注塑成形有限元分析《材料成形计算机过程分析与仿真》
- 格式:doc
- 大小:3.27 MB
- 文档页数:15


强化塑性过程中材料本构模型的建立与仿真在强化塑性过程中,材料本构模型的建立与仿真是一个关键的研究领域。
材料在塑性变形过程中,会经历复杂的力学行为和材料结构变化,这使得建立合适的本构模型成为必要的步骤。
本文将重点探讨强化塑性过程中材料本构模型的建立与仿真,以及如何有效地应用于实际工程领域。
材料的本构模型是描述材料力学行为的数学模型。
在塑性变形过程中,材料会发生变形、屈服、硬化等现象,因此需要建立一种能够准确描述这些行为的本构模型。
目前常用的本构模型包括弹塑性本构模型、本构硬化模型和粘弹塑性本构模型等。
这些模型都基于一定的假设和实验数据,通过数学方法来描述材料的静态和动态力学行为。
建立材料本构模型的关键在于确定模型参数。
这些参数通常通过实验测试获得,如拉伸试验、压缩试验、剪切试验等。
通过这些试验数据,可以计算出材料的应力-应变曲线,并用合适的数学函数来拟合曲线。
拟合得到的函数表达式便是本构模型的数学表达式,而模型参数则是拟合函数中的常数。
通常情况下,根据实验数据选择的函数形式是经验性的,并且需要在实际工程领域进行验证。
除了实验数据,材料的微观结构和晶体结构也会对本构模型的建立产生影响。
例如,在金属材料中,晶界的位错运动和晶粒边界的相互作用会导致塑性变形的非均匀性,从而影响本构模型的准确性。
因此,理解材料的微观结构和物理机制对于建立可靠的本构模型非常重要。
近年来,随着计算机模拟技术的发展,通过分子动力学模拟和有限元模拟等方法可以更好地揭示材料的微观行为,从而更准确地建立材料的本构模型。
建立好本构模型后,需要进行仿真分析来验证模型的准确性。
仿真分析通过数值计算方法对材料的力学行为进行模拟,从而得到与实验相类似或一致的结果。
常用的数值计算方法有有限元分析、离散元分析等。
这些方法能够考虑材料的非线性行为、变形过程的情况和加载条件的变化,从而提供更全面的力学分析结果。
实际工程领域对于强化塑性过程的研究和应用需求非常迫切。
材料塑性成形与计算机模拟学院(系)机械工程学院专业班级材料10802班级序号25学生姓名张沛计算机模拟在金属塑性成形的应用及一些基本理论摘要计算机模拟技术在材料科学领域中应用日益广泛,本文综述了这方面的研究现状。
介绍了材料成形中计算机模拟技术的常用软件,并详述了其在金属塑性成形方面的应用。
介绍了塑性变形有限元分析软件DEFORM的模块结构。
简述了结构有限元分析中的网格划分的基本理论。
关键字计算机模拟金属材料材料成型;DEFORM软件;有限元分析;网格划分一.引言随着计算机技术的高速发展,已经可以通过事先的工艺设计和过程控制取代单凭经验积累和试错法方式来制备材料。
计算机模拟是在计算机上通过系统模型模拟一个实际存在或正在设计中的真实系统,以再现(实现可视化)或分析(数值计算)真实系统的本质特征,作为理论与实践相补充的第三种有效手段和方法,目前它已成为解决材料科学和工程中实际问题的重要手段。
在计算机上进行的模拟实验,基本不受实验条件、时间和空间的限制,具有极大的灵活性和随机性。
而且它可以替代许多难以或无法实施的实验,解决~般方法难以求解的大型系统问题。
