汽轮机凝汽系统检修项目设计方案
- 格式:doc
- 大小:651.00 KB
- 文档页数:31
汽轮机凝汽系统检修项目设计方案 第一章 汽轮机主要参数和概述 1.1设备特性概述
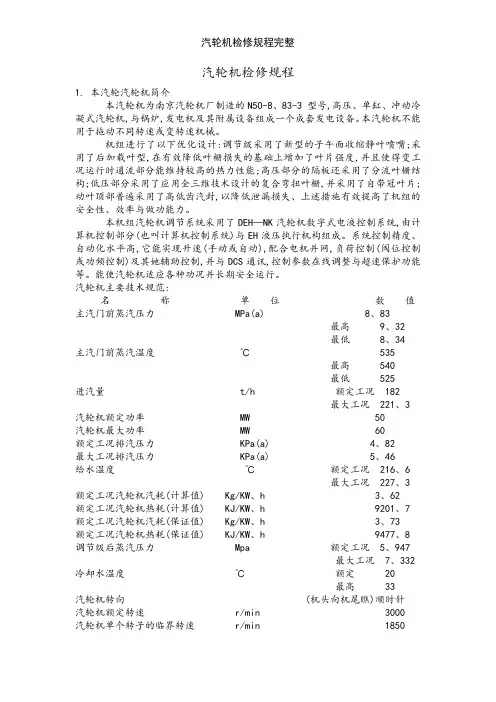
1.11汽轮机主机概述 N300-16.7/537/537型汽轮机是汽轮机厂引进美国西屋公司技术制造的,为亚临界、一次中间再热、高中压合缸、双缸双排汽、单轴、冷凝式汽轮机。
该汽轮机本体由转动和静止两大部分组成,转动部分包括叶栅、叶轮、主轴、联轴器及紧固件,静止部分包括汽缸喷咀室、静叶持环(隔板套)、汽封、轴承、轴承座、滑销系统、机座、有关紧固件组成。机组整个通流部分由高压、中压和低压三部分组成。高压汽缸有一个部分进汽调节的冲动级,和十一个反动式的压力级,中压缸有九个反动式的压力级,低压部分为两分流式,每一流由七个反动式压力级组成,全机共35级。高压蒸汽经主汽门、调速汽门后,由高压上缸三根和下缸三根进汽套管连接到高压缸的喷咀室,蒸汽在高压缸做完功,通过高压外下缸的一个排汽口流到锅炉再热器,蒸汽再热后,通过两个再热主汽阀一调节阀从中压缸下部进入中压缸的进汽室,蒸汽流经中压叶片,通过联通管到低压缸,从低压缸中部经分流环后,分别流向两端的排汽口进入凝结器。
1.2主要技术规 1.2.1型号:N300-16.7/537/537 1.2.2额定转速:3000r/min 1.2.3旋转方向:从汽轮机端向发电机看为顺时针方向 1.2.4功率:额定功率:300MW 最续功率:320MW 1.2.5额定蒸汽参数: 主汽门前压力:16.7MPa 主汽门前温度:537℃ 主汽门前流量:912.7t/h 再热主汽门前压力:3.216MPa 再热主汽门前温度:537℃ 再热主汽门前流量:743.2t/h 1.2.6最终给水温度:额定功率工况为274.9°C 1.2.7冷却水温度: 额定值:20℃; 最高值:33℃ 1.2.8排汽压力: 额定功率工况:0.00539MPa 夏季额定功率工况:0.0118 MPa 1.2.9末级动叶长度:905mm 1.2.10汽轮机保证热耗:额定功率工况时,汽机净热耗:7918.4kj/kw·h 汽耗: 3.031 kj/kw·h 1.2.11 发电机效率:额定功率工况为98.85% 1.2.12配汽方式:喷咀调节或节流调节 1.2.13 给水泵驱动型式:小汽轮机驱动 1.2.14 各级抽汽参数:
汽缸 抽汽 序号 抽汽 级数 供加 热器 抽汽 口数
额定工况
压力(MPa) 温度(°C) 流量 (kg/h) 高压 缸 1 7 1高 1 5.968 387.8 68793
2 11 2高 1 3.573 320.3 74671 中 压 缸 3 16 3高 1 1.616 431.8 36360 4 20 小汽轮机 1 0.734 325.8 31991 除氧器 29241
低 压 缸
5 22 5低 1 0.318 226.2 32401 6 24 6低 1 0.1315 139.5 19962 7 25 7低 2 0.0700 90.2 30742 8 26 8低 4 0.0223 62.5 25567
