715.2全金属气缸盖垫片工程规范
- 格式:doc
- 大小:81.50 KB
- 文档页数:4
第六篇附则1本规则是铁路货车轮轴造修、轮对组装和轴承检修、压装产品质量检查及验收的基本依据,必须全面落实,严格执行。
遇有本规则的规定不明确时,轮轴及零部件造修单位应在保证运用安全、可靠、使用寿命,并且不低于本规则相关的技术标准和要求的前提下,由轮轴及零部件造修单位和铁道部(铁路局)驻车辆验收室共同研究,制订相应的技术标准。
遇有重大问题须逐级上报铁道部。
2本规则的解释、修改权属铁道部运输局。
3本规则自发布实施之日起施行。
原《铁路货车轮对和滚动轴承组装及检修规则》(铁辆[1998]2号)同时废止。
附件1术语解释F1.1轮轴:指已压装(组装)滚动轴承的轮对,具有承载和走行的功能。
本规则中也作为轮轴零部件的总称。
F1.2轮对:由一根车轴和两个车轮采取过盈配合,经冷压装组成的整体铁路部件,轮对分为滚动轴承轮对和滑动轴承轮对,滚动轴承轮对又分为无轴箱双列圆锥滚子轴承轮对和有轴箱圆柱滚子轴承轮对。
F1.3段修轮轴:随段修(全面检查修)货车检修或入段检修,能够按段修标准修复,达到段修车辆装车标准的轮轴。
F1.4厂修轮轴:随厂修(大修,含入段厂修)货车检修的轮轴,以及按轮轴段修标准无法修复,需退轮按厂修标准检修,达到厂修货车装车标准的轮轴。
F1.5轮对新组装:是以新制车轮及车轴按新制(原型)技术标准组装的轮对。
F1.6轮对重新组装:是以旧车轮和旧车轴(拼修)、旧车轮和新车轴(换轴)及新车轮和旧车轴(换轮)按厂修技术标准组装的轮对。
F1.7提速轮轴:是指适用于120km/h运行速度的轮轴。
车轴须为50钢;车轮型号须为HDS,HDZ,HES或HEZ等系列,新品车轮的最大静不平衡值为125g·m,标记为E3;轴承型号须为353130B,353130A,SKF197726或装用工程塑料保持架的352226X2-2RZ等。
F1.8减重轮轴:是指装用HDZB,HDZC,HDZD,HEZB,HEZD,HDSA,HESA等型减重车轮、50钢车轴及无轴箱双列圆锥滚子轴承的轮轴。
【最新精选】机动车运行安全技术条件gb7258-2017 机动车运行安全技术条件(GB7258-2012)言前本标准的附录A和附录B为推荐性的,其余为强制性的。
本标准按照 GB/T 1.1—2009给出的规则起草。
本标准代替 GB 7258—2004《机动车运行安全技术条件》。
与 GB 7258—2004相比,除编辑性修改外主要技术变化如下:——修改了第1章的适用范围(见第1章);——修改了第3章的机动车、汽车、乘用车、客车、公共汽车(城市客车)、货车、半挂牵引车、专项作业车、两用燃料汽车、双燃料汽车、挂车、牵引杆挂车、中置轴挂车、半挂车、汽车列车、铰接列车、摩托车、轻便摩托车、轮式专用机械车的定义,增加了载客汽车、公路客车(长途客车)、旅游客车、校车、幼儿校车、小学生校车、中小学生校车、专用校车、低速汽车、危险货物运输车、纯电动汽车、插电式混合动力汽车、燃料电池汽车、教练车、残疾人专用汽车、普通摩托车、两轮普通摩托车、边三轮摩托车、正三轮摩托车、两轮轻便摩托车、正三轮轻便摩托车、特型机动车的定义,删除了卧铺客车(2004年版的3.2.2.1)、电动汽车(2004年版的3.2.9)的定义;将汽车分为载客汽车、载货汽车和专项作业车三大类,将2004年版中的摩托车(2004年版的3.5)及轻便摩托车(2004年版的3.6)合称为摩托车(见3.5),将2004年版中的摩托车(2004年版的3.5)改称为普通摩托车(