全液压矫直机辊缝调整系统的校准与标定
- 格式:pdf
- 大小:188.98 KB
- 文档页数:3
液压式力标准机检定规程
液压式力标准机(以下简称力标准机)是用于检定和校准力测量仪器的设备。
力标准机的检定规程包括以下几个方面:
1. 设备的外观检查:检查力标准机各部件的外观是否完好,是否有损坏或磨损情况。
2. 功能测试:检查力标准机的控制系统、传感器和显示器等功能是否正常工作,是否能够正确记录和显示力的数值。
3. 内部结构检查:检查力标准机内部油路及密封件等是否完好,以确保其工作效果和精度。
4. 负载检定:使用推荐的负载装置加载固定的力值,检测力标准机的测量结果是否与理论值一致。
5. 重复性检定:通过多次加载相同的力值,检测力标准机的测量结果的稳定性和重现性。
6. 其他附加功能检定:对于力标准机具备的其他附加功能(如数据存储、通讯接口等),进行相应的功能检定。
7. 检定结果记录:将力标准机的检定结果记录下来,包括各次检定的数据和结果,以便后续追溯和比对。
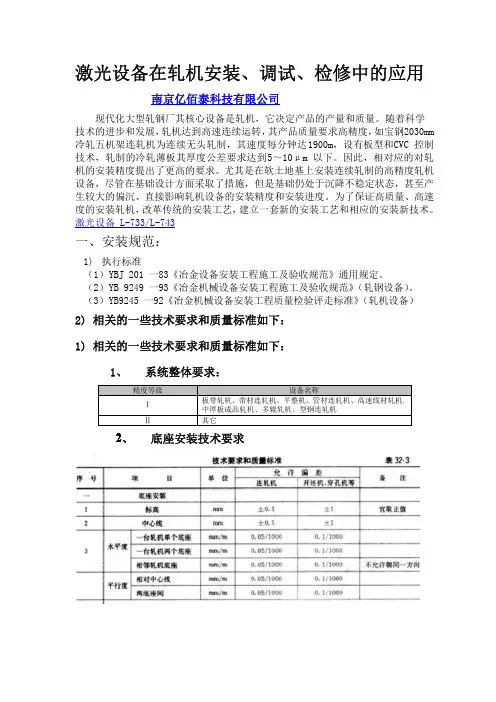
激光设备在轧机安装、调试、检修中的应用南京亿佰泰科技有限公司现代化大型轧钢厂其核心设备是轧机,它决定产品的产量和质量。
随着科学技术的进步和发展,轧机达到高速连续运转,其产品质量要求高精度,如宝钢2030mm 冷轧五机架连轧机为连续无头轧制,其速度每分钟达1900m,设有板型和CVC控制技术,轧制的冷轧薄板其厚度公差要求达到5~10μm以下。
因此,相对应的对轧机的安装精度提出了更高的要求。
尤其是在软土地基上安装连续轧制的高精度轧机设备,尽管在基础设计方面采取了措施,但是基础仍处于沉降不稳定状态,甚至产生较大的偏沉、直接影响轧机设备的安装精度和安装进度。
为了保证高质量、高速度的安装轧机,改革传统的安装工艺,建立一套新的安装工艺和相应的安装新技术。
激光设备L-733/L-743一、安装规范:1)执行标准(1)YBJ201一83《冶金设备安装工程施工及验收规范》通用规定。
(2)YB9249一93《冶金机械设备安装工程施工及验收规范》(轧钢设备)。
(3)YB9245一92《冶金机械设备安装工程质量检验评走标准》(轧机设备)2)相关的一些技术要求和质量标准如下:1)相关的一些技术要求和质量标准如下:1、系统整体要求:2、底座安装技术要求3、机架安装4、上下横梁、液压装置、轨道5、滑道、轨道、导轮:三、激光测量设备在安装调试或检修中的具体应用方法:1)测量直线度方法:2)平面度测量方法:3)垂直度的测量方法:4)基座或机架平行度测量方法:5)辊子平行度测量方法:侧视图俯视图三、Hamarlaser激光测量设备在工作中的优点:快速比传统对中方法要节省50%-70%的时间安装更快实时数据-在线实时体现数据,自动保存精确–精确至0.001mm/M误差、出错率更小统一的参照点减少机械设备停机时间基本没有测量后的残留物设备寿命长生产效率提高多个点的测量偏差监控使用Hamarlaser激光测量设备后,简易的操作以及实时调整的,可以节省大量劳动力,提前工期。
液压纠偏器工作原理
液压纠偏器是一种常用于纠正轧机辊缝偏移的设备。
其工作原理如下:
1. 整体结构:液压纠偏器由液压缸、液压站、传感器和控制系统组成。
2. 传感器检测:传感器安装在轧机辊缝的两侧,用于检测辊缝的偏移情况。
传感器将检测到的数据传输给控制系统。
3. 控制系统响应:当传感器检测到辊缝的偏离时,控制系统会接收到相应的信号,并根据偏移方向和偏移量来判断纠偏器的工作状态。
4. 液压驱动:控制系统通过电磁阀控制液压站的工作,将液压油送入液压缸中。