1.2.15 汽轮机组轴系的临界转速:
轴段名称 一阶临界转速r/min 二阶临界转速r/min 高中压转子 1732 4000 低压转子 1583 4000 发电机转子 867 2256 励磁机转子 2532 4000
1.2.16主要部件重量、材质: 名称 重量 材质 高中压外缸 上缸:33142 下缸:36500 ZG15GRMOA 高中压转子 26535 30GR1M01VA 低压缸外缸 上缸:37060 下缸:92628 Q235-A-0 低压转子 61568 30Gr2Ni4MOVA 1.2.17 汽轮机轴振动围: 正常运行:0.076mm 报警:0.125mm 脱扣:0.25mm 1.2.18 外形尺寸(长×宽×高,包括罩壳)m: 18.069×10.373×6.882(m)
1.3 汽轮机的辅助系统与设备 汽轮机的辅助系统有凝结水系统、给水系统、循环水系统、开式水系统、闭式水系统、真空系统、辅助蒸汽系统、压缩空气系统、调节保护、油系统等。 辅助的设备有高压加热器、低压加热器、除氧器、凝汽器、油系统设备(油箱、启动泵、直交流润滑泵、冷油器、滤油器等)、控制系统设备(DEH、TSI、ETS、开机盘、高中压油动机等) 1.4汽轮机常见的故障和检修 常见故障与处理(见下表) 序号 故障现象 故障原因 处理方法 1 油箱油位下降 系统漏由,事故放油门漏 检查、消漏、加油
2 油系统着火 系统漏油,油滴到蒸汽管上;或轴承油档漏油;或润滑油压太高,油从油档处喷出 消除漏油用灭火器 扑灭火焰,火大停机, 开启事故放油门
3 机组振动 转子不平衡 转子热弯曲,动静部分摩擦 汽封局部摩擦 对中不良 轴承失油干摩擦 找平衡 停机,盘车2h后再启动 停机,盘车2h后再启动 重新找中心 查明失油原因,进行处理 推力瓦严重磨损造成动静部分摩擦 轴承油膜失稳或破坏造成油膜振荡 轴承座不稳定 电机磁场中心不对 电机线圈匝间短路 电机空气间隙偏差超标 停机处理推力瓦 调整轴承比压 重紧地脚螺栓或二次灌浆 调整磁场中心 处理线圈 调整空气间隙
4 推力瓦块温度高 瓦块接触不均匀 装配质量不合标准 前轴承瓦销钉不到位,上下瓦前后错位 进油量少 仪表误差 解体研修 解体重装 重装销钉
检查进油孔 检查调整
5 运行中推力瓦块温度急剧上升 转子轴向位移超过标准,瓦块严重磨损 停机检查
6 轴向推力增大 进入汽轮机主蒸汽带水 高加漏水进入汽缸 通汽部分的机械损坏 蒸汽温度急剧下降 动叶流道积有盐垢 调整蒸汽参数 检修推力瓦,修补或换瓦 揭缸检查,视破坏情况作相应处理 调整蒸汽参数 清理汽道盐垢
7 支持轴承钨金磨损及脱落 轴承钨金间隙处落入杂质 清理轴瓦,研修轴和轴瓦 油间隙不对 瞬间断油 轴电流腐蚀 油质劣化、杂渣、水分等超标 调整间隙 启动直流油泵,检查油系统 测轴瓦绝缘及更换绝缘垫,研刮轴瓦 加强滤油及油质处理,研刮轴瓦