见3.5.1);——修改了第4章的部分机动车产品标牌需标识的内容(见4.1.2)和车辆识别代号的打刻要求(见4.1.3),增加了纯电动汽车、插电式混合动力汽车、燃料电池汽车和电动摩托车应打刻电动机型号、编号的要求及标识的视认性和永久保持性的要求(见4.1.4);——增加了乘用车和总质量小于等于3500kg的货车(低速汽车除外)应在靠近风窗立柱的位置设置能永久保持的车辆识别代号标识的要求,以及乘用车应具有能读取车辆识别代号的电子数据接口、在后备箱(或行李区)的合适位置标示车辆识别代号,且应在至少5个主要部件上标示车辆识别代号或零部件编号的要求(见4.1.5和4.1.6),修改了危险货物运输车的标志要求(见4.1.7),增加了对机动车进行改装或修理时不得对车辆识别代号等整车标志进行遮盖(遮挡)、打磨、挖补、垫片等处理及凿孔、钻孔等破坏性操作的要求(见4.1.8);——修改了车长小于16m的发动机后置的铰接客车的后悬要求(见4.3),增加了铰接列车的半挂车的总质量不得大于半挂牵引车的最大允许牵引质量的要求(见4.5.1.5),修改了载客汽车乘员数的核定要求(见4.5.2.和4.5.3),增加了乘员数核定的特殊规定(见4.5.6);——修改了客车、罐式汽车和罐式挂车的侧倾稳定角要求(见4.7.1),增加了旅居车和旅居挂车旅居室内的专用装备设施应明示安全使用规定(见4.8.4)、所有货车和专项作业车应喷涂总质量、栏板货车和自卸车应喷涂栏板高度、罐式车辆应喷涂灌体容积及允许装运货物的种类、部分货车及所有挂车应标识放大号、部分客车应喷涂座位数、专用校车车身外观标识和校车标牌(见4.8.6,4.8.9)及教练车应喷涂“教练车”字样和机动车外部喷涂标志图案和安装灯具的原则规定(见4.8.11、4.8.12),删除了专门用于运输易燃和易爆物品的危险货物运输车应在车身两侧喷涂“禁止烟火”的要求(2004年版的4.8.5);——增加了机动车环保要求的原则规定(见4.15)和机动车产品使用说明书的相关规定(见4.16);——增加了轮式专用机械车的外廓尺寸、轴荷及质量参数、转向系、制动系、外部照明和信号装置等要求按土方机械相关强制性标准实施的规定(见4.17.2);——增加了有驾驶室的正三轮摩托车使用方向盘转向时的相关规定(见6.1),修改了机动车方向盘的最大自由转动量要求(见6.4)和转向力测试的要求(见6.8),增加了专用校车应采用转向助力装置(见6.9)及前轴采用双转向轴时转向轮的横向侧滑量不作要求的规定(见6.11);——修改了三轴及三轴以上汽车的制动完全释放时间要求(见7.1.6)和应安装防抱死制动装置的机动车类型(见7.2.11),增加了部分汽车的前轮应装备盘式制动器(见7.2.6)、教练车(三轮汽车除外)应装备有副制动踏板(见7.2.12)、部分汽车应装备辅助制动装置(见7.5)及气压制动系应安装保持压缩空气干燥、油水分离的装置的要求(见7.7.4);——修改了路试检验时的列车的行车制动距离要求(见7.10.2.1)和充分发出的平均减速度要求(见7.10.2.2)、驻车制动性能检验要求(见7.10.4)及台试检验时的制动力要求和制动力平衡要求(见7.11.1.1和7.11.1.2),增加了台试检验汽车、汽车列车行车制动性能的合格判定要求(见7.11.1.5),修改了检验结果的复核要求(见7.11.3);——增加了机动车不得安装遮挡外部照明和信号装置透光面的装置、用户不得对外部照明和信号装置进行改装或加装强制性标准以外的外部照明和信号装置的要求(见8.1.2和8.1.3),修改了外部灯具闪烁的相