液压缸的活塞根据液压力的作用下进行移动,实现对辊缝的纠偏。
5. 纠偏:液压缸活塞运动时,通过连接杆或销轴等机构将辊缝纠偏力传递给辊缝调整机构,使辊缝回到正确的位置。
6. 反馈控制:随着辊缝偏移的纠正,传感器会不断检测并反馈纠偏后的数据给控制系统,控制系统会实时调整液压缸的工作状态,以保持辊缝的稳定和精确的位置。
通过以上工作原理,液压纠偏器能够实现对辊缝的自动纠偏,从而提高轧制过程的精度和稳定性。
1.上电,调整参数M02,M03为9V,将P09改为10,P12改为1,P13改为0。
2.将纠偏改为手动模式,伸出,缩回液压缸到极限位,用卷尺从缩回极限位量出150mm,调整位移传感器值M04为0,使之作为中点。
3.调整P03的值(根据M04显示的伸出,缩回到极限位所显示数值的绝对值和为基础,比300小多小,在P03所显示值的基础上加多少,使M04显示的伸出,缩回到极限位所显示数值的绝对值和为300mm,300mm为液压缸伸出最大值,EPC为200,活套小车为100mm)
4.调整P04的值(将M04显示的伸出,缩回到极限位所显示数值的和做为零点的值)
5.将纠偏框架内放入带钢,带钢中点与框架中点重合,左右移动带钢,看纠偏底座移动方向与带钢移动方向是否相反,相反则正常,相同则调整P023的值(0/1),EPC带钢移动方向与纠偏底座移动方向相同。
)
6.将P13调回1,可防止因液压缸油位变化产生底座移动。
epc液压纠偏器工作原理
EPC液压纠偏器是一种用于自动调整轧机辊缝位置的设备,它采用液压系统实现纠偏功能。
下面是EPC液压纠偏器的工作原理描述:
1. 传感器检测:首先,通过安装在辊缝位置或辊缝附近的传感器,实时检测辊缝位置的偏差。
传感器可以是光电传感器、激光传感器或其他类型的接近传感器。
2. 偏差信号传输:传感器检测到的辊缝偏差信号会通过电缆或信号线传输给控制系统。
3. 控制系统处理:控制系统接收到偏差信号后,根据预设的纠偏要求和算法,计算出纠偏所需的液压压力或流量。
4. 液压系统调节:控制系统通过控制液压系统中的阀门,调节液压压力或流量,实现对纠偏器的控制。
液压系统通常包括油泵、液压阀、液压缸和液压管路等组件。
5. 纠偏器执行:液压系统通过液压管路将调节后的液压压力或流量传送到纠偏器中的液压缸,使其进行纠偏操作。
液压缸可以是单作用或双作用的,根据设计和要求可以选择不同类型的液压缸。
6. 辊缝位置调整:液压缸的运动会使纠偏器中的辊缝位置发生相应的调整,以实现辊缝位置的纠偏目标。
纠偏器通常采用滑块、连杆、双螺母或其他机械结构来调整辊缝位置。
通过以上工作原理,EPC液压纠偏器能够快速、精确地调整
轧机辊缝位置,以确保轧机在运行过程中达到预期的纠偏效果。
CSP平整机辊缝自动标定原理及应用马醇三,张力,王晓明(武钢设备维修总厂CSP维修作业区,湖北武汉430083)摘 要:CSP平整机辊缝标定技术,是武钢CSP最为复杂的HG C自动控制中精度要求最高的环节之一。
由于其工艺要求不同,与轧机标定存在差别,投产时间短等原因,现场维护人员对平整机辊缝标定认识很模糊,在出现辊缝标定问题时无从下手。
通过对平整线资料的消化吸收和现场的观察分析,从辊缝标定的基础理论和实际标定过程出发,阐述了轧制线标高和平整机标定如何实现,同时对标定过程中出现的一些典型故障进行分析总结,为处理同类故障积累了经验。
