第四章埋弧焊
- 格式:ppt
- 大小:856.50 KB
- 文档页数:33
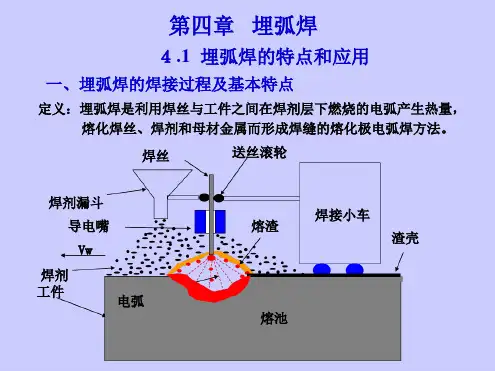


埋弧焊的焊接工艺埋弧焊(Submerged Arc Welding,SAW)是一种高效、稳定、经济的电弧焊接工艺。
它采用单面自动焊接技术,焊丝和焊接区域被埋在焊接熔渣中,以保护焊接区域免受空气污染。
埋弧焊接可用于生产钢板、管道、轮胎以及其他工业产品。
埋弧焊接的特点1. 高效:埋弧焊接速度快、连续、产量高,比手工电弧焊接效率高出数倍甚至十倍以上。
2. 稳定:埋弧焊接过程稳定,焊缝质量高,并且焊接不易产生气孔、裂纹等缺陷。
3. 经济:埋弧焊接器材简单、成本低廉,操作简单,可实现自动化生产。
4. 适用面广:埋弧焊接可用于焊接各种金属材料,包括钢、铜、铝等。
埋弧焊接的工艺埋弧焊接的基本设备包括电源、焊机、焊枪、焊丝、焊接电缆和其他辅助设备。
下面是埋弧焊接的具体工艺步骤:1. 准备工作:首先需要对待焊接的材料进行清洗和钝化处理,以便焊接区域不受腐蚀作用。
然后将工件放入夹持装置中,以便焊接。
2. 选用焊接电源:根据待焊接的材料和工件的厚度,选择合适的电源和电流大小。
通常使用直流或低频交流电源。
3. 选用焊丝和熔渣:选择合适的焊丝和熔渣,以确保焊接效果良好。
焊丝的直径通常为2.4mm、3.2mm和4mm,熔渣的成分也需要根据焊接的材料来选用。
4. 安装和调整焊机:将焊丝和熔渣装置安装在焊机上,并根据需要进行调整。
调整项包括焊丝送丝速度、熔渣的喷出速度、焊接电流和焊接电压等。
5. 启动焊接:将焊枪和焊丝放在焊件上,启动焊接过程。
焊丝和熔渣进入焊缝,形成熔池,然后熔池在熔渣的保护下冷却凝固。
6. 检查和清理:当焊接完成后,需要对焊缝进行检查,去除焊接过程中产生的熔渣和焊丝残留物。
最后进行质量检验,以确定焊接是否符合要求。
总结埋弧焊接是一种高效、稳定、经济的焊接工艺,可以用于焊接各种金属材料。
埋弧焊接要求焊接区域被熔渣保护,以保证焊接质量。
在进行埋弧焊接时,需要选用合适的焊丝和熔渣,同时保证焊机的正常工作。
进行完埋弧焊接后,需要对焊缝进行检查和清理,以确保焊接的质量。
学习任务四埋弧焊学习目标及技能要求1.理解埋弧焊工作原理。
2.了解埋弧焊设备,熟悉埋弧焊机的维修及故障排除方法。
3.能够正确选择埋弧焊焊接参数。
建议学时30学时工作情景描述埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。
其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
工作流程与活动本项目以焊接低碳钢板对接平焊为例,根据实际情况对板材进行划线、下料、组装、焊接、检测等环节,在工作过程中,严格按照“7S”的工作要求进行加工生产。
学习活动1 板材I形坡口对接平焊学习活动2 板材V形坡口对接平焊学习活动1 板材I形坡口对接平焊学习目标及技能要求1.掌握I形坡口对接平焊埋孤焊的操作方法。
2.了解碳弧气刨的操作方法。
3.能够处理埋弧焊的一般故障。
学习过程一、任务导入焊接试件图图4-1 I形坡口对接平焊试件图二、任务分析埋弧焊为自动焊,焊接参数由设备来保证,操作者需要通过调节焊机的按钮和旋钮来控制焊接参教。
在焊接过程中,要仔细观察一些容易产生缺陷的现象,并作及时的参数调节,以保证焊接质量因此,掌握埋弧焊机的操作方法、合理选择焊接参数对于保证埋弧焊焊缝质量尤为重要。
三、任务准备(一)理论知识准备1.埋弧焊原理及设备埋弧焊是一种电弧在颗粒状焊剂下燃烧的熔焊方法,如图4-2所示。
按照自动调节弧长的方式不同,埋弧焊分为电弧自动调节和电弧电压自动(强制)调节两种方式,分别通过等速送丝式埋弧焊机(MZ1-1000型)和变速送丝式埋弧焊机(MZ-1000型)实现。
图4-2 埋弧焊示意图MZ-1000型埋弧焊机焊接过程自动调节灵敏度较高,而且对焊机送给速度和焊接速度的调节方便,可使用交流和直流焊接电源,主要用于水平位置或水平倾斜不大于10°的各种坡口的对接、搭接和角接焊缝的焊接,并可借助滚轮胎架自动焊接筒形焊件的内、外环缝。
MZ-1000型埋弧焊机主要由MZT-1000型焊接小车、M ZP-1000型控制箱和焊接电源组成,其外部接线如图4-3所示。
