零件加工工艺过程表
- 格式:pdf
- 大小:904.82 KB
- 文档页数:25
机械加工工艺过程卡片及工序卡
学生姓名 届 2021
学院〔系〕机械学院 专业机械工程及自动化
指导教师 职称 副教授
天津理工大学 机械加工工艺过程卡片 产品型号 492Q 零件图号 760-1004050 共〔3〕页
产品名称 连杆总成 零件名称 连杆 第〔1〕页
材料牌号 45Mn 毛坯种类 锻件 毛坯外形尺寸 每件毛坯可制件数 每台件数 4 备注
工
序
号 工序
名称
工 序 内 容 车间 工段 设备 工 艺 装 备 工 时
准终 单件
外检 按毛坯图技术要求,抽检锻件毛坯
01 铣工 锻件毛坯,杆体按其平面厚度尺寸进行分组堆放 0.8
02 铣工 粗铣盖两大平面 端面铣床 J-01,D-01,卡尺 3.1
03 钳工 粗铣杆两大平面 X52 J-02,D-02,卡尺 3.1
04 钳工 钻小头孔 Z535 J-03,锥钻Φ24.5,卡尺 3
05 小头孔倒角 Z535 J-04,锥钻Φ28 0.96
06 磨工 粗磨杆盖两大平面 M7130 电磁吸盘,锉刀,研轮GB60ZRAP350×40×127,千分尺25~50, 杆2.17
盖2.5
07 车工 半精镗小头孔 镗床 J-05,D-05
内径表25~50,专检具 2
08 铣工 粗铣杆对口面 端面铣床 J-06,D-06,锉刀,专检具,卡尺 2.4
09 铣工 粗铣盖对口面 X51 平口虎钳,锉刀,卡尺 1.72
10 铣工 铣两侧定位面 端面铣床 J-07,D-07
千分尺75~100,锉刀 3
11 钳工 打号码 平口钳 4#字头,平口钳,榔头 1.5
12 车工 粗镗大头孔 车床 J-08,D-08,锉刀,卡尺 4.37
希望对大家有所帮助,多谢您的浏览!
授课:XXX 轴类零件加工工艺过程
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
轴类零件是常见的零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。
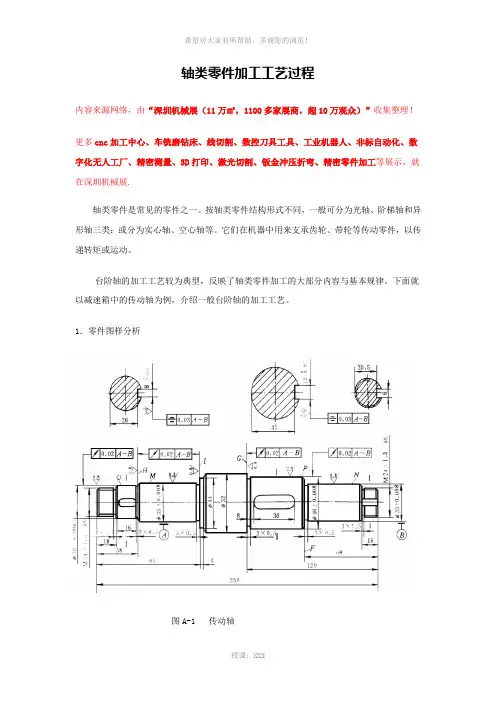
1.零件图样分析
图A-1 传动轴希望对大家有所帮助,多谢您的浏览!
