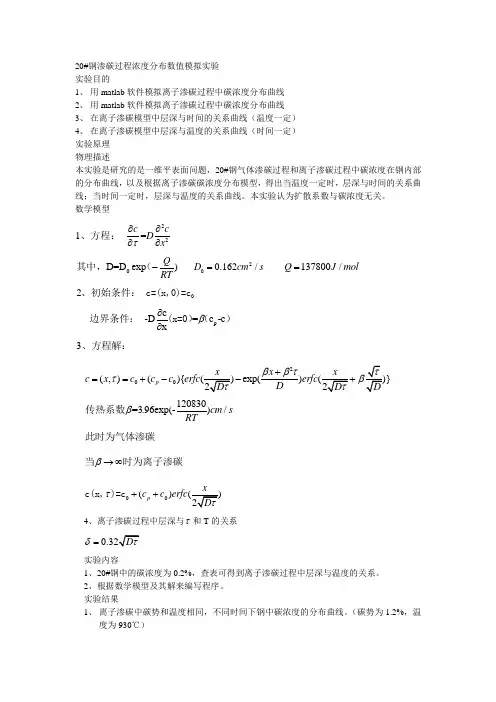
渗碳过程碳浓度的分布
- 格式:doc
- 大小:318.50 KB
- 文档页数:6

正火对渗炭淬火质量的影响引言:正火是金属材料热处理的一种常用方法,通过正火可以改善材料的机械性能和工艺性能。
而渗碳淬火是一种先将低碳钢与碳质材料一起加热,使碳原子渗入低碳钢表面形成一定厚度的高碳表层,然后在高温下进行正火淬火。
正火对渗碳淬火质量具有重要的影响,下面将对其影响因素进行详细分析。
一、引入正火是将材料加热到高温,然后进行冷却的热处理方法。
在渗碳淬火过程中,正火可以起到调整碳元素分布和晶粒结构的作用,影响渗碳淬火层的质量。
下面将从以下几个方面分析正火对渗碳淬火质量的影响。
二、碳元素分布的调整渗碳淬火的目的是使得低碳钢的表层富含碳元素,从而提高硬度和耐磨性。
而在渗碳淬火后的正火过程中,会使得碳元素分布更加均匀,从而提高淬硬层的一致性和稳定性。
正火温度和时间的选择会直接影响到碳元素的分布情况。
正火温度过高或时间过长会使得碳元素在材料内部扩散过多,导致淬硬层脱碳,从而使得淬硬层的硬度降低。
而正火温度过低或时间过短,则会导致碳元素分布不均匀,浓度分布不合理,影响渗碳淬火层的质量。
因此,合理选择正火温度和时间是保证渗碳淬火质量的重要因素之一三、晶粒结构的调整渗碳淬火后,材料的晶粒结构会出现两种情况,即晶粒细化和晶粒长大。
渗碳淬火后的正火过程中,晶粒结构会得到进一步调整。
正火可以通过晶界扩散、晶界迁移和晶界消解等机制,调整晶粒的大小和形状。
较小的晶粒可以提高材料的强度和硬度,同时也可以提高渗碳淬火层的一致性。
因此,正火温度和时间的选择对晶粒结构的调整具有重要影响。
四、残余应力的消除在渗碳淬火中,材料经历变形和温度梯度的变化,会导致残余应力的产生。
正火可以通过热处理过程中的加热和冷却来调整材料的残余应力,并最终消除它们。
残余应力的存在会影响渗碳淬火层的质量,引起裂纹和变形等问题。
因此,正火的加热温度和冷却速率的选择对残余应力的消除具有重要意义。
五、冷却介质的选择正火的冷却介质是决定渗碳淬火质量的关键因素之一、冷却介质的选择取决于渗碳淬火层的厚度和要求,以及材料的性能要求。

