超音速火焰喷涂制备WC-12Co涂层实验
- 格式:pdf
- 大小:11.25 MB
- 文档页数:7
超音速火焰喷涂原理
超音速火焰喷涂是一种利用超音速气流将液态或粉状的火焰喷涂材料喷射到被涂表面的技术。
其原理可以概括为以下几点:
1. 喷涂材料的制备:将火焰喷涂材料以液态或粉状形式储存在高压容器中。
液态材料一般需要通过加热使其变为气态,而粉状材料则直接进入喷涂设备。
2. 气流产生:在喷涂设备中,利用压缩空气或氧气等气体通过高压喷嘴加速排出,形成超音速气流。
超音速气流具有非常高的动能和冲击力。
3. 火焰生成:喷涂设备中通过点火机构将气体与可燃物质混合,并点燃产生火焰。
火焰的燃烧产生高温、高能量的气体。
4. 喷涂作用:当火焰燃烧时,超音速气流通过喷嘴将火焰喷涂材料从喷射出,形成一个喷涂射流。
火焰的高温能使液体材料蒸发或粉状材料熔化,并将其析出到射流中。
5. 沉积:喷涂射流与被涂表面相碰撞,产生冲击和磨擦作用。
火焰喷涂材料将沉积在被涂表面上,与基材粘结。
6. 火焰喷涂层形成:随着火焰喷涂材料的沉积,一层薄的火焰喷涂层逐渐形成。
这层火焰喷涂层具有很高的致密性和附着力,能够提供保护和改良被涂表面的性能。
总结:超音速火焰喷涂利用超音速气流将火焰喷涂材料喷射到
被涂表面,通过火焰的燃烧以及超声速气流的动能和冲击力,将液态或粉状材料沉积到表面形成薄的火焰喷涂层。
这种技术可以实现高效、快速和高附着力的涂层制备。
高速火焰喷涂高速火焰喷涂国内习惯上称为超音速火焰喷涂,它的英文缩写为HVOF(High Velocity Oxygen Fuel的首写字母)。
高速火焰喷涂是在爆炸喷涂的基础上发展起来的一项新的热喷涂技术,是在上世纪八十年代初期,由美国Browning公司最先研制成功,并推出名为JET-KOTE的商用喷涂设备。
高速火焰喷涂技术一经问世,就以其超高的焰流速度和相对较低的温度,在喷涂金属碳化物和金属合金等材料方面显现出了明显优势。
在世界各大热喷涂公司的积极推动下,该技术发展很快,目前高速火焰喷涂技术在喷涂金属碳化物、金属合金等方面,已逐步取代了等离子喷涂和其它喷涂工艺,成为热喷涂的一项重要工艺方法。
1.高速火焰喷涂原理高速火焰喷涂是将助燃气体与燃烧气体在燃烧室中连续燃烧,燃烧的火焰在燃烧室内产生高压并通过与燃烧室出口联接的膨胀喷嘴产生高速焰流,喷涂材料送入高速射流中被加热、加速喷射到经预处理的基体表面上形成涂层的方法。
可使用乙炔、丙烷、丙烯、氢气等作为燃气,也可使用柴油或煤油等液体燃料。
煤油、氧气通过小孔进入燃烧室后混合,在燃烧室内稳定、均一地燃烧。
有监测器用来监控燃烧室内压力,以确保稳定燃烧,喷涂粉末的速度与燃烧室内压力成正比。
燃烧室的出口设计使高速气流急剧扩展加速,形成超音速区和低压区。
粉末在低压区域沿径向多点注入,粉末均一混合,在气流中加速喷出。
高速火焰喷涂焰流速度高达1500m/s-2000m/s,一般可观察到5-8个明显的马赫锥,粒子流速度高达300-650m/s。
2.设备构成高速火焰喷涂设备一般由喷枪、送粉器、控制系统、喷枪冷却系统、气体供应系统五部分构成。
目前我国在用的高速火焰喷涂设备绝大部分是进口的,使用最多的型号为:Sulzer Metco公司的DJ-2700和Praxair 公司的JP-5000,JP-5000 是原Hobart Tafa公司研制成功的,后该公司并入了Praxair公司。
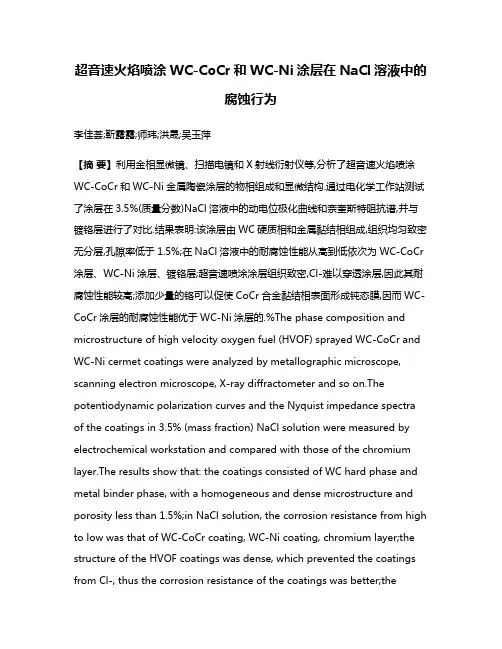