关键词:平整机;辊缝标定;轧制线标定中图分类号:T G355.55 文献标识码:B 文章编号:1008-4371(2011)05-0051-04Principle of automatic demarcation of roll gap of C SP temper millM A Chun-san,ZHANG Li,WANG Xiao-ming(CSP M aintenance Wo rk Section of General Equipment M aintenanceand Repair Plant,WISCO,Wuhan430083,China)Abstract:Roll g ap demarcation of CSP temper mill is one of the mo st accurate links in the mo st complicated H GC autom atic co ntrol of the CSP temper mill in WISCO.The maintenance personnel on site have little understanding of the gap dem arcatio n of the temper mill and don't know how to settle it upon occurrence of the dem arcation pro blem due to such a few factors as the different process requirements,difference from the roll-ing mill dema rcatio n and sho rt co mmissioning time.The present paper expatiates de-marcation o f the ro lling line and the temper mill by w ay o f digestion and abso rption of info rmatio n of the temper line and on-site observatio n and analysis according to the es-sential theory of roll g ap demarcation and practical process o f ro ll gap demarcation.In the meanw hile the paper analy zes and sum marizes a few of ty pical cases o f defects o ccur-ring in the pro cess of demarcation,thus accumulating ex perience for solutio n of the trouble s o f the similar kind.Key words:temper mill;dem arcatio n of ro ll g ap;rolling line demarcation 武钢CSP平整线于2010年投产,平整线设备主要由开卷机、矫直机、平整机和卷取机组成。
工程机械的标定与校准方法工程机械在施工行业中扮演着重要的角色,准确的标定与校准方法对于机械设备的正常运行和施工质量的保证至关重要。
本文将从标定和校准的定义出发,介绍工程机械的标定与校准方法,以及其重要性。
一、标定的定义和方法标定是指对工程机械的仪器、传感器等进行精确定位、操作参数设定的过程。
通过标定,可以获得准确的测量数据,确保机械设备的正常运行。
1. 标定的方法(1)零位标定:是指将测量仪器或传感器的输出调整为零的操作。
通过使用零位标定方法,可以消除仪器或传感器的误差,使其输出更加准确。
(2)工作范围标定:是指将测量仪器或传感器的输出调整到预先确定的工作范围内。
