弹簧片级进模的设计
- 格式:pdf
- 大小:2.56 MB
- 文档页数:53

角撑件的级进模设计
院 系 航空航天工程学部
专 业 飞行器制造工程(钣金与模具)
班 级 84030201
学 号 32
姓 名 贠磊
指导教师 占军
负责教师
航空航天大学
2012年6月沈阳航空航天大学毕业设计(论文)
摘 要
我将设计一套级进模:“角撑件的级进模设计”。本文重点论述制件的工艺分析;排样图的设计及确定;模具结构的设计与校核;压力机的选择;模具的技术经济分析以及典型模具零件的加工工艺的制订等。
本制件采用级进模生产,提高了生产效率,实现批量生产。模具共分八个工位,第一、二、三、四步是冲裁,第五、六、七步是弯曲,最后一步是冲裁切断,获得制件。第一部冲出定距侧刃和导正销孔,实现侧刃的粗定位和导正销的精确定位。由于弯曲工序的需要,必须在凹模上设置浮顶器抬起送料。同时在相应的工位的凹模板和卸料板上开设躲避槽。另外,为保证冲裁精度及稳定性,需要在卸料版上设置一对小导柱、小导套。
该级进模设计结构合理,操作方便,寿命长,成本低。制件能满足要求。
关键词:角撑件;级进模;卸料版;浮顶器。
沈阳航空航天大学毕业设计(论文)
Abstract
I will design a progressive die: ‘Gusset Progressive Die
Design ’. This article focuses on parts of the process; layout diagram
of the design and determine; mold structure design and checking;
presses choice; mold techno-economic analysis and the formulation of
the typical process of the mold parts.The parts using progressive die

本科毕业设计(论文)通过答辩
I 摘 要
我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。因而只有培养模具人才才能缩小我国同发达国家之间的距离。
这次毕业设计我设计的是酒瓶盖启子冲裁模,利用的是级进模生产的。级进模,又称为多工位级进模、连续模、跳步模,它是在一副模具内,按所加工的工作分为若干等距离的工位,在每个工位设置一个或几个基本冲压工序,来完成冲压工作某部分的加工。被加工材料,事先加工成一定宽度的条料,采用某种送进方法,每次送进一个步距。经逐个工位冲制后,便得到一个完整的冲压工件。在一副级进模中,可以连续完成冲裁、弯曲、拉深、成形等工序。一般来说,无论冲压零件形状怎么复杂,冲压工序怎样多,均可用一副级进模冲成完成。
本设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺方案、选择模具的结构形式、进行必要的工艺计算、选择与确定模具的主要零部件的结构与尺寸、校核模具闭合高度及压力机有关参数、绘制模具总装图及零件图都是这次设计的主要内容。
用于级进模的材料,都是长条状的板材。材料较厚、生产批量较少时,可剪成条料;生产批量大时,应选择卷料。卷料可以自动送料,自动收料,可使用高速冲床自动冲压。级进模对材料的厚度和宽度都有严格的要求。宽度过大,条料不能进入模具的导料板或通行不畅;宽度过小则影响定位精度,还容易损坏侧刃、凸模等零件。
本次设计不仅让我熟悉了课本所学的知识,而且我做了把所学到的知识运用到实践当中,更让我了解了级进模设计的全过程和加工实践的各种要点。
关键词 酒瓶盖启子,冲孔,落料,级进模 本科毕业设计(论文)通过答辩
II 本科毕业设计(论文)通过答辩
I 设计任务书
模具技术2006.No.2 27
文章编号:1001-4934(2006)02—0027-03
机器垫片多工位级进模的优化设计
姜晶
(辽宁机电职业技术学院机械系,辽宁丹东 118002)
摘要:机器垫片形状较复杂、加工困难,难以在一次冲压中完成。现采用了冲压中的多
工位级进模,将机器垫片分解成简单的冲孔、冲型孔、落料等工序。介绍了冲压工艺分解过 程、排样图、模具结构、工作原理以厦模具关键零部件的设计。
关键词:机器垫片;工艺分析;多工位级进模;模具结构
中图分类号:TG385.2 文献标识码:B
Abstract:Machine gasket is fairly complicated.It。S hard to process and has difficulty to
punch once.The multi—station progressive die is applied in punching.The processing proce-
dure of machine gasket is divided into simple punching,nibbling and blanking.The decom—
posing process of punching,layout,die structure,work principle and design of key part of
die ale introduced.
Key words:machine gasket;processing analysis;multi-station progressive die;die strut—
ture
0 引言
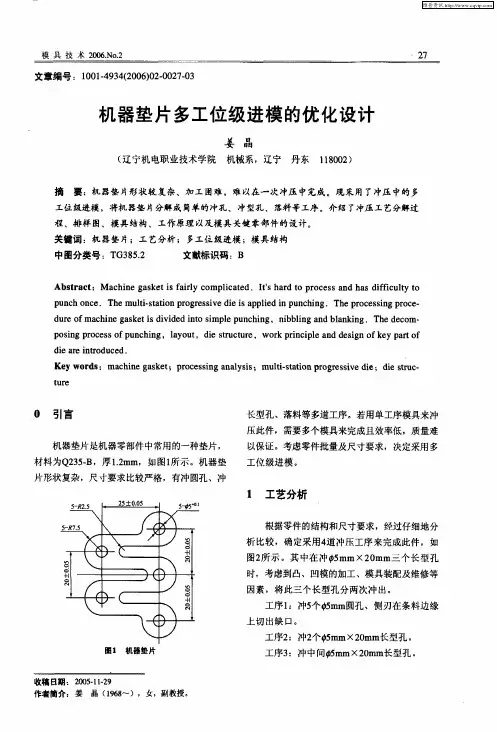
机器垫片是机器零部件中常用的一种垫片,
材料为Q235.B,厚1.2mm,如图1所示。机器垫
片形状复杂,尺寸要求比较严格,有冲圆孔、冲
\ \ 5— 7.5 二//誊
+l

16 Die and Mould Technology No.3 2007
文章编号:1 00 1—4934(2007)03—00 1 6.02
铁芯片通用级进模设计
王振涛
(南通三九焊接机器制造有限公司,江苏南通226006)
摘 要:重点介绍了3种铁芯片在l副模具上实现冲压的设计过程,对零件的工艺进行分
析,介绍了确定生产该零件采用的级进模模具结构和零件冲压工步图。
关键词:铁芯片;冲压工艺;结构特点
中图分类号:TG386 文献标识码:B
Abstract:Design process of a progressive die for three kinds of iron chip was introduced
in detail.Formability of the part was analyzed.The structure of the progressive die and
procedure of stamping was introduced.
Keywords:iron chip;stamping process;structure characteristics
0 引言
铁芯片是变压器的一个重要组成部分,而
变压器又是电焊机的心脏,所以对铁芯片尺寸
的要求较严格。变压器由3种铁心片叠装而成,
铁芯片(一)和铁芯片(二)的区别在于铁芯
片(二)在①处无缺口,铁芯片(二)和铁芯
片(三)的区别在于铁芯片(三)在②处为通
孔且通孔长度为5.2 mm。
零件如图1所示。材料DW540—50(硅钢
片),厚度,=0.5 mm。技术要求:毛刺<0.05。
图1铁芯片(一)零件图
收稿日期:2007一O1—16 作者简介:王振涛(1985一),男,助理工程师。 1 零件工艺分析
此零件外形轮廓较复杂,且零件本身有8个
凸台和2个 6 mm的孔,考虑到零件的成形性,
可采用简单工序来生产。这就需要多副模具和