超音速火焰喷涂WC-CoCr和WC-Ni涂层在NaCl溶液中的腐蚀行为李佳荟;靳露露;师玮;洪晟;吴玉萍【摘要】利用金相显微镜、扫描电镜和X射线衍射仪等,分析了超音速火焰喷涂WC-CoCr和WC-Ni金属陶瓷涂层的物相组成和显微结构.通过电化学工作站测试了涂层在3.5%(质量分数)NaCl溶液中的动电位极化曲线和奈奎斯特阻抗谱,并与镀铬层进行了对比.结果表明:该涂层由WC硬质相和金属黏结相组成,组织均匀致密无分层,孔隙率低于1.5%;在NaCl溶液中的耐腐蚀性能从高到低依次为WC-CoCr 涂层、WC-Ni涂层、镀铬层;超音速喷涂涂层组织致密,Cl-难以穿透涂层,因此其耐腐蚀性能较高;添加少量的铬可以促使CoCr合金黏结相表面形成钝态膜,因而WC-CoCr涂层的耐腐蚀性能优于WC-Ni涂层的.%The phase composition and microstructure of high velocity oxygen fuel (HVOF) sprayed WC-CoCr and WC-Ni cermet coatings were analyzed by metallographic microscope, scanning electron microscope, X-ray diffractometer and so on.The potentiodynamic polarization curves and the Nyquist impedance spectra of the coatings in 3.5% (mass fraction) NaCl solution were measured by electrochemical workstation and compared with those of the chromium layer.The results show that: the coatings consisted of WC hard phase and metal binder phase, with a homogeneous and dense microstructure and porosity less than 1.5%;in NaCl solution, the corrosion resistance from high to low was that of WC-CoCr coating, WC-Ni coating, chromium layer;the structure of the HVOF coatings was dense, which prevented the coatings from Cl-, thus the corrosion resistance of the coatings was better;theaddition of a little chrome promoted the formation of a passive film on the surface of CoCr binder phase, thus the corrosion resistance of WC-CoCr coating was better than that of WC-Ni coating.【期刊名称】《理化检验-物理分册》【年(卷),期】2017(053)003【总页数】7页(P151-156,160)【关键词】超音速火焰喷涂;金属陶瓷涂层;显微结构;耐腐蚀性能【作者】李佳荟;靳露露;师玮;洪晟;吴玉萍【作者单位】河海大学力学与材料学院, 南京 211100;河海大学力学与材料学院, 南京 211100;河海大学力学与材料学院, 南京 211100;河海大学力学与材料学院, 南京 211100;材料腐蚀与防护四川省重点实验室, 自贡 643000;河海大学力学与材料学院, 南京 211100【正文语种】中文【中图分类】TG174.44超音速火焰(High Velocity Oxygen Fuel,HVOF)喷涂技术采用燃气与氧气的燃烧作为热源,与等离子热源相比,具有温度低、速率高的特点,在涂层的喷涂过程中抑制了合金的氧化分解[1];且涂层与基体的结合强度高,提高了涂层材料的力学性能;同时致密的结构抑制了腐蚀介质侵入,提高了涂层的耐腐蚀性能。