通过工作范围标定,可以保证在实际工作中测量的数据准确可靠。
2. 标定的重要性(1)提高测量准确度:通过标定,可以消除仪器或传感器的误差,减小测量结果的偏差,提高测量的准确度。
(2)保证工程质量:准确的测量数据可以有效地判断工程机械的工作状态和施工质量,保证施工过程的准确性和工程质量的可控性。
二、校准的定义和方法校准是指通过对工程机械进行检查、调整和修正,确保其参数和性能达到规定的标准要求。
校准的目的是保证机械设备的性能稳定和操作准确。
1. 机械设备的校准方法(1)检查:对机械设备的外观和内部部件进行检查,确保设备没有损坏或失效的部分。
(2)调整:根据设备的使用要求,对设备进行相应的参数调整,使其达到预定的工作状态。
(3)修正:对已经发现存在问题的部分进行修复和更换,使机械设备能够正常运行。
2. 校准的重要性(1)保证设备的性能稳定:通过校准,可以及时发现并处理机械设备的问题,保持设备的性能稳定和持久性。
(2)提高设备的使用寿命:定期进行校准可以保持设备的正常运行状态,延长设备的使用寿命。
(3)确保施工安全:准确的校准可以防止机械设备在施工过程中出现故障,确保施工安全和人员的身体安全。
三、工程机械标定与校准的重要性工程机械的标定与校准方法的准确性和严谨性直接关系到施工质量和工程安全。
《自动化与仪器仪表》2010年第5期(总第151期)95收稿日期:2010-05-12作者简介:尹新平(1965-),男,教授级高级工程师,主要从事自动化控制、电气传动设计工作。
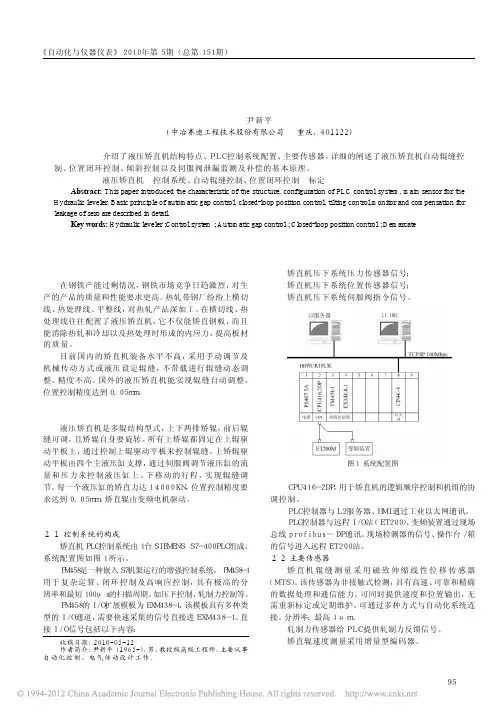
液压矫直机PLC控制系统尹新平(中冶赛迪工程技术股份有限公司 重庆,401122)摘 要:介绍了液压矫直机结构特点、PLC控制系统配置、主要传感器。
详细的阐述了液压矫直机自动辊缝控制、位置闭环控制、倾斜控制以及伺服阀泄漏监测及补偿的基本原理。
关键词:液压矫直机 控制系统、自动辊缝控制、位置闭环控制 标定Abstract: This paper introduced the characteristic of the structure, configuration of PLC control system, main sensor for the Hydraulic leveler. Basic principle of automatic gap control, closed-loop position control, tilting control,monitor and compensation for leakage of sero are described in detail.Key words: Hydraulic leveler ;Control system ; Automatic gap control ; Closed-loop position control ; Demarcate 中图分类号:TP273 文献标识码:B 文章编号:1001-9227(2010)05-0095-020 前 言在钢铁产能过剩情况,钢铁市场竞争日趋激烈,对生产的产品的质量和性能要求更高。
热轧带钢厂纷纷上横切线、热处理线、平整线,对热轧产品深加工。
在横切线、热处理线往往配置了液压矫直机,它不仅能矫直钢板,而且能消除热轧和冷却以及热处理时形成的内应力,提高板材的质量。
轧制力测量方式:
油压传感器测量:根据油压传感器的液压缸活塞的截面积,间接计算出轧制力。
由于HGC 缸采用柱塞缸结构,没有有杆腔,因此不需要考虑背压因素,但是HGC缸周围配置了4个拉回缸,用于HGC缸的平衡,其回拉力需要考虑在内。