关规定(见8.1.2),增加了部分货车、专项作业车和挂车后部照明和信号装置的透光面面积要求(见8.2.1)、校车应配备统一的校车标志灯和停车指示标志的要求(见8.2.7)、某一转向灯发生故障(短路除外)时的要求(见8.3.8)和部分货车和挂车、低速车辆应设置车辆尾部标志板的要求(见8.4.1),修改了车身反光标识设置及车身反光标识材料的相关规定(见8.4.1,8.4.5),增加了柔性车身反光标识的相关规定(见8.4.6),删除了附加的灯具、反射器或附属装置不允许影响本标准规定安装的灯具和信号装置的性能且不应对其他的道路使用者造成不利影响的要求(2004年版的8.2.10);——增加了打开所有前照灯(远光)时总的远光发光强度要求及两灯制轻便摩托车的远光光束发光强度最小值要求(见8.5.2),修改了前照灯远光照射位置的检验要求(见8.5.3.3),删除了前照灯远、近光布置的要求(2004年版的8.4.3);——增加了教练车(三轮汽车除外)应设置辅助喇叭开关的要求(见8.6.1)、客车电器导线的阻燃要求和乘员舱外部接插件的防水要求(见8.6.2),修改了机动车应装备仪表或显示信息的相关规定(见8.6.3),增加了专用校车应设置电源总开关和车长大于等于6m的客车应设置电磁式电源总开关的相关规定(见8.6.4),修改了应安装行驶记录仪的汽车车型要求,增加了显示、数据接口布置的规定、行驶记录功能符合要求的卫星定位装置视同行驶记录仪的规定及专用校车和卧铺客车还应安装车内外录像监控系统的规定(见8.6.5)及汽车装备、加装电气设备的原则性要求(见8.6.6),修改了无轨电车的特殊要求(见8.6.7);——修改了不得装用翻新的轮胎的车轮范围(见9.1.2),增加了机动车使用的翻新胎应符合相关标准的规定(见9.1.2)、专用校车和卧铺客车应装用无内胎子午线轮胎、危险货物运输车和车长大于9m的其他客车应装用子午线轮胎(见9.1.5)、空气弹簧应无裂损、变形及漏气、控制系统应齐全有效(见9.3.3)和三轴公路客车的随动轴应具有随动转向或主动转向功能的要求(见9.4.4);——增加了自动变速器的相关规定(见10.2.1)及部分车型应具有超速报警和限速功能(或装备限速装置)的要求(见10.5);——增加了车身外部不应产生明显的镜面反光(见11.1.1)、客车上部结构强度要求的相关规定、专用校车车身结构的特殊要求及车长大于11m的公路客车和旅游客车和所有卧铺客车应采用全承载整体式框架结构车身的要求(见11.2.1)、幼儿专用校车乘客区应采用平地板结构的要求(见11.2.3)、专用校车的踏步高要求(见11.2.4)和行李架(舱)设置要求(见11.2.5)、专用校车前部应设置碰撞安全结构的要求(见11.2.6)及校车侧窗下边缘的高度要求(见11.2.7);——增加了集装箱运输车和集装箱运输半挂车的构造应保证集装箱运输过程中始终安全、稳妥地固定在车辆上的要求(见11.3.2)、货车和挂车的载货部分不得设置乘客座椅且不得设计成可伸缩的结构(见11.3.3、11.3.4)及货车驾驶区座椅布置的相关规定(见11.3.5),增加了摩托车外部凸出物和扶手的相关规定(见11.4.2、11.4.3);——增加了乘用车车门的相关规定(见11.5.2),修改了客车乘客门的相关规定(见11.5.3,11.5.5),增加了击碎玻璃式应急窗的安全玻璃类型和厚度要求(见11.5.6),公路客车、旅游客车、校车所有车窗玻璃的可见光透射比均应大于等于50%的要求(见11.5.7)及厢式货车和封闭式货车的货箱部位不得设置车窗的要求(见11.5.8);