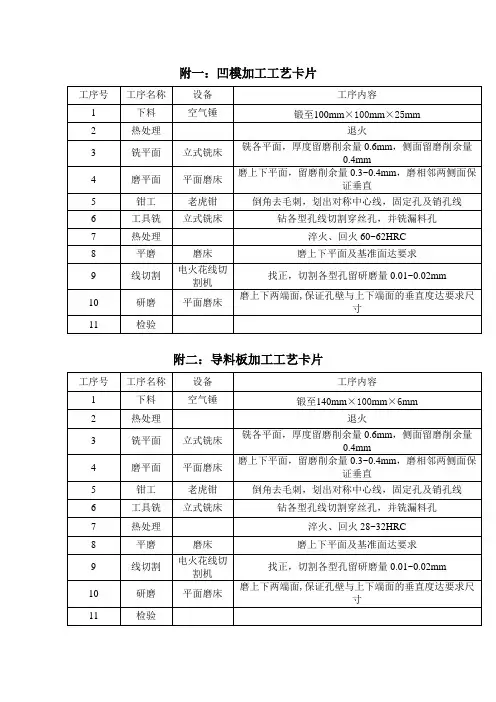
工艺过程卡片及设备操作规程修改版
- 格式:xlsx
- 大小:10.19 MB
- 文档页数:12
文件编号
WI-M-100版本A/1
编制人审核人
生效日期2015/12/17页数1/1车床操作规程
工艺过程卡名称
1:目的
本规程用于指导操作者正确操作和使用车床设备
4:注意事项
1、无论任何情况,不允许2人同时操作一台设备,且操作者需经过专业培训方能上岗;
2、禁止非工作人员擅自进入工作区;
3、加工作业前应认真阅读图纸及技术资料;
4、严禁操作人员戴手套作业;留长发应戴工作帽,以确保人身安全;
5、首件必须经自检合格或由专门品质人员检验合格后方可进入批量作业;
6、爱惜设备及刀具,加工时及时清除导轨,丝杠切屑,以免切屑损坏导轨、丝杠设备出现
异常现象应及时反馈至车间负责人,严禁继续开机和私自拆修设备 3:操作步骤
1、使用前按照设备日常保养点检表做保养;
2、接通主电源后,操作人员应认真检查各手柄位置,
工作灯是否良好,将尾架置于最右端,并检查清除导轨、
丝杠切屑或其它异物;
3、确认可安全开机后,以低速开机并空转3-5分钟;
4、操作人员上机作业时应集中精力,严禁车床运行时人机分离;
5、严禁未停车或主轴未停稳时装卸、测量工件或变速,以免造成人身伤害;
6、刀具和工件夹装必须牢靠,严禁试切时、对刀时大刀切削,以免工件、刀具飞出或断刀
伤人;
7、切屑飞溅时应及时遮挡,清除切屑要用铁钩,以免造成人身伤害;
8、严禁频繁启动及正反转,或者反转制动,以免烧坏设备电气系统或撞击坏齿轮;
9、下班或设备长时待用时应关闭总电源,以免造成事故,并清理设备及现场;2:适用范围
本规程适用于指导本公司所有型号车床的操作与安全操作
急停,启动开关变速箱
丝杆,光杆操纵杆卡盘刀架
导轨
文件编号WI-M-101版本A/1
编制人审核人
生效日期2015/12/17页数1/1氩弧焊机操作规程
1:目的
本规程用于指导操作者正确操作和使用氩弧焊设备
4:注意事项
1 无论任何情况,不允许2人同时操作一台设备,且操作者需经过专业培训方能上岗,禁止
非工作人员擅自进入工作区;
2 氩气瓶须直立放置在标志区域,不得倒放,使用时需检查确认氩气减压阀、管接头不得
沾有油脂。换气瓶后,应测试并确认无外漏;
3 更换钨针时,必须切断电源,磨削钨针时,操作人员必须戴手套和口罩,磨削下来的粉
尘,应及时清除;
4 焊机作业附近不得放置易燃、易爆物品,工作场所应有良好的通风措施,消防器材摆放
位置合理,工作人员必须掌握其操作方法,并定期检查其是否完好、是否过期;
设备异常时严禁继续开机和私自拆修设备,应及时上报车间负责人 3:操作步骤
1 使用前按照设备日常保养点检表做保养;
2 按总开关,根据焊接对象的材质确定电流(见上表);
3 将待焊接的工件或组件装配ok;
1)环焊:将脚踏开关接到焊机开关孔→拿取工件夹持在三转卡盘上→调整焊枪至可起弧位
置→接通卡盘下方的电源开关→右侧的按键依次选手动、反转;按长转/停止键并调节转速
→拉上护目镜→踩住开关开始焊接→焊接时通过护目镜观察焊接情况→待焊接完成后松开
脚踏开关→按长转/停止键。2)断面焊:将焊枪上的手动开关接到焊机开关孔→拿取工件夹
持在钳台上→戴上头盔,按下焊枪上的开关开始焊接→焊接时一直通过头盔护目镜观察焊
接情况→待焊接完成后松开手动开关。
3)拧开卡盘或钳台,取下零件(须做防护措施,避免烫伤)
4)作业后,应关闭总开关和气源,焊接人员必须及时脱去工作服、清洗手脸和外露的皮
