于第四位。
钛及钛合金由于比强度高、耐蚀性能好、高温性能优良,广泛用于航空、航天、航海以及医疗等领域。
但钛由于化学性质性质活泼,很容易与空气中的碳、氮、氧、氢等元素发生化学反应。
钛在室温下就与氧发生反应形成一层致密的氧化膜,可以阻止氧进一步向基体扩散。
随着温度的升高,钛与钛合金氧化逐步加快,当温度达到500℃时,钛的氧化膜变得疏松且容易脱落,甚至变硬变脆。
钛合金铸锭目前最长见的熔炼方式是真空自耗电弧炉熔炼,简称VAR熔炼。
为了满足化学成分均匀性的要求,经常需要经过三次真空自耗电弧炉熔炼。
在三次熔炼过程中钛合金头部氧化、端面氧化、侧身氧化和底部氧化,都是最常见的钛及钛合金氧化现象。
严重时,可能发生整锭氧化,导致铸锭氧元素过高,产品不合而报废。
1. 钛及钛合金铸锭氧化的分类。
钛及钛合金目前最常见的熔炼方式为真空自耗电弧炉熔炼,真空自耗熔炼过程中跟钛合金氧化相关的设备及工模具有:真空泵组、闭锁阀及其密封、坩埚系统、充氩系统等。
若设备及工模具漏气,则钛及钛合金铸锭熔炼出炉后,会明显观察到钛合金氧化的现象,主要分为以下四类:头部氧化、侧身氧化、底部氧化、整锭氧化。
头部氧化,即钛及钛合金铸锭头部位置氧化,包含铸锭头部端面和头部侧面。
当只有头部端面氧化时,一般影响相对较小。
当端面和头部侧面均有氧化时,一般相对氧化较为严重。
头部氧化一般发生在熔炼结束以后,闭锁阀、充氩管道和炉室等均与头部氧化存在一定关系。
侧身氧化,即钛及钛合金铸锭侧身位置氧化,一般指仅侧身氧化,其他部位未氧化。
本规程适用于技术(研发)中心钛及钛合金电极的熔炼。
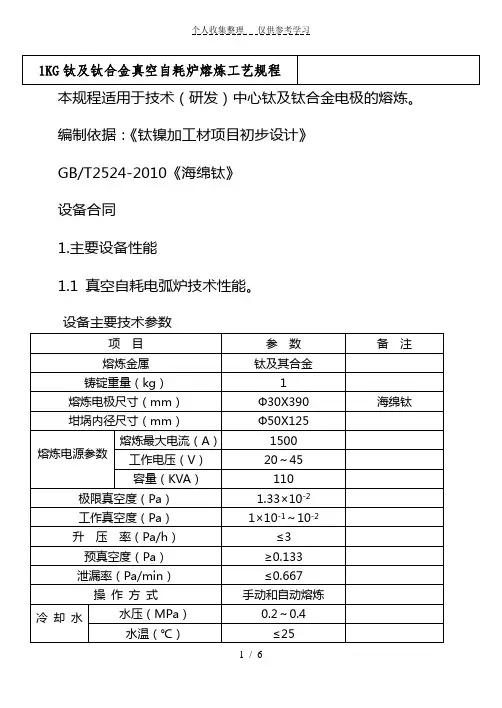
编制依据:《钛镍加工材项目初步设计》GB/T2524-2010《海绵钛》设备合同1.主要设备性能1.1 真空自耗电弧炉技术性能。
设备主要技术参数2.原料原料来自315T制样用自耗电极成形液压机压制的¢30X390的电极3.钛及钛合金熔炼3.1 钛及其合金的熔炼工艺流程水、电、气输送正常—开机—装炉—抽真空—熔炼—坩埚冷却—破真空—取出铜坩锅倒出钛锭—停止工作—关水、关电、关气。
3.2 熔炼工艺参数3.2.1 熔炼工艺参数。
3.2.2熔铸前检查系统并进行预抽空,炉内预真空度不得低于0.133Pa,泄漏率不得大于0.667Pa/min。
3.2.3在熔炼过程中,熔炼电流需逐渐增加。
3.2.4在结晶器周围设有稳弧线圈,以保证熔炼电弧的稳定。
通过“稳弧调节”电位器调节其电流,最大电流为5A。
3.2.5电弧电压的大小代表电弧的长短,熔炼过程中保证弧压的稳定非常重要。
熔炼过程中弧压的大小为0-40V。
3.2.6补缩工艺参数实际生产中生产。
3.3 引弧料同批号的钛料、铺满坩埚底为益。
3.4 注意事项3.4.1 压制完的电极在熔炼前必须放入干燥箱内干燥20~40min,干燥温度在90~105℃之间。
3.4.2 在熔炼开炉前,必须对真空自耗电弧炉的传动系统、冷却系统、电控系统、真空系统及炉体进行检查,检查无误,方可开炉熔炼。
3.4.3抽空真空泵使用必须遵照使用说明书的要求,进行启动、停泵、维护。