最近几年,随着计算科学的快速发展和有限元技术应用的日益成熟,CAE 技术模拟分析金属在塑性变形过程中的流动规律在现实生产中得到愈来愈广泛的应用。
CAE技术的成功运用,不仅大大缩短了模具和新产品的开发周期,降低了生产成本,提高企业的市场竞争能力,而且有利于将有限元分析法和传统的实验方法结合起来,从而推动模具现代制造业的快速发展。
二、金属塑性成形的计算机模拟金属塑性成形中涉及到复杂的物理现象和模具形状,难以进行精确的理论分析。
如何及时和正确地评价工艺和模具设计的可行性,以保证生产出合格的产品,还没有得到很好的解决。
塑性成形过程中的计算机模拟技术的应用是解决这个问题的有力手段,塑性成形过程的计算机模拟是在计算机上对金属塑性成形过程进行实时跟踪描述,并通过计算机图形系统演示整个过程的技术。

冲压成型过程计算机仿真的原理及步骤冲压成型过程计算机仿真的原理及步骤薄板冲压成型过程包含了多个复杂的物理过程,如板料的弹塑性变形过程,板料与模具的摩擦磨损过程,摩擦生热及热传导过程,冲击声波的传输过程等。
所有这些过程都有一定的相互关系,只是程度不同而已,如模具磨损与摩擦过程的关系密切,而与冲击波的产生和传递关系极小。
在所有的这些物理过程中,我们最关心的是板料的弹塑性变形过程,与这个过程紧密相关的有:①模具与板料的接触与摩擦过程;②模具和压板的运动过程;③压力机加载过程等。
由于在薄板冲压成型过程中,模具的刚性通常远远大于板料的刚性,因此模具的变形相对板料的变形来说极小,可以忽略不计。
在冲压成型过程计算机仿真中应考虑的问题就可归结为如下几个方面:①板料的大位移、大转动和大应变条件下的弹塑性变形的描述和计算;②板料与模具间法向接触力的计算;③板料与模具接触面间摩擦的描述及摩擦力的计算;④模具的几何描述和运动计算;⑤压力机加载过程的描述和模拟。
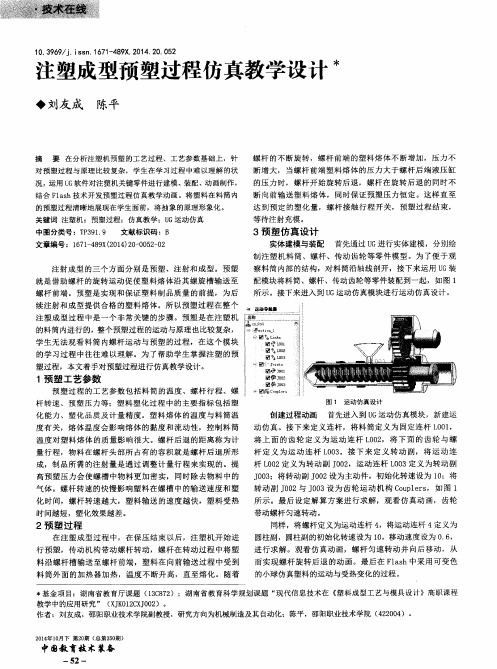
归纳上述分析,可将薄板冲压成型过程抽象成这样一个力学过程,它包含四种特性不同的运动物体,如图1所示,其中物体1为上模,物体2为压板,物体3为板料,物体4为下模。
在这四种物体中,板料为弹塑性变形体,其余三种均可作为刚体看待,但三种刚体的运动特性各不相同。
上模作为对板料加载的主动体其运动状态主要由压力机控制,按一定的频率作上下往复冲压运动。
压板在压边力作用下基本固定不动,但当压边力不够时工件可能在压边处产生起皱,从而使压板作小幅度的上升运动和轻微的转动,同样当压板处板料厚度减小时,压板可能作轻微的下降运动。
由此可见,压板的运动严格说来与板料的变形状态有关。
下模通常是固定不动的。
基于上面的分析可假设上模和下模的运动是给定的,压板上的压板力也看作是给定的,并且压板只作刚体运动。
这样一来薄板冲压成型的计算问题就可粗略地表达为如下力学问题:给定:①上模、下模和板料的几何特性;②上模的运动特性;③压板的质量分布;④板料的初始几何特性;⑤板料的弹塑性变形特性;⑥板料与上模、下模及压板间的摩擦特性,求出板料的弹塑性变形过程。

三维有限元模拟在塑料制品成型中的应用近年来,随着科技的不断进步和发展,三维有限元模拟在塑料制品成型中的应用越来越广泛。
三维有限元模拟作为一种先进的计算方法,可以帮助工程师们更好地理解和预测塑料制品在成型过程中的变形和应力分布情况,从而优化设计和改进生产工艺。
首先,三维有限元模拟可以帮助工程师们分析塑料制品在成型过程中的变形情况。