肤;2:适用范围
本规程适用于指导本公司所有型号氩弧焊机的操作
焊枪开关孔
总开关转速调节最大最大18-2022-2528-3242-4870-8055-6840-5035-45氩弧焊机焊接参数参考值转速()参数电流(封底焊转速()电流()环焊管号
Φ16(1.5Φ12(1.5Φ10(1.0Φ8(1.5
文件编号
WI-M-102版本A/1
编制人审核人
生效日期2015/12/17页数1/1激光焊机操作规程
1:目的
本规程用于指导操作者正确操作和使用激光焊设备
4:注意事项
1 无论任何情况,不允许2人同时操作一台设备,且操作者需经过专业培训方能上岗;
2 禁止非工作人员擅自进入工作区;
3 为保护激光器,打标工作前、后冷水机需无负荷运行3分钟;
4 冷却系统出现故障时,不得开机工作;
5 激光器工作期间,切勿用眼睛正视激光束,也切勿让身体(如手)接触激光束,以免造
成伤害;
6 如需对机器进行检修,一定要断电,且要确定储能电容器上的电荷已经泄放完了,方能
进行,以免造成触电事故;
7 不准私自拆卸设备,注意日常维护、使用管理;
8 作业区域不得放置易燃、易爆物品;
9 设备异常时严禁继续开机和私自拆修设备,应及时上报车间负责人;
10 消防器材摆放位置合理,工作人员必须掌握其操作方法,并定期检查其是否完好、是否
过期 3:操作步骤
使用前按照设备日常保养点检表做保养;
开机步骤:1 接通外部供电电源→开启前控制面板旋转钥匙开关→等待1分钟→打开侧面空
气开关→等待继电器接通并显示OK→常规产品调节水平值至21(壁厚小于0.5的调至15)→
拧开三爪卡盘→放入待焊接工件→打开Aiming对位灯→借助红光粗调、显示器微调,定好
X/Y/Z向位置→脚踩开关开始焊接;
焊接时不可用眼睛直视焊接激光,相同位置需多次焊接的需要旋转转盘任意角度,在不同
位置起焊;完成焊接后取下焊接产品时应有防护措施,避免烫伤;
关机步骤:2 在侧面控制面板按“ESC”→选择“系统”→选择“OK”→关闭空气开关→关
闭前控制面板上的旋转钥匙开关→关闭外部电源2:适用范围
本规程适用于指导本公司W150SA型激光焊机的操作
钥匙开关
空气开关Aiming对位灯起焊调节转盘
X
Z
Y
文件编号
WI-M-103
版本A/1
编制人审核人
生效日期2015/12/17页数1/1
1:目的
本规程用于指导操作
2:适用范围
本规程适用于指导本
3:操作步骤
一:铠装丝裁切作业
1 打开护板→逆时针
2 塞入铠装丝→顺时
刀架定位螺栓)→再
时针旋转刀架定位螺
3 接通电源→并启动
无法再旋动时(刀架
裁切口可以放入铠装
二:震粉:
1 接通震粉开关和超
宜)→左右掰折至完
为宜)→脚踩开关压
然不能完成震粉→需
备注:长度调节器不
4:注意事项
1 无论任何情况,不
2 禁止非工作人员擅
3 设备异常时严禁继
用管理;
4 作业区域不得放置
5 消防器材摆放位置
过期激光打标机操作规程
本规程适用于指导本公司YAG-50型激光打标机的操作。1:目的
本规程用于指导操作者正确操作和使用激光打标设备。
4:注意事项
1 无论任何情况,不允许2人同时操作一台设备,且操作者需经过专业培训方能上岗;
禁止非工作人员擅自进入工作区;
2 为保护激光器,打标工作前、后冷水机需无负荷运行3分钟;
3 冷却系统出现故障时,不得开机工作;
4 激光器工作期间,切勿用眼睛正视激光束,也切勿让身体(如手)接触激光束,以免造
成伤害;
5 如需对机器进行检修,一定要断电,且要确定储能电容器上的电荷已经泄放完了,方能