3.4.4每炉熔炼工作完成后,必须清洗结晶器。
防止熔炼时电极与结晶器侧壁放电。
3.4.5熔炼期间冷却水不能间断。
3.4.6熔炼进行时,现场要有操作控制人员,观察炉内熔炼情况和监视冷却水水温水压等。
3.4.7 在熔炼完的铸锭或扒完皮的铸锭上,必须有明显的标记。
3.4.8试锭和试样的制备严格按GB/T2524-2010进行。
4.主要工模具4.1熔炼坩埚坩埚的主要结构材质为铜。
必须保证坩埚的清洁、干燥及完整性。
真空自耗电弧炉工艺配方辅助制作系统作者:史继强付寒芳杨君来源:《科技创新与应用》2015年第28期摘要:真空自耗电弧炉是在真空环境中利用电弧作为热源熔炼金属的一种电炉,主要用于熔炼难熔金属及稀有金属,尤其是在钛及钛合金熔炼领域中应用非常广泛。
自二十世纪四十年代出现后,其设备自动化水平提高一直是业界关注的重点。
文章提出一种在真空自耗电弧炉人机界面系统里开发加入工艺曲线自动制作功能,实现方便灵活的工艺设定曲线自动生成。
达到提高工艺制作、录入效率,降低人力成本和错误率的目的。
关键词:真空自耗电弧炉;工艺曲线辅助制作;Intouch脚本1 概述现代化的真空自耗电弧炉控制系统大致经历了人工观察,手动操纵控制;分立元件模拟电路板与继电系统自动控制;仪表与继电系统自动化控制;小型单机PLC集中控制;使用现场总线的大型PLC与工控机配合的集中控制分散执行等几个主要阶段。
近年来工业自动化控制技术进步,大型高性能的PLC集散化控制与高效清晰的人机界面控制已经广泛的应用于真空自耗电弧炉的自动化控制中。
人机界面丰富的功能支持和强大的计算能力为提高自动控制水平提供了基础。
真空自耗电弧炉是多控制对象变量的大型设备。
熔炼过程工艺配方包含大量参数设定,其主要控制对象为熔炼电压和熔炼速度、稳弧磁场强度和冷却水温等。
制定工艺参数广泛使用的是基于模型预测控制(MPC)技术的过程控制方案。
其控制基础包括原料物化反应的热量平衡计算、并参考各主要控制参数之间的耦合关系,一个参数的改变往往带动几个参数随之改变。
目前真空自耗电弧炉的熔炼工艺模型已基本成熟,工艺技术人员在计算编制工艺曲线时,根据现场使用的材料性能指标和设备装置规格型号,在模型规则中转化为可量化的数据,代入到参数计算模型中。
计算结果并逐一录入到人机界面的工艺设置存储区域内。
一条完整的工艺曲线通常包括近200个参数计算和录入,而一般常用工艺曲线也会有十几条,这样一台设备在正常使用前需花费大量的人力和时间成本将工艺曲线录入到控制系统人机界面的工艺配方管理功能中。
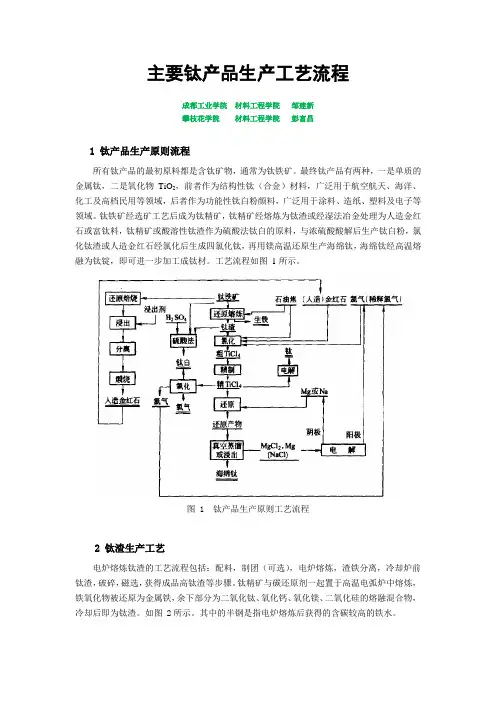
主要钛产品生产工艺流程成都工业学院材料工程学院邹建新攀枝花学院材料工程学院彭富昌1 钛产品生产原则流程所有钛产品的最初原料都是含钛矿物,通常为钛铁矿。
最终钛产品有两种,一是单质的金属钛,二是氧化物TiO2,前者作为结构性钛(合金)材料,广泛用于航空航天、海洋、化工及高档民用等领域,后者作为功能性钛白粉颜料,广泛用于涂料、造纸、塑料及电子等领域。