渗碳热处理渗碳热处理(1)定义渗碳是目前机械制造工业中应用广泛的一种化学热处理方法。
所谓渗碳就是把用低碳钢或低碳合金钢制的工件置于富碳的活性介质中,加热到850~950℃保温数小时,使渗碳介质在工件表面上产生活性碳原子,经过表面吸收和扩散而渗入工件的表层,从而使表层的含碳量达到0.8%以上的热处理工艺。
渗碳后再通过淬火和低温回火处理,借以提高工件表面的硬度、耐磨性和疲劳强度,同时在心部又能保持一定的强度和良好的韧性。
钢铁零件的渗碳是在奥氏体状态下进行的,其作用是使渗碳层中的含碳量与高碳钢中的碳相当,而心部成分保持不变,因此渗碳使零件表面的碳达到适当的浓度和合理分布,其各种力学性能是靠随后的热处理来实现的。
渗碳零件必须进行淬火+回火处理,才能使其表面和心部的力学性能达到预定的要求,即具有高的硬度、耐磨性和疲劳强度等,并保持心部具有良好的韧性。
(2)目的通过渗碳及其随后的热处理,可使工件获得优良的综合力学性能,采用这种工艺的主要优点是:既可提高工件的使用寿命,又能节约贵重的钢材。
目前在机械制造工业中,对于表面要求耐磨性、抗疲劳强度高,而心部又要求有较高强度和韧性的结构件,如齿轮、曲轴、凸轮轴、活塞销、轴套、摩擦片等,大都是采用低碳钢或低碳合金钢加工成形后,进行渗碳、淬火和低温回火的工艺方法制造的。
因此渗碳后进行热处理的目的主要体现在以下几个方面:①提高表面渗层的强度、硬度、耐磨性和疲劳强度;②消除渗层中的网状渗碳体和适当减少残余奥氏体的数量,减小脆性和有助于合金钢性能的改善;③消除内应力,增加零件的尺寸稳定性,可以防止因淬火和车削或磨削过程中产生的加工应力而引起精度或尺寸的改变;④细化晶粒,提高心部的和韧性。
可承受重载荷的作用。
(3)分类渗碳工艺的类型很多,常用的主要类型可分为:固体渗碳、液体渗碳、气体渗碳和特殊渗碳。
固体渗碳在固态介质中进行,将工件埋入装有粒状渗碳剂的铁箱中或在工件表面上涂一层渗碳膏剂,然后装入炉子中加热渗碳;液体渗碳是将工件直接放入能分解出活性碳原子的盐液中加热渗碳,近年来推广发展了不用氰盐的无毒液体渗碳剂,使这种渗碳工艺获得了新的生机;气体渗碳在气体介质中进行,可在天然气、石油裂化气等吸热式、氮基可控气氛中进行渗碳,也可在滴注液体渗碳剂的分解气体中渗碳;(4)材料选择①从提高渗碳速度来看,原始碳量越低渗速越快,但是原始含碳量过低,造成工件心部硬度组织和性能达不到设计要求,含碳量过高又会导致韧性不足的缺点。

气体渗碳气体渗碳是比较完善和经济的渗碳方法,它的主要优点如下:①它不需要渗碳箱,零件直接加热,生产周期较短。
②易于控制渗碳气氛,产品质量较稳定。
③便于直接淬火,便于实现自动化。
④周围环境清洁,大大减轻劳动强度。
但是,气体渗碳一般需要专门的设备,因而影响了普遍推广使用。
气体渗碳所采用的炉子,一般有连续式无马弗炉和井式炉。
一般中,小批量生产的工厂,大都采用井式渗碳炉进行气体渗碳。
渗薄时,把零件装于用耐热钢诸如此类料筐内。
放入炉膛中,密封加热,然后输入氢把有机液体(煤油、苯、酒精、丙酮等)滴入炉内。
滴入剂的种类很短而以煤油应用得最广泛,因价格便宜,来源充分,且有很强的渗碳能力,可满足渗碳要求。
(一) 气体渗碳的基本原理煤油滴入渗碳炉后,经过高温热裂分解一氧化碳(CO),二氧化碳(CO2),氧(O2),氢(H2)和饱和碳氢化合物(CnH2n+2)及不饱和碳氢合化物(CnH2n)等多种混合气体。
气体渗碳主要利用其中一氧化碳,饱和的碳氢化合物和不饱和的碳氢化合物,靠这些气体在渗碳温度分解得到原子状态的碳而产生渗碳作用。
2CO —→CO2 + [C]CnH2n+2 —→(n+1)H2 + n[C]一氧化碳在高温渗碳时,其分解速度较慢,分解与吸收基本平衡,因此,一般没有过剩碳沉积,而不饱和碳氢化合物,渗碳开始时会猛烈地析出碳,形成一层碳黑,附于零件表面,阻止渗碳的进行。
所以,渗碳气体中不饱和碳氢化合物含量应控制低些。
(二) 气体渗碳工艺及操作⒈装炉:把零件与相同钢材的试样一起置于渗碳料筐中,零件之间应留5—10mm 间隙,空炉加热(封闭炉盖)至920—940℃时将渗碳料筐迅速吊入炉膛中,扳紧螺母以压紧炉盖,开大甲醇滴量,打开废气孔排气,并启动风扇马达。
⒉升温:工件装炉后立即开始升温,此时炉温下降较多,(约800—850℃),而工件的温度更低。
此时不宜滴入大量的渗碳剂(因炉温低,不能充分裂解,而且工件温度低不能吸碳,滴入的渗碳剂将会形成大量的碳黑附于工件表面,影响随后渗碳正常进行)。