超音速火焰喷涂WC-17Co涂层的高速磨削机理试验研究郭力;江志顺;尚振涛【摘要】针对超音速火焰喷涂WC-17Co高硬涂层的加工难题,对WC-17Co涂层进行了高速/超高速磨削试验.通过考察不同金刚石砂轮和磨削工艺参数对磨削力、磨削温度和表面残余应力、表面/亚表面微观形貌和表面粗糙度的影响,讨论了最大未变形切屑厚度与比磨削能的内在关系,分析了磨削温度对表面残余应力的作用规律,探讨了法向磨削力对涂层亚表面损伤的作用规律.结果表明:WC-17Co涂层磨削去除是脆性和延性去除并存;提高砂轮线速度将使磨削力先快速减小后缓慢增大,磨削温度持续升高,涂层磨削从脆性去除转为延性去除的趋势也逐渐增强,表面残余应力由压应力逐渐转变为拉应力,而磨削高温引起涂层热塑性变形是表面残余应力状态转变的根本原因.涂层亚表面磨削损伤层平均深度随法向磨削力的增大而变大.提高砂轮线速度、降低工作台速度和减小磨削深度均能增大涂层磨削塑性去除的比例.【期刊名称】《中国机械工程》【年(卷),期】2016(027)010【总页数】8页(P1279-1286)【关键词】超音速火焰喷涂技术;WC-17Co涂层;高速磨削;砂轮【作者】郭力;江志顺;尚振涛【作者单位】湖南大学国家高效磨削工程技术研究中心,长沙,410082;湖南大学国家高效磨削工程技术研究中心,长沙,410082;湖南大学国家高效磨削工程技术研究中心,长沙,410082【正文语种】中文【中图分类】TH163超音速火焰喷涂(HVOF)技术是美国于20世纪80年代初期推出的一种新型热喷涂技术。
HVOF工艺制备的碳化钨/钴金属陶瓷WC-Co涂层具有硬度高、孔隙率低、与基体结合强度高(大于70 MPa)等优点;涂层的耐磨性好,对环境友好,对基体疲劳性能影响低,因此,在国内外尤其是航空领域得到了深入研究和广泛应用,HVOF已成为制备WC-Co系列耐磨涂层的首选工艺之一[1]。
受涂层喷涂工艺的影响,涂层表面粗糙度一般在3~6 μm之间,还需进行精密加工才能满足使用要求。
超音速火焰喷涂WC涂层超高速磨削试验研究易军;盛晓敏;郭力【摘要】According to the processing difficulties existing in HVOF tungsten carbide coatings, this paper studies the influence of different wheel speed on the coating, surface roughness and surface morphology. The results showes that with the substantial increase in wheel speed the grinding forces and surface roughness can be significantly reduced. Through the observation of grinding surface microstructure, we can find that under the conditions of ultrahigh speed grinding, the plastic gives priority to the coating material removal way.%针对超音速火焰喷涂碳化钨涂层存在的加工困难,研究了不同砂轮线速度对涂层磨削力、表面粗糙度及表面微观形貌的影响,试验结果表明,随着砂轮线速度的大幅度提高,涂层磨削力、表面粗糙度值都能得到明显的减小;通过观察磨削表面的微观形貌发现,在超高速磨削条件下,涂层材料的去除方式更多的以塑性去除为主.