钛铁矿经选矿工艺后成为钛精矿,钛精矿经熔炼为钛渣或经湿法冶金处理为人造金红石或富钛料,钛精矿或酸溶性钛渣作为硫酸法钛白的原料,与浓硫酸酸解后生产钛白粉,氯化钛渣或人造金红石经氯化后生成四氯化钛,再用镁高温还原生产海绵钛,海绵钛经高温熔融为钛锭,即可进一步加工成钛材。
工艺流程如图1所示。
图 1 钛产品生产原则工艺流程2 钛渣生产工艺电炉熔炼钛渣的工艺流程包括:配料,制团(可选),电炉熔炼,渣铁分离,冷却炉前钛渣,破碎,磁选,获得成品高钛渣等步骤。
钛精矿与碳还原剂一起置于高温电弧炉中熔炼,铁氧化物被还原为金属铁,余下部分为二氧化钛、氧化钙、氧化镁、二氧化硅的熔融混合物,冷却后即为钛渣。
如图 2所示。
其中的半钢是指电炉熔炼后获得的含碳较高的铁水。
图 2 电炉熔炼钛渣的原则工艺流程3 硫酸法钛白粉的生产工艺钛白生产方法包括如下三种:①硫酸法,可生产金红石型和锐钛型钛白;②氯化法,国内仅中信锦州钛业、云南新立、洛阳万基、漯河兴茂、攀钢在生产或在建,国外55%企业采用,只能生产金红石型钛白;③盐酸法,尚未产业化,新西兰曾进行试生产,国内不少学者也开展过实验研究。
生产钛白的硫酸法与氯化法各有优缺点,业界评价褒贬不一。
硫酸法会产生绿矾和废酸,但可综合利用,氯化法产生的氯化废渣处理难度较大,一般只能深埋,国内攀钢集团已开发了一种可以有效回收利用氯化废渣的专有技术。
硫酸法可生产锐钛型钛白,但氯化法不行。
随着环保成本的增加,硫酸法钛白粉厂只要愿意增大资金投入,其“三废”污染问题是可以得到较好解决的。
标准综述《真空自耗炉结晶器》行业标准概述陈欣舒、许军2(1.北京中冶设备研究设计总院有限公司北京100029; 2.烟台万隆真空冶金股份有限公司山东烟台26400(S)摘要:简要介绍了新发布的黑色冶金行业标准Y B/T4782-2019《真空自耗炉结晶器》编制情况,重点介绍了标准的主要技术指标的变化,对企业执行标准具有指导意义关键词:真空电弧;结晶器;标准;概述中图分类号:TB7 T F748.5文献标识码:B文章编号:1003-0514(2021)01-0037-03Summary of the standard of “Vacuum arc melting mould”Chen Xinshu1, Xu Jun2(1.Beijing Metallurgical Equipment Research Design Institute Co., Ltd., Beijing 100029, China;2. Yantai Wanlong Vacuum Metallurgy Co., Lid., Shandong 264006, China)Abstract: This paper brief introduced the revision of “Vacuum arr melting mould’ ,focus on the variety of the main terhniral data in the standarcUt has the directive significance during the corporation implement the standard.Key words: vacuum arc; melting mould; standard; summaryo前言全国目前有几百台真空自耗电极电弧炉,可生 产数十公斤到数十吨的钢锭、钛材锭,为特种金属 材料的后续加工提供优质基材。