除轧制力的间接测量外,油压数据还要作为HGC闭环位置控制的非线性补偿。
压头测量:通过安装在压下螺栓下方的轧制力测量传感器Load Cell(压头)测量。
压头直接测量轧制力,精度高于使用油压传感器信号计算出的轧制力。
弹跳曲线的测量一般由轧机零调过程产生。
轧机零调是指电动压下系统和液压AGC 系统以一定速度由低至高逐步施加压靠力,以保持上下工作辊辊面的充分接触,同时通过液压缸上安装的压力传感器和位移传感器按一定的采样周期自动记录实测的轧制压力和机架弹跳。
标定过程:
每次换辊后,操作员必须进行轧机辊缝零点标定,重新获取轧机EGC和HGC的标定位置。
当标定条件准备完成后,点击HMI上的标定开始按钮,即可开始全自动标定过程。
标定开始后,控制系统首先检查EGC和HGC的位置,将轧制力清零,然后将HGC向上压靠并先后产生200t最小轧制力和400t接触轧制力,再将辊缝打开,然后再一次将轧制力清零,防止机械设备问题导致空载轧制力不为零。
接下来启动主传动并升速至2m/s,再一次压靠并先后产生最小轧制力和接触轧制力,并一直增加至高于标定轧制力2250t,之后再降低至标定轧制力2000t,在维持标定轧制力的情况下,等待支持辊转两圈,记录轧辊偏心数据,完成后将辊缝清零,记录分别为EGC和HGC的标定位置。
最后HGC和EGC分别打开10mm 和200mm,标定完成。
液压式万能试验机示值误差的影响因素与校准方法万能试验机示值误差测量结果不确定度一直受到相关行业普遍关注,万能试验机涉及机械、电子、计算机测控、传感技术、信息处理等科学领域,示值误差测量结果不确定度受到硬件、软件综合影响。
本文对WE型液压式万能试验机示值误差的影响因素与校准方法进行了探讨,以提高液压式万能试验机示值准确度。
标签:万能试验机;示值误差;影响因素;校准方法0 引言随着国内外自动化水平的不断提高,液压式万能试验机被广泛地应用在冶金、建筑、机械制造、轻工等部门。
同时,由于液压万能试验机自动化水平高,操作简便,可靠性高,稳定性好,在国内外得到了迅猛发展。
但在WE型液压式万能试验机检定工作中,会发现示值准确度超差的问题,因此,针对试验机这些问题,应建立相应的校准模型,使用相对应的校准方法,实现高效的万能试验机校准方法(分析、调修、检定/校准)。
1、平衡铊的调整平衡铊在不影响推杆位移x与联杆受力f(即测力活塞作用力)的正常比例关系的情况下,发挥如下作用:(1)平衡由于短臂与联板等零件的自重对于动摆轴心所产生的力矩。
(2)平衡当工作活塞升起后,由于试台、工作活塞、小横梁、拉杆、夹具等零件自重产生的对测力活塞的推力,通过联板对动摆轴心所产生的附加力矩。
由于平衡铊发挥上述两种作用,因此,测力机构中加上平衡铊之后,可以消除上述因素对示值准确度产生的影响,且当平衡铊处于正确位置时,即使选用了不同的度盘而换铊时,摆杆的铅垂位置始终保持不变,使测力机构在试验之前保持在原设计的位置。
2、液压式万能试验机示值误差的影响因素2.1主体安装不水平对示值的影响主体部分安装不水平,将使上下夹头或上下承压板不同心,增加工作油缸与活塞间以及工作台滚轮与立柱间的摩擦力,它所造成的示值误差为正值,其值随试验力的增大而增大。
2.2测力计部分安装不水平对示值的影响测力计部分前后不水平,将使摆轴轴承的摩擦力增大,它所造成的示值误差为负值,其值随载荷的增加而减小,又会使摆杆长度改变造成正差。
辊动平衡标准一、引言辊动平衡是确保轧钢设备正常运行的重要环节。
为了提高轧钢设备的效率和安全性,必须制定和执行明确的辊动平衡标准。
本标准规定了辊动平衡的校准、允差范围、操作规范、修正方法、记录要求和检测频次等内容。
二、平衡机的校准1. 在进行辊动平衡操作之前,必须对平衡机进行校准。