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)006【总页数】4页(P49-52)【关键词】砂轮线速度;高硬度涂层;磨削力;表面粗糙度;表面微观形貌【作者】易军;盛晓敏;郭力【作者单位】湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012;湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012;湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012【正文语种】中文【中图分类】TH163涂层是指附着在某一基体材料上起某种特殊作用,且与基体材料具有一定结合强度的薄层材料。
超音速火焰喷涂( HVO/ AF) WC/ 17Co涂层因对基体的疲劳性能影响较小和涂层具有良好的耐磨性能而作为电镀硬铬的替代涂层,然而WC/ 17Co涂层的抗腐蚀性能较差,为此人们提出采用WC/ 10Co4Cr涂层以提高涂层的耐腐蚀性能。
两种涂层的最明显的区别是金属含量不同,这将对涂层的断裂韧性和抗冲击性能有着重大的影响。
HVO/ AF WC/ 17Co涂层替代电镀硬铬最典型的应用是在飞机起落架中。
飞机在跑道上高速运动过程中高速砂砾会冲击涂层表面,以及在维修过程中工具掉落在涂层表面,从而造成涂层的破坏。
本研究主要以300M超高强钢作为基体,模拟上述两种情况,研究HVAF WC 涂层的抗冲击性能,并和电镀硬铬的性能进行对比。
一、试验方法1. 喷涂和样品的制备300M低合金钢具有高的强度和较好的断裂韧性,在航空航天、建筑和兵器等工业中有广泛的应用。
将300M钢成尺寸分别为50mm×8mm和50mm×200mm 的试样。
喷涂前在丙酮中将试样超声除油,然后在0.4 MPa 压力下进行喷砂前处理。
采用HVAF枪( Unique Coat 公司) 制备HVAF WC涂层,喷涂工艺如表1 所示。
粉末原料为WC/17Co和WC/10Co4Cr ,其制备方法均为团聚、烧结,粉末粒径均为5~30μm。
为测量HVAF WC 涂层的断裂韧度,涂层厚度为300μm左右;而在抗冲击测试中,涂层的厚度均为100μm。
2. 试验和表征采用显微压痕法测量不同载荷下HVAF WC涂层的断裂韧度。
采用两种方法评价两种WC 涂层和电镀硬铬层的抗冲击性能:一种按照AST M D3170标准进行涂层的抗碎裂性评价,其示意图如图1所示;另一种为落球试验。
将一重量为0.9磅的钢球分别从24 、60 、72 、93和102in高度垂直落在有涂层的300 M 钢平板上,如图2所示。
图2为落球在有涂层的棒上形成的裂纹方向,该方向与时钟所表示的方向相同。
HV-80超音速火焰喷涂制备WC-12Co涂层实验
1. 实验材料及方法 1.1实验材料 喷涂材料我们选择章源钨业生产的WC-12Co粉末,其中WC颗粒分布呈多峰分布(颗粒平均尺寸为0.2μm占30wt.%,颗粒平均尺寸为2.4μm占70wt.%),粉末的颗粒尺寸为15~45μm。粉末的表面和截面形貌如图1所示,可以看出,粉末的球形度较好,单个喷涂粉粒子内的孔隙较均匀。喷涂试样的基体材料为16Mn钢,磨粒磨损对比试样的材料也是16Mn钢。
图1 多峰WC-12Co粉末的形貌
1.2涂层制备 采用郑州立佳的HV-80型HVOF设备进行喷涂,使用航空煤油作为燃料,氧气作为助燃气,送粉载气采用氮气。结合以往喷涂经验,选择四因素三水平L9(34)喷涂工艺参数如表1所示。 表1 HVOF制备WC-12co涂层的工艺参数 Factor Level Kerosene Flux (L/h) Oxygen Flux (m3/h) Feed Rate (g/min) Spraying Distance (mm) Level 1 22.71 50.97 60 326 Level 2 24.6 55.22 75 353 Level 3 26.5 59.47 90 380