第1篇一、实验目的1. 了解真空电弧熔炼的基本原理和操作方法。
2. 掌握真空电弧熔炼设备的使用和维护。
3. 通过实验,提高金属熔炼技术,提高金属熔炼质量。
二、实验原理真空电弧熔炼是一种在真空条件下,利用电弧加热熔炼金属的方法。
其原理是在真空或保护性气氛条件下,通过电弧放电产生的热量来加热和熔炼金属。
真空电弧熔炼具有以下特点:1. 熔炼过程中,金属液免受氧化,有利于金属的提纯。
2. 金属熔炼处于密闭容器中,环境污染小,工作环境好。
3. 熔炼温度高,熔炼速度快,熔炼质量好。
三、实验设备与材料1. 真空电弧熔炼炉:真空度可达10-3Pa,功率为10kW。
2. 电极:采用钨电极,直径为10mm。
3. 金属原料:纯镍、不锈钢、铝合金等。
4. 保温材料:石英砂。
5. 量具:电子秤、温度计、电压表、电流表等。
四、实验步骤1. 准备实验设备,检查真空电弧熔炼炉的真空度、功率等参数是否符合要求。
2. 将金属原料和保温材料放入真空电弧熔炼炉中。
3. 打开真空泵,抽真空至10-3Pa以下。
4. 合上炉盖,启动真空电弧熔炼炉,调整电流和电压,使电弧稳定。
5. 观察熔炼过程,记录熔炼温度、电流、电压等参数。
6. 熔炼结束后,关闭真空泵,停止电弧,待金属凝固后取出熔炼产品。
7. 对熔炼产品进行外观检查和性能测试。
五、实验结果与分析1. 实验过程中,真空电弧熔炼炉的真空度、功率等参数均符合要求。
2. 熔炼过程中,电弧稳定,熔炼温度、电流、电压等参数均记录在案。
3. 熔炼结束后,取出熔炼产品,外观检查未见明显缺陷,性能测试结果如下:(1)纯镍熔炼产品:熔点1435℃,抗拉强度≥590MPa,屈服强度≥345MPa,伸长率≥35%。
(2)不锈钢熔炼产品:熔点约1500℃,抗拉强度≥540MPa,屈服强度≥345MPa,伸长率≥30%。
(3)铝合金熔炼产品:熔点约660℃,抗拉强度≥240MPa,屈服强度≥150MPa,伸长率≥10%。
真空电弧炉
仪器名称:真空电弧炉
仪器分类号:
型号:WKⅡ型非自耗真空电弧炉
购入时间:2006年
价格:18万
制造厂家:北京物科光电技术有限公司
安置地点:G210
所在单位:理学院物理系
所在地址:上大路99号(新校区)
联系人:康保娟
联系电话:66132529
仪器简介:
WK系列非自耗真空电弧炉是在真空条件下充入氩气熔炼各种金属样品的设备,适用于金属材料的研究、实验工作。
可以广泛应用于高纯金属,难熔金属,半导体材料及放射性材料的冶炼及稀土材料的熔炼。
主要技术参数:
熔化物料:7*70g
电极最大电流:550A
引弧方式:手动
工作气体:Ar
真空度:2*10-3Pa
冷却方式:水冷,自动报警
功能:熔炼
应用范围:金属材料的研究、实验工作。
可以广泛应用于高纯金属,难熔金属,半导体材料及放射性材料的冶炼及稀土材料的熔炼。