校准包括对平衡机的零点校准和量程校准,确保平衡机的准确性和可靠性。
2. 零点校准应使用标准砝码进行,根据平衡机型号和精度要求,选择合适的标准砝码进行校准。
3. 量程校准应使用经过权威机构认证的标准砝码进行,确保平衡机的测量范围准确可靠。
三、平衡允差范围1. 辊动平衡的允差范围应根据轧钢设备的实际情况和工艺要求进行设定。
通常情况下,允差范围应不大于辊动部分重量的0.2%。
2. 对于具有高速运转要求的轧钢设备,其辊动平衡的允差范围应更小,以确保设备的安全运行。
四、平衡操作规范1. 操作人员应经过专业培训,熟悉掌握辊动平衡的基本原理和操作方法。
2. 在进行辊动平衡操作时,应遵循先静态平衡后动态平衡的原则。
静态平衡是指在不转动的情况下测量辊子的不平衡量,动态平衡则是转动情况下进行的测量。
3. 操作过程中应注意安全,避免因操作不当导致的意外伤害。
五、平衡修正方法1. 根据测量结果,对不平衡的辊子应进行修正。
修正方法包括添加或去除重量、调整重心位置等。
2. 对于不平衡量较大的辊子,应采用逐步逼近法进行修正,直至达到平衡要求。
3. 在进行修正操作时,应注意保护辊子和设备的其他部分不受损伤。
六、平衡记录要求1. 对每个辊子的平衡状态应进行详细记录,记录内容包括辊子编号、重量、不平衡量、修正方法等。
2. 记录应清晰、准确,方便查阅和分析。
3. 对于不合格的辊子,应进行跟踪处理,直至达到平衡要求。
七、平衡检测频次1. 辊动平衡检测频次应根据设备的实际运行情况和工艺要求进行设定。
通常情况下,对于新安装或大修后的辊子,应进行100%的平衡检测;对于正在运行的辊子,应根据实际情况定期进行抽检或全面检查。
液压试验机如何调整零点试验机如何操作液压试验机接受计算机对试验进行掌控与显示,一边在使用时都要对设备进行调零操作,今日技术人员就简单介绍一下液压试验机相关操作以及一些注意事项:.打开试验设备、计算机、掌控软件。
第二.对于液压试验机依据试样选择合适的量程,调整送油阀使油缸活塞升起,使其重复几次,当活塞正在上升且不承受压力时,察看计算机此时的试验力值是否为零,若不为零则点击硬件调整按钮,调整零点。
注意事项:.液压试验机零点过大时,先调整零点,然后在各档位分别对软件清零。
第二.油缸未升起时,试验力显示负值,属于正常现象,请不要调整零点。
第三.对于液压试验机零点的调整,应在引伸计在试样上装夹完毕后,且试验活塞处于静止状态时进行。
第四.一般情况下,调速人员已将传感器的零点调整好,每次启动时,系统会自动校准启动零点,无需用户再调整。
第五.用户可以用硬件调零按钮调整硬件零点,系统会自动记录新的零点调整值。
第六.不分档测量没有调整零点,因此对于液压试验机来说,由于是全程不分档,因此该事项适用于电子。
高处与低处温试验箱系属气候模拟箱之一,适用于考核各种产品或塔芯塑料部件的温度老化试验及家用电器、仪器、仪表、元器件等电工电子产品,在高温、低温、交变环境条件下的适应性试验,可供各种科研机构及厂矿中心试验室作试验用。
下面上海宝试介绍高处与低处温试验机三大系统的维护保养。
构成部分:高处与低处温试验箱由制冷系统,加热系统,掌控系统,温度系统空气循环系统,和传感器系统等构成,上述系统分属电气和机械制冷两大方面。
1、加热系统:相对制冷系统而言,比较简单。
它紧要有大功率电阻丝构成,由于试验箱要求的升温速率较大,因此试验箱的加热系统功率都比较大,而且在试验箱的底板也设有加热器。
2、掌控系统:综合试验箱的核心,它决议了试验箱的升温速率,精度等紧要指标。
现在试验箱的掌控器大都接受PID掌控,也有少部分接受PID与模糊掌控相组合的掌控方式。