授课:XXX 图A-1所示零件是减速器中的传动轴。它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予得到确保。因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。
2.确定毛坯
该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。
3.确定主要表面的加工方法
传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外圆表面的加工方案(参考表A-3)可为:

车床主轴加工工艺过程
图车床主轴零件简图
表主轴加工工艺过程
序号 工序名称 工序简图 加工设备
1 备料
2 精锻 立式精锻机
3 热处理 正火
4 锯头 锯床
5 铣端面;打中心孔 专用机床
6 粗车外圆 车各外圆面 卧式车床
7 热处理 调质220〜240HBS
8 车大端
各部
卧式车床
C620B
9 仿形车小端各部
仿形车床
CE7120
10 钻深孔
专用深孔
钻床
11 车小端内锥孔(配
1:20锥堵)
卧式车床
C620B
12 车大端锥孔(配锥
堵);车前端圆锥面
及端面
卧式车床
C620B
13 钻大端端面各孔
钻模,Z55
钻床
14 热处理 高频淬火$ 90g5mm短锥及锥孔,45〜50HRC
15 精车各外圆并车槽
数控车床
CSK6163
16 粗磨外圆二段
万能外圆磨
床 M1432
17 粗磨锥孔
内圆磨床
M2120
18 粗精铣花键
花键铣床
YB6016
19 铣键槽
铳床X52
20 车大端内侧面及三
段螺纹(配螺母)
卧式车床
CA6410
21 粗精磨各外圆及
E、F两端面
万能外圆磨
床 M1432A
22 粗精磨圆锥面
专用组合磨
床
23 精磨内锥孔
主轴锥孔磨
床
24 检查 按图样技术要求项目检查
工艺过程卡以及工序卡 1 .
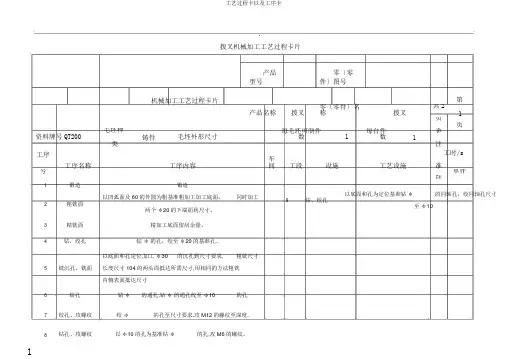
拨叉机械加工工艺过程卡片
产品型号 零〔零件〕图号
机械加工工艺过程卡片 第
产品名称 拨叉 零〔零件〕名称 拨叉 共2
1
页
页
资料牌号QT200 毛坯种
毛坯外形尺寸 每毛坯可制件数 1 每台件数 备
铸件 1
类 注
工序 工时/s
工序内容 车间 工段
设施 工艺设施 准 工序名称 号 单件
终
1 锻造 锻造
2 粗铣面 以凹弧面及60的外圆为粗基准粗加工加工底面, 同时加工
两个φ20的下端面到尺寸。
3 精铣面 精加工底面留刮余量,
4 钻、绞孔 钻φ的孔,绞至φ20的基准孔。
以底面和孔定位,加工φ30 的沉孔到尺寸要求, 粗铣尺寸
5 铣沉孔、铣面 长度尺寸104的两头面抵达所需尺寸,用相同的方法粗铣
内侧表面抵达尺寸
6 钻孔 钻φ 的通孔,钻φ的通孔绞至φ10 的孔
7 绞孔、攻螺纹 绞φ 的孔至尺寸要求,攻M12的螺纹至深度.
8 钻孔、攻螺纹 以φ10的孔为基准钻φ 的孔,攻M6的螺纹。 9 钻、绞孔 以底面和孔为定位基准钻φ 的同轴孔,绞同轴孔尺寸
至φ10
工艺过程卡以及工序卡
2 铸工
机工 X62卧式铣床 专用夹具、端面铣刀、三
用游标卡尺
机工 X62卧式铣床 专用夹具、端面铣刀、三
用游标卡尺
机工 Z525型立式钻 专用夹具、麻花钻、硬质
床 合金锥柄绞、内径千分尺
机工 X51立式铣床 专用夹具、端面铣刀、三
用游标卡尺 机工 Z525型立式钻 专用夹具、麻花钻、内径
床 千分尺
机工 Z525型立式钻 专用夹具、硬质合金锥柄
床 绞、丝锥、内径千分尺
机工 Z525型立式钻 专用夹具、麻花钻、丝锥、
床 内径千分尺
机工 Z525型立式钻 专用夹具、麻花钻、硬质