通过建立复杂的三维模型,并应用适当的材料模型和边界条件,可以模拟出塑料在注塑、挤出等成型过程中的变形情况。
这些模拟结果可以直观地展示出塑料制品在不同工艺条件下的形状变化,为工程师们提供了重要的参考和指导。
例如,在汽车零部件的设计中,通过三维有限元模拟可以预测出塑料零件在不同温度和压力条件下的变形情况,从而优化设计和改进工艺,提高零件的质量和性能。
其次,三维有限元模拟还可以帮助工程师们分析塑料制品在成型过程中的应力分布情况。
塑料制品在成型过程中会受到各种力的作用,如温度、压力等,这些力会导致塑料制品内部产生应力。
通过三维有限元模拟,可以准确地计算出塑料制品在不同工艺条件下的应力分布情况,并进行可视化展示。
这些模拟结果可以帮助工程师们分析塑料制品的强度和刚度,并进行优化设计和改进工艺。
例如,在电子产品的外壳设计中,通过三维有限元模拟可以计算出外壳在受到外力冲击时的应力分布情况,从而确定外壳的结构和材料,提高产品的抗冲击性能。
此外,三维有限元模拟还可以帮助工程师们优化塑料制品的成型工艺。
成型工艺是影响塑料制品质量的重要因素之一,通过三维有限元模拟可以模拟出不同工艺条件下的塑料流动情况,从而帮助工程师们优化成型工艺。
例如,在注塑成型过程中,通过三维有限元模拟可以模拟出塑料在模具中的流动情况,预测出气泡、短射等缺陷的产生位置和形状,从而优化模具结构和调整工艺参数,提高产品的质量和产量。
综上所述,三维有限元模拟在塑料制品成型中的应用具有重要的意义。
通过模拟塑料制品在成型过程中的变形和应力分布情况,可以帮助工程师们优化设计和改进工艺,提高产品的质量和性能。
塑性加工成形过程中的力学模拟分析
塑性加工成形过程是指将材料通过塑性变形令其成为所需要的形状的过程。
可
分为拉伸成形、压缩成形、弯曲成形等多种方式,而塑性加工成形过程中的力学模拟分析旨在为生产制造提供技术支持。
首先,塑性加工成形过程需要进行材料力学分析,确定所需的成形方式和参数。
在此基础上,进行有限元模拟分析,使用有限元软件将材料的塑性加工成形过程进行数字模拟。
其次,进行力学分析的过程中需要考虑力学因素对于成形质量的影响。
比如,
对于拉伸成形,应考虑拉伸应力的大小和方向,拉伸速度等规律。
对于压缩成形,应考虑压缩应力的大小和方向,压缩速度等规律。
对于弯曲成形,应考虑弯曲应力的大小和方向,弯曲速度等规律。
然后,进行力学分析时需要考虑材料的各种特性,比如材料的硬度、韧性、弹
性等。
同时还需要考虑材料所受到的外界力量,比如机器设备施加的力量、各种工具所施加的力量等。
同时还需要考虑温度对于材料特性的影响,比如材料的延展性等。
最后,需要考虑到进行力学分析所需要的软件和计算方法。
常用的有限元分析
软件有ANSYS、ABAQUS等,对于具体问题应选择合适的软件进行模拟分析。
另外,在进行数字模拟前,还需要进行实际加工试验,以验证模拟结果的准确性。
总之,力学模拟分析是塑性加工成形过程中的非常重要的一环,它可以提供科
学的制造技术支持,为材料加工成形提供指导和优化方案,有效降低材料加工成形的成本,提高了生产效率和质量。
因此,力学分析已成为现代制造业中不可或缺的一部分。
薄板成形过程的计算机模拟
唐薇
【期刊名称】《模具工业》
【年(卷),期】1994()11
