退火炉燃烧控制概论
- 格式:ppt
- 大小:1.85 MB
- 文档页数:18
2008年第2期新疆钢铁总106期冷轧罩式退火炉燃烧控制改进赵坤刘志安(新疆八一钢铁股份有限公司)摘要:因八钢工业煤气热值不稳定。
对冷轧罩式退火炉加热、保温曲线产生不利影响。
介绍了对罩式退火炉燃烧控制的程序优化,通过动态调节燃烧空煤比等方法,满足了生产的需要。
关键词:煤气}含氧量;热值;空煤比;动态调节中图分类号:TG33文献标识码:B文章编号:1672—4224(2008)02一0050—03l前言2退火过程中存在的问题目l】暑噬火坦硅甲仔任刖I口J题八钢公司冷轧厂罩式退火炉使用氢气作为密闭退火炉内还原气氛,利用氢气分子小,还原性好的特点达到优良的退火效果。
制造方EB N ER公司原产罩式退火炉加热主要使用天然气作为燃烧介质,因八钢使用工业煤气的要求,将罩式炉改造为适用于工业煤气,设计要求八钢提供工业煤气热值稳定,保证热值在8778kJ/m3以上。
罩式退火分11步,其中加热是罩式退火炉中影响生产效率、质量最关键的一步。
罩式退火炉加热系统是通过8个高压烧嘴分两层均匀环状分布在加热罩周围,通过点火电极点燃,使用uV传感器及燃烧控制器监控火焰,加热包含升温过程和保温过程。
加热罩技术数据:设计加热罩温度达850℃;电机额定功率为15kW;加热罩重量约15t加热曲线的好坏直接影响到冷硬卷的质量、产量。
理想升温曲线是一条平滑的上升曲线,保温阶段是一条波动范围很小的直线。
由于八钢工业每期热值波动较大,直接影响到退火炉燃烧控制系统加热效果。
罩式退火炉加热燃烧控制采用恒定空燃比配给空气与煤气流量。
使用燃烧介质为八钢自产混合煤气。
混合煤气的热值范围为8000~16000K J/m3,使用过程中热值波动范围大。
2004年10月调试阶段,调试人员根据当时实际供应煤气热值状况将空燃比设定为4.6(该值对应热值约为15800kJ/m3),空燃比不随热值波动变化,为定值。
在实际燃烧中发现:当热值高时,表现为煤气过剩,烟气含氧量低,导致加热罩灭火.火点不着,无法加热;当热值低时,表现为空气过剩,烟气含氧量高,导致加热罩升温慢。
在无取向硅钢连续退火机组中,为了将带钢的含碳量降到一定的范围,需要在炉内通入湿的保护气体,保护气体中的H 2O 可以与C 发生反映:H 2O+C=H 2+CO,完成脱碳过程。
在脱碳过程中,因为H 2O 与Fe 也会发生反应:H 2O+Fe=FeO+H 2[1],所以保护气体中需要加入一定浓度的氢气,用来还原被氧化的带钢。
因为氢气属于易燃易爆气体,所以在使用过程中需要格外的注意安全的问题。
为了控制炉内的氢气分布,需要精确控制各处的炉压值,使炉内的氢气可以按照设计好的路线流动,最终从温度较高的炉子入口处溢出,直接在空气中烧掉。
要防止氢气流向低温炉段,因为氢气在低温炉段聚集会有爆炸的危险。
为了实现上述目的,需要将炉内压力分布情况控制为从入口到出口程逐步递增的趋势。
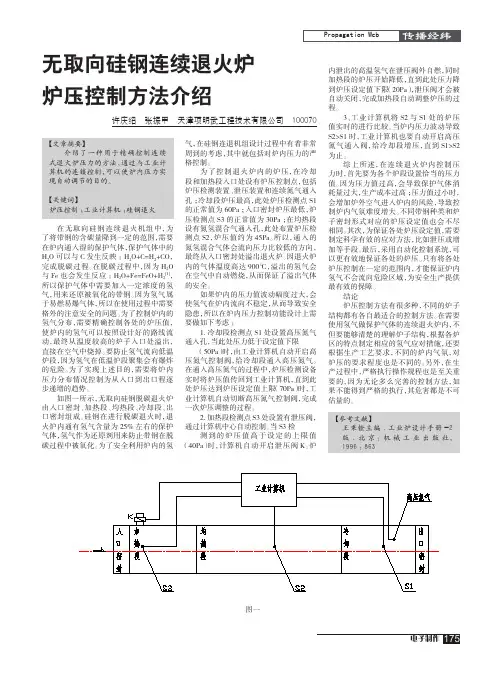
如图一所示,无取向硅钢脱碳退火炉由入口密封、加热段、均热段、冷却段、出口密封组成。
硅钢在进行脱碳退火时,退火炉内通有氢气含量为25%左右的保护气体,氢气作为还原剂用来防止带钢在脱碳过程中被氧化。
为了安全利用炉内的氢气,在硅钢连退机组设计过程中有着非常周到的考虑,其中就包括对炉内压力的严格控制。
为了控制退火炉内的炉压,在冷却段和加热段入口处设有炉压控制点,包括炉压检测装置、泄压装置和连续氮气通入孔;冷却段炉压最高,此处炉压检测点S1的正常值为60Pa ;入口密封炉压最低,炉压检测点S3的正常值为30Pa ;在均热段设有氮氢混合气通入孔,此处布置炉压检测点S2,炉压值约为45Pa。
所以,通入的氮氢混合气体会流向压力比较低的方向,最终从入口密封处溢出退火炉。
因退火炉内的气体温度高达900℃,溢出的氢气会在空气中自动燃烧,从而保证了溢出气体的安全。
如果炉内的压力值波动幅度过大,会使氢气在炉内流向不稳定,从而导致安全隐患,所以在炉内压力控制功能设计上需要做如下考虑:1.冷却段检测点S1处设置高压氮气通入孔,当此处压力低于设定值下限(50Pa)时,由工业计算机自动开启高压氮气控制阀,给冷却段通入高压氮气。