喷涂前,对试样进行除锈、除油、然后采用240μm(60目)白刚玉砂进行粗化处理,将待喷涂的试样在特制的风冷夹具上装夹、喷涂,为了使基体温度低于200°C,没喷涂8道次停枪一次,直至涂层厚度达到300~350μm。
1.3相结构测试 用线切割加工出尺寸为10mm×10mm×5mm的带有涂层的试样,在SIEMENSD 5000型X射线衍射仪上对涂层进行相结构测试,阳极靶为Cu 靶,扫描角度从10~90°(本文中取30~85°,),管压35KV,管流30mA,积分时间0.2秒,采样间隔0.02秒。 1.4孔隙率测试 使用IQmaterial图像分析软件,依次导入涂层截面典型金相照片,采用灰度法测试孔隙所占视场的面积百分比,将测试的10个视场孔隙百分比的平均值作为涂层的孔隙率。
1.5 结合强度测试 拉伸试样尺寸为φ25×30mm,试样结合面采用E-7胶粘接后,固定在特制的夹具上,并一起放入电热干燥箱中,在100°C下保温3小时。采用计算机控制的WDW-E200万能电子拉伸试验机,按照GBT8642-88标准进行涂层的结合强度试验。
1.6显微硬度测试 用线切割佳通出尺寸为10mm×14mm×5mm的带有涂层的试样,经过镶嵌,初磨和抛光,然后用Wilson Wolpert 401MVA 型显微硬度计测试涂层截面上由内向外不同的10个点的显微硬度,实验载荷分别为300g和1000g,压力保持时间为10s。
1.7开裂韧性测试 将带有涂层的试样镶嵌,打磨并且抛光,用小负荷维式硬度计,将硬度计的载荷调整到10kg(一般来说,测试开裂韧性采用5kg的载荷,由于多峰涂层具有较高的开裂韧性,涂层截面采用5kg测试时,裂纹长度很短,所以采用10kg的载荷测试。)在涂层截面的中间每隔一定距离打一个压痕对角线平行于涂层表面的压痕。在光学显微镜下测量压痕对角线长度的一半a和压痕裂纹长度c。根据Wilshaw公式:
其中:P:载荷(N),a:压痕的对角线长度的一半(μm),c:压痕中心至裂纹末端的距离(μm)。
1.8磨粒磨损实验
磨粒磨损试样尺寸为56mm*25mm*5mm,采用国产湿砂橡胶轮MLS-225型磨粒磨损实验
机,磨料采用20-40目石英砂1500g和1000g水混合而成,橡胶轮的转速为240rpm,加载载荷为100N。用带有涂层的试样和不带涂层16Mn分别作对比实验,预磨500转,正式磨3轮,每轮磨3000转,共计9500转。将每次磨损后试样洗净,烘干后用精度为0.1mg的FA1004型电子分析天平称量,以计算出磨损失重。
2. 实验结果及分析 2.1物相分析 WC-12Co粉末及涂层的X射线衍射图如图2所示,通过对比可以发现,涂层中除了新增了衍射强度较弱的W2C相外,其余的相与原始粉末的物相基本一致,这说明用超音速方法喷涂WC-12Co粉末时,只有很少部分WC颗粒发生轻微的脱碳现象,另一方面也说明选定的四种喷涂工艺参数的变化对涂层相结构影响不大。
图2 WC-12Co粉末和涂层XRD衍射图谱 2.2涂层截面形貌和孔隙率 WC-12Co涂层截面金相照片如图3所示
(a) (b) (c) (d) (e) (f) (g) (h) (i) 图3 涂层截面金相组织九个试样涂层 九种涂层表面的粗糙度类似,九种WC-12Co涂层孔隙率都较低,结构致密,涂层无明显层状结构,采用灰度法测量涂层孔隙率均在0.5%以下。这说明在喷涂过程中,喷涂粒子在达到基体时具有很高的动能,对基体的撞击作用强,涂层与基体之间结合紧密,这与结合强度实验的结果是一致的。
2.3涂层结合强度 涂层拉断时,断裂面均是胶接面(拉断时值大多在65Mpa左右),可见实际的涂层的结合强度要高于这个值,说明涂层具有很好的结合强度。采用高强度胶粘接涂层,测试抗拉强度,最后实测结果与很多因素有关,如涂层和对接试样的表面粗糙度,粘接和固化的工艺以及拉伸条件等。超音速火焰制备的WC/Co涂层与基体的结合强度高,再加上涂层的表面较为光滑,采用这种方法很难准确的测出其实际的结合强度。