【摘要】基于有限变形理论和弹塑性薄壳理论,建立了三雉薄板成形过程中有限元分析的数学模型。
在数学模型中,采用了T.L描述流动坐标中的有限变形理论和一般曲线坐标中的增量型本构方程,以及J2流动理论、等向强化假设,考虑了板料的厚向异性,对于金属权料与模具的摩擦采用近似库仑摩擦定律,利用有限元计算程序,进行了三维板料成形的有限元模拟计算,并与实验结果进行了比较。
【总页数】5页(P6-10)
【关键词】薄极成型;计算机模拟;冲模
【作者】唐薇
【作者单位】东风汽车公司冲模研究所
【正文语种】中文
【中图分类】TG386.41
【相关文献】
1.薄板类件多点成形过程的数值模拟 [J], 李明哲;裴永生;徐建丽
2.彩色显象管玻屏成形过程计算机模拟 [J], 马幼鸣;陈大融;丁玉庆
3.金属薄板拉延成形过程的通用计算机模型 [J], 邓陟;王先进
4.薄板多点成形与模具成形过程数值模拟及成形性比较 [J], 吉呈青;李明哲;蔡中义;隋振
因版权原因,仅展示原文概要,查看原文内容请购买。
1
贵州大学实验报告
课程名称:注塑成形有限元分析
学院:机械工程学院 专业:材料成型及控制工程 班级:成型121
姓名 杨万贤 学号 1208030069
实验时间 2015、12 指导教师 梅益 成绩
实验项目名称
《材料成形计算机过程分析与仿真》
实
验
目
的
为了检查同学本学期对注塑成形有限元分析软件学习掌握情况,
为了学生更好地了解及在实际设计产品中使用
实
验
要
求
1、针对产品模型,根据相关专业知识,设定成形工艺参数,并对其进行初
步的成形分析,根据结果找出参数中主要的问题。
2.要求综合因素影响下的总变形量小于0.4,若未达要求,则对保压设置曲
线进行修改(根据经验与资料),再进行分析,直至达到要求。
实
验
仪
器
计算机,安装moldflow 2012及以上版本
实
验
步骤与内容 《材料成形计算机过程分析与仿真》 一、针对产品模型,根据相关专业知识,设定成形工艺参数,并对其进行初步的成形分析,根据结果找出参数中主要的问题。
2
步骤:
1.项目创建与模型导入,对网格划分、采用默认边长设置如下如
2、对网格状态统计,纵横比范围是6-41.34
进行网格修复向导,使得纵横比范围缩小
网格质量诊断与修复,再通过配向、重叠、交叉、自由边、纵横
比等修复,要求最大纵横比小于20。
3
3、分析类型设置为COOL冷却分析+FLOW流动分析+WARP翘曲分析
4、材料设置为GE Plastics公司的PC材料,型号为Lexan 943,
5、设置浇注系统、其中,弧形浇口cold gate尺寸,锥形,始端1,
末端3;横向浇道长10,圆柱型,直径5;竖浇道圆锥型,始端4,
终端5,长45。
首先对零件分析类型选取浇口位置,对分析结果选取最佳浇口位
置。
4
绘制浇注系统,建立浇口层及浇注系统,创建节点、绘制浇口曲
线
通过节点创建好,绘制浇注系统直线
对浇口曲线将属性改为冷浇口并对尺寸进行设置、对主线属性改
为冷主流道及根据给定尺寸设置、指定分流道属性为冷流道
5
浇口、主流道、分流道网格划分。
6、冷却系统自行构建,新建立冷却系统层、绘制各个节点,通过
偏置、复制、镜像等方法完成
对完成的节点连线及对线条属性设置为管道
6
对冷却系统进行网格划分
7、工艺过程参数如下图示。
7
8、结果分析:
Flow分析结果:
1.