——修改了载客汽车座椅布置的规定(见11.6.2,11.6.6)和卧铺布置的规定(见11.6.7),增加了校车照管人员座位的设置及专用校车座椅及其固定件的强度要求(见11.6.8)、专用校车靠近通道的学生座椅的扶手要求(见11.6.9)及正三轮摩托车乘客座椅的布置要求(见11.6.10);——修改了客车内饰材料的阻燃要求,增加了发动机舱隔热防火的相关规定(见11.7.1、11.7.2),增加了号牌板(架)应有号牌安装孔的要求(见11.8.2)、乘用车(三厢车除外)行李区的纵向长度要求(见11.9.2)及自卸车液压举升装置的相关规定(见11.9.6);——修改了应装备汽车安全带的座椅范围(见12.1.1),增加了安全带的型式要求(见12.1.2和12.1.3)、乘用车驾驶人座位应装备汽车安全带佩戴提示装置(见12.1.5)及乘用车儿童座椅固定的要求(见12.1.6);——增加了总质量大于7500kg的货车和货车底盘改装的专项作业车应在右侧设置广角后视镜和补盲后视镜的要求(见12.2.1),修改了外后视镜的视野要求(见12.2.2),增加了专用校车驾驶人视野、汽车列车必要时应加装后视镜加长架(见12.2.2)及教练车应加装辅助后视镜的要求(见12.2.7); 增加了应设置应急门的情形(见12.4.1.2),修改了应急门的尺寸和开启要求、应急门引道要求(见12.4.2.1、12.4.2.3、12.4.2.5)及应急锤的相关规定(见12.4.3.2),增加了设有乘客站立区的公共汽车的应急窗均应为推拉式应急窗或外推式应急窗的要求(见12.4.3.2);——增加了不准许用户改动燃料管路(见12.5.1)、发动机后置的公路客车和旅游客车燃料箱的前端面应位于前轴之后(见12.5.5)、每一个钢瓶阀出口端都应安装高压过流保护装置(见12.6.1)、不准许用户改动或加装钢瓶(见12.6.3)、钢瓶安装在车上后钢瓶编号应易见(见12.6.4)及气体燃料车辆应安装泄露报警装置的要求(见12.6.15),修改了气体燃料专用装置通气接口的相关规定(见12.6.9);——修改了客车灭火器布置的相关规定(见12.9.2),增加了所有专用校车和发动机后置的其他客车应装备发动机舱自动灭火装置(见12.9.3)和危险货物运输车的特殊安全防护要求(见12.11),删除了专门用于运送易燃和易爆物品的危险货物运输车应在驾驶室上方安装红色标志灯的要求(2004年版的12.10);——修改了应装备三角警告牌、保险杠和前风窗玻璃除雾除霜装置的汽车范围(见12.13.2、12.13.3、12.13.4)和机动车发动机的排气管口布置要求(见12.13.7),增加了校车应配备急救箱的要求及汽车安全气囊系统的原则性规定(见12.13.5和12.13.6);——增加了残疾人专用汽车的附加要求(见第14章);——删除了车速表指示误差检验方法、转向轮横向侧滑量检验方法、制动性能检验方法、前照灯光束照射位置检验方法、气密性检验方法(2004年版的附录A,附录E)及四种类型机动车技术条件要求对应一览表(2004年版的附录G),增加了典型车型车身反光标识粘贴示例及要求的相关说明(见附录B)。