8 汽缸法兰接合面漏气 汽缸法兰接合面局部不平整 汽缸变形 螺栓松紧顺序和紧力不均,不对称或紧力不够 暖机或机组启动过快 涂料不均或有杂质 研刮,加网垫,刷镀 研刮法兰接合面 按螺栓松紧顺序对称拧紧 控制启动温升时间 严格控制涂料质量,重涂涂料
9 调节系统不能维持空负荷运行 调节汽门阀芯漏 调节汽门开度不对或未关严 调节系统整定值偏差 油质不良造成调节部套卡涩 研磨阀芯或重新调整 重新调整汽门开度 重新调整 重新滤油
10 调节系统摆动 管有空气 油压不稳,调速蝶阀偏斜 调节汽门卡涩 调节系统迟缓率过大 特性曲线不符合要求 消除空气 解体检查 解体检查 检查连接件尺寸 更换部件,使特性曲 调节系统部套漏油 线合格 消除漏油 11 危急遮断器拒动或动作没规律 油有杂质,芯杠卡涩 油门卡涩 芯杠弯曲 弹簧变形或断裂 主轴上安装遮断器的孔与轴线不垂直 滤油,清洗 解体检修油门 更换 更换 更换主轴
12 主汽门不严 阀杠卡涩 阀芯阀座不严密 油动机卡涩 解体、检查 研磨阀芯 解体检查
13 调节汽门不严 阀杠卡涩 阀芯阀座不严密 汽门开度不对 调节汽门操纵座的滑架与外壳套之间间隙过小,发生卡涩现象 解体、检修 研磨阀芯 重新调整 增大操纵座滑架与外壳套之间隙
14 抽汽逆止阀不严密 电磁阀失灵 操纵座活塞卡涩 阀杠与密封圈卡涩 操纵座回水孔不畅通 阀芯、阀座不严密 解体检修 解体检查 增大间隙 疏通、增大回水孔 研磨阀芯
15 凝汽器铜管漏 铜管磨损腐蚀 铜管和管板胀口松动 作水压试验,检漏 重新胀管或换管
16 抽汽器失效 射水泵故障 逆止阀失灵 解体检修 解体检修 第二章 凝汽器及附件的检修 2.1.1设备概况 凝气设备是由凝汽器、循环水泵、凝结水泵、抽气设备以及这些部件之间的连接管道和附件组成。
2.1.2凝汽器的作用 一、在汽轮机排汽口建立和维持一定的真空,以增加汽轮机蒸汽的可用焓降,提高汽轮机热效率。 二、汽轮机的排汽凝结成洁净的凝结水,送回锅炉重复使用。 对凝结水和补给水有一级除氧的作用,并且可回收机组启停和正常运行中的疏水,接收机组启动和甩负荷过程中汽轮机旁路系统的排气,减少工质的损失。 2.1.3凝汽器工作原理 凝汽器正常工作时,冷却水由LP侧的两个前水室进入,经过凝汽器HP侧壳体,流入后水室,经循环水连通管水平转向后,通过凝汽器HP侧壳体流至HP侧的前水室并排出凝汽器。蒸汽由汽机排汽口进入凝汽器,然后均匀地分布到管子全长上,经过管束中央通道及两侧通道使蒸汽能够全面地进入主管束区,与冷却水进行热交换后被凝结;部分蒸汽由中间通道及两侧通道进入热井对凝结水进行回热。LP侧壳体凝结水经LP侧壳体部分蒸汽回热后被引入凝结水回热管系,并经凝结水连通管流入HP侧热井,通过淋水盘与HP侧壳体中凝结水汇合,同时被HP侧壳体中部分蒸汽回热,以消除过冷度,起到除氧作用,被回热的凝结水汇集于热井中,由凝结水泵抽出,升压后输入主凝结水系统。HP侧壳体与LP侧壳体剩余的汽气混合物经空冷区再次进行热交换后,少量未凝结的蒸汽和空气混合物经抽气口由抽真空设备抽出
2.1.4凝汽器的结构 目前火电厂和核电站广泛使用表面市凝汽器,其特点是冷却介质与蒸汽经过管壁间接换热,从而保证了凝结水的洁净。 2.1.4.1表面式凝汽器