Fill Time:记录充模总时间,是否有欠注,观察动画模拟结果。
在充填结果中,零件有半透明区域就存在短射;在等值线间距非
常小的区域,则可能发生了迟滞;在某个流动路径早于其他流动
路径早于其他流动路径完成,则可能指示过保压。
充填时间在模型显示区域显示熔体前沿的流动情况,默认显示阴
影图,通过图形属性指定显示等值线图可以看出流动速度是否均
匀,整体等值线还算差距不大,流动性还可以,在填充最后流动
性就会差些。
8
2.Pressure at V/P switchover:观察转换点压力分布图。
压力在模具中流动路径的分布情况如上图,速度/压力切换时的压
力图是观察制件的压力分布是否平衡的有效工具.。
3.Pressure at injection location:浇口位置压力变化曲线图,
与工艺参数中的保压设置参数进行比较。
显示填充阶段和保压阶段过程中各个时间下注射位置处的压力
看出注射时所需要的最大压力,并观察压力的变化情况,这图上
注射位置处压力XY图没有出现明显尖峰,则是填充平衡,不需
要修改浇注系统。
9
4.Weld line(熔接线)观测:要求与分子表面定向图叠加观测。
溶接线结果显示了两个流动流动前沿相遇时合流的位置,熔接线
的显示位置可以标识结构弱点或表面瑕疵,要求强度和光滑外观
的区域尤其应该避免出现熔接线。可以改浇口位置,更改零件厚
度或工艺参数,使流动前沿在其他位置相遇,达到移动熔接线的
位置。
Warp分析结果:
1.综合因素影响下的总变形、X、Y、Z方向的分量变形量的确定。
综合因素变形显示产品总体翘曲变形量,包含了各个因素所引起
的翘曲变形。可以调节温度(模温、料温),保压时间,冷却水道,
浇注系统等来减小翘曲变形。
10
2.冷却因素引起的总变形,X、Y、Z方向的分量变形量的确定。
产品两侧冷却时间不一致,引起两侧收缩差异
3.材料收缩引起的总变形,X、Y、Z方向的分量变形量的确定。
产品结构、壁厚不均匀,引起收缩不均匀。收缩不均显示导致的
翘曲变形量,可以由保压过程调整保压曲线。
4.分子定向引起的总变形,X、Y、Z方向的分量变形量的确定。
材料的流动方向和垂直流动方向收缩不均匀,取向因素显示翘曲
11
变形量
5.根据数据,判断何种因素为翘曲变形的主要因素。
根据上面对综合因素影响下的总变形、冷却因素引起的总变形材
料收缩引起的总变形、分子定向引起的总变形的分析数据,得出
综合因素影响下的总变形为翘曲变形的主要因素
二、要求综合因素影响下的总变形量小于0.4,若未达要求,则
对保压设置曲线进行修改(根据经验与资料),再进行分析,直至
达到要求
调整保压曲线之前综合因数
经过调整之后的
12
三、 尝试进行DOE试验分析,以翘曲最小化为目标,其它因素自
定义(但不小于3个,如模温、料温、保压压力等),给出相应的
响应曲面,并对结果进行解释。
上图显示变形,所有因素,其中X为熔体 主要因素,所以温度和时间都和
所有因素在2.8S左右为佳。
13
上图为变形,收缩不均,它是影响变形的主要因素,所以温度和时间都和所
有因素的一样为最佳。
因为变形,取向不均影响不大
上图为回路冷却液温度的响应曲面图,冷却液温度和注射时间无关,随熔体
温度的减小而减小。
14
上图为最高零件温度的响应曲面图,零件温度和注射时间无关,随熔体温
度的减小而减小。
实
验
总
结
通过对Moldflow课程得学习,让我对Moldflow 软件分析的
基本流程有了一定了解;,使我逐步掌握了网格工具和网格诊断工
具在处理缺陷网格时的基本方法;此外,通过流动、冷却、翘曲
等的分析结果,让我进一步加深了对浇注系统分析的重要性的认
知:只有充分分析制件的填充行为是否合理,填充是否平衡、完
全等,才能获得最佳浇注系统得设计,得到最优浇口位置、浇口
数目和布局;再者,通过流动分析不断改进才能获得最佳保压阶
段的设置,从而尽可能地降低由保压引起的制品收缩、翘曲等质
量问题;进而通过冷却分析结果判断制件冷却效果的优劣,根据
冷却效果得到冷却时间的长短,确定成型周期所用时间;只有在
获得均匀冷却的基础上优化冷却管道布局,尽量缩短冷却时间缩
短单个制品的成型周期,才能提高生产率,降低生产成本。另外
就是Wrap分析,它可以判定热塑性材料成型的制件是否会出现翘
曲,并查处导致翘曲产生的原因,进而也对提高产品质量,减少
废品率,提高企业综合竞争实力有很大的作用。
15
虽然过程中遇到很多问题,花费了很多时间和精力,但是通
过认真思考还是收获了很多。
指
导
教
师
意
见
签名: 年 月 日