2.4涂层显微硬度分析 喷涂工艺四因素三水平正交表及对应的涂层硬度如表2所示。 表2 正交实验目标分析结果(显微硬度)
喷涂工艺参数对涂层硬度影响的因素按从大到小排列的顺序(按极差植进行比较):煤油流量(125)>送粉率(32.3)>喷涂距离(18.7)>氧气流量(15.7)。从总体上看,煤油流量变化对涂层的硬度影响最大,要改变涂层硬度时,调节煤油流量是最直接有效的办法,当然其他三个参数要根据煤油流量作适当调整。 四种喷涂工艺因素(煤油流量、氧气流量、送粉率和喷涂距离)在低、中、高三种水平作用下,多峰WC-12Co涂层硬度变化的趋势如图4所示。
图4 正交实验参数与涂层硬度关系图
由图4可以看出,硬度最高的涂层喷涂工艺参数是煤油流量:26.5L/h,氧气流量:55.22m3/h,喷涂距离:326mm,送粉率:75g/min。
2.5涂层开裂韧性与硬度之间的关系 涂层的开裂韧性与硬度之间的关系如图5所示。
图5 涂层开裂韧性与硬度之间的关系 由图5可以看出,涂层的开裂韧性与硬度基本上成反比,即涂层的硬度越高,相应的涂层脆性也越大。
2.6涂层磨损失重与硬度之间的关系 九种试样每3000转的平均磨损失重如图6所示,可以看出,涂层的显微硬度与磨损失重成反比,即涂层的硬度越高,其抗磨粒磨损性能越好。另外,在同样的试验工况下,16Mn钢磨损失重是这九组多峰WC-12Co涂层的158~186倍。
图6 涂层硬度与磨损失重之间的关系 图7 涂层磨损区域表面形貌 经磨粒磨损9500转涂层的表面形貌如图7所示。由涂层磨损区域低倍磨损形貌如图7(a)所示,可以看出涂层被磨损的涂层表面较平整,没有明显的犁沟和大的凹坑。由涂层磨损区域高倍磨损形貌如图7(b)所示,可以看出,WC粒子周围的粘结相表面有较明显的划痕(即较浅的犁沟,标记为“1”),这些犁沟在遇到WC粒子时终止。有些WC粒子与周围的粘结相开始发生剥离(如标记为“2”的WC粒子),有些WC粒子脱离粘结相(如标记为“3”的区域),还有些WC粒子开始出现裂纹即将发生破裂(如标记为“4”的区域)。通过这些典型的形貌并结合相关文献,可以推断多峰WC/Co涂层的微观磨粒磨损基理与普通WC/Co涂层有相似的地方,即在磨损过程中,首先是涂层中的粘结相Co被切削和挤压,随着磨损过程的不断进行,粘结相被切除掉,突出的WC粒子在磨粒的撞击和滚压的反复作用下发生疲劳破碎。随着磨损的持续,WC粒子开始与粘接相发生剥离,最后脱离粘结相。但是,从图7的磨损形貌来看,多峰涂层的磨损表面相对比较平整,表现出明显的均匀的磨耗磨损的形式,这是由于多峰涂层特有的WC粒子的粒度分布决定的。在多峰涂层中的粗、细搭配的WC粒子的紧凑排列,减小了涂层中Co粘接剂的名义自由路径(使得粘结相分布的更加均匀),有效的减轻了外界大颗粒磨粒(SiO2)对涂层中粘结相的切削作用,同时也使磨粒与WC在相互作用过程中也发生破碎和棱角变钝现象(SiO2磨粒的硬度高于Co基体而低于WC粒子),进一步降低了磨粒对涂层的切削作用。这样在磨粒磨损的过程中相对于其他微米WC/Co涂层,均匀的磨耗磨损的形式是多峰WC/Co涂层的主要磨损形式,所以,WC-12Co涂层在磨损过程中失重很小。
3. 结论 (1)通过正交实验确定了具有最高硬度WC-12Co涂层的喷涂工艺参数是煤油流量:26.5L/h,氧气流量:55.22m3/h,喷涂距离:326mm,送粉率:75g/min,其中煤油流量对涂层的硬度影响最大。 (2)WC-12Co涂层结构非常致密,硬度高(1300 HV1左右),孔隙率在0.5%以下,并且涂层与基体的结合强度高,达到了涂层具有高耐磨性,高硬度的要求。 (3)涂层的磨损失重和开裂韧性都与涂层的硬度成反比,所以,提高涂层的硬度能提高其抗磨粒磨损的性能,但是涂层的开裂韧性会下降,即涂层的脆性会变大。相对于16Mn钢,多峰涂层具有优异的抗磨粒磨损性能,其主要的磨粒磨损形式为均匀的磨耗磨损。