进行,以免造成触电事故;
6 不准私自拆卸设备,注意日常维护、使用管理;
7 作业区域不得放置易燃、易爆物品;
8 设备异常时严禁继续开机和私自拆修设备,应及时上报车间负责人;
9 消防器材摆放位置合理,工作人员必须掌握其操作方法,并定期检查其是否完好、是否
过期 3:操作步骤
使用前按照设备日常保养点检表做保养;
开机步骤:1 接通外部供电电源→在主控箱上顺时针旋转钥匙开关→按下总启动开关,观
察确认冷水机是否正常工作 →打开工控机及显示器电源→打开打标软件→空打标一次,→
再启动电源前面板上的空气开关→调节电流按钮至最小→按激光启动按钮→ 打开Q开关→
等待3分钟后接通主控箱上振镜开关→调节电流在13-14之间→在打标软件中输入打标内容
“TESTECK+序列号”调整位置、大小→放置产品在打标位置→调节固定平台高度定焦→打
标(每次打标之前需用废料试打标一次);
备注:
焊接时不可用眼睛直视激光打标位置;
关机步骤:调节电流至最低→关闭振镜和Q开关→按激光关闭按钮→推出打标软件→关机并
关闭工控电源→3分钟后关闭空气开关和钥匙开关→关闭外部供电电源
2:适用范围
刀架定位螺长度调节
Q开关空气开关钥匙开关
总启动开关激光启动
电流调节
激光关闭工控机开
振镜开关文件编号WI-M-104
版本
A/1文件编号
编制人审核人编制人
生效日期2015/12/17页数1/1生效日期 数
3:操作步骤
1、使用前按照设备日常保养点检表做
2、加工零件时,应立即将防护门闭紧
3、工件必须装夹牢固,以免松动造成
4、每道加工程序走完后,待工作台回
5、机床动转时,操作者不得离开,应
6、机床上各类部件,安全防松装置不
7、工作结束对设备进行日常检查保养
开机步骤:
打开电源开关-→开启电脑主机-→点开
启吸尘器-→对刀-→模拟加工:( 确
关机步骤:
首先关掉电脑主机-→关闭冷却器-→关本规程适用于指导本公司数控加工中心
1、无论任何情况,不允许2人同时操作
2、 禁止非工作人员擅自进入工作区;
3、冷却系统出现故障时,不得开机工
4、操作人员必须戴口罩;
5、设备异常时严禁继续开机和私自拆
管理;
4、作业区域不得放置易燃、易爆物品4:注意事项导操作者正确操作和使用铠装丝裁切震粉机。
指导本公司HYXJ-A型铠装丝裁切震粉机的操作与安全操作。
切作业:
逆时针旋动转盘→将切刀退回至裁切口可以放入铠装丝;
→顺时针旋动转盘将切刀切口刚好贴住铠装丝(如转盘锁死,则顺时针旋转
)→再逆时针旋转刀架定位螺栓至其抵住刀架;根据裁切的铠装丝规格,顺
定位螺栓3-7个单位完成调刀;
并启动裁切机→左手架住铠装丝→右手顺时针旋动转盘→开始裁切→当转盘
(刀架抵住刀架定位螺栓)→已经裁切ok,逆时针旋动转盘→将切刀退回至
入铠装丝;开始下一次裁切。
关和超声波开关→将铠装丝裁切端卡入合适的卡槽(裁切痕露出卡槽1-2mm为
折至完全断裂→ 将裁切端放置在震粉压头凹槽内(裁切掉部分完全塞入凹槽
开关压合(每次2-3S)至裁切端保护壳与芯线脱落→完成震粉(如压2-3此仍
粉→需调整压头铠装丝位置或增大震粉功率)。
节器不适合我公司产品,铠装丝裁切时深入长度需人工目视定位。
况,不允许2人同时操作一台设备,且操作者需经过专业培训方能上岗;
人员擅自进入工作区;
严禁继续开机和私自拆修设备,应及时上报车间负责人,注意日常维护、使
得放置易燃、易爆物品;
放位置合理,工作人员必须掌握其操作方法,并定期检查其是否完好、是否2:适用范围本规程用于指导操作者正确操作和使用1:目的 铠装丝裁切震粉机操作规程
定位螺转盘
度调节器