液压缸维修技术标准编张业建、赵春涛制:审樊建成核:批魏成文准:上海宝钢集团设备部二OO八年八月目?录1?总则2?引用标准3?各部分常用材料及技术要求3.1?缸筒的材料和技术要求3.2?活塞的材料和技术要求3.3?活塞杆的材料和技术要求3.4?端盖的材料和技术要求4?液压缸的检查4.1?缸筒内表面4.2?活塞杆的滑动面4.3?密封4.4?活塞杆导向套的内表面4.5?活塞的表面4.6?其它5?液压缸的装配6?液压缸实验附表1检查项目和质量分等(摘录JB/JQ20301-88) (16)附表2螺栓和螺母最大紧固力矩(仅供参考) (17)附表3螺纹的传动力和拧紧力矩 (18)液压缸维修技术标准1?总则1.1适用范围?本维修技术标准规定了液压缸各组成部分的常用材料和技术要求、液压缸的检查、装配以及试验,适用于宝钢股份公司宝钢分公司范围内液压缸的维修,维修单位按本标准执行;1.2密封选择?密封件应选择宝钢股份公司指定生产厂家的标准产品,特殊情况需得到宝钢相关技术部门审核同意;1.3螺纹防松?液压缸的螺纹连接在安装时应涂上宝钢股份公司指定生产厂家的螺纹紧固胶;1.4液压缸防腐?修理好的液压缸,若在仓库或现场存放时间超过半年时间,需采用适当的防腐措施;1.5螺栓选择?10.9级(包括10.9级)以下的高强度螺栓可以采用国内着名生产厂的产品,10.9级(不包括10.9级)以上的高强度螺栓应采用国外着名生产厂的产品;1.6本标准的解释权属宝钢股份公司宝钢分公司设备部。
2?引用标准液压缸的维修应执行下列国家标准,允许采用要求更高的标准。
3?各部分常用材料及技术要求3.1缸筒的材料和技术要求3.1.1材料和毛坯⑴无缝钢管?若能满足要求,可以采用无缝钢管作缸筒毛坯。
一般常用调质的45号钢。
需要焊接时,常用焊接性能较好的20-35号钢,机械粗加工后再调质。
⑵铸件?对于形状复杂的缸筒毛坯,可以采用铸件。
灰铸铁铸件常用HT200至HT350之间的几个牌号,要求较高者,可采用球墨铸铁QT450-10、QT500-7、QT600-3等。
奇瑞风云2维修手册(动力总成)奇瑞汽车销售有限公司售后服务部目 录第一节简介 (3)第二节风云2 差异件清单 (4)第三节发动机机械部分 (6)一气缸盖带气门机构总成的拆卸 (6)1.1拆卸方法 (6)1.2 拆正时罩盖 (6)1.5 分解缸盖总成 (7)1.6 气门弹簧拆卸 (8)二气缸盖、气门机构总成的安装 (8)三气门弹簧、气门弹簧上座和气门锁块安装 (9)四凸轮轴总成和凸轮轴轴承盖的安装 (9)4.1 凸轮轴半圆键的安装: (9)4.2 凸轮轴总成安装: (9)4.3 凸轮轴轴承盖的安装: (9)五凸轮轴油封的安装 (10)六火花塞套筒的压装 (10)七摇臂轴带摇臂总成的安装 (10)八缸盖总成的安装: (12)九半圆胶堵的安装 (13)十气门室罩盖总成的安装 (13)10.3 装气门室罩盖总成 (13)10.5 凸轮轴位置传感器的安装 (13)十一曲轴正时齿轮和凸轮轴正时齿轮的安装 (14)11.1 曲轴正时齿轮的安装 (14)11.2 凸轮轴正时齿轮的安装 (14)11.3 正时皮带和张紧轮的安装 (14)11.4 飞轮总成的安装 (15)十二发动机常用诊断参数表 (15)十三发动机维修主要参数表 (17)十四主要总成结构特征及参数 (19)十五动力总成力矩清单 (19)十六发动机的容量规格 (20)第四节变速器部分 (20)一 QR515MHA差异件清单 (20)二变速箱诊断参数 (22)三差异部分的装配技术条件 (22)四变速器油加注量说明 (23)五维修注意事项 (24)第一节简介为了适应市场的需求,加快产品的更新换代,增加产品的多样性,提高产品的市场占有率,公司以世界中高档轿车水平、研发制造风云2,使其成为奇瑞汽车公司新一代的国民车,风云2项目产品满足国IV标准。
风云2 1.5L动力总成系统,是奇瑞公司在技术非常成熟的基础上开发的,配置奇瑞公司 自主研发的SQR477F发动机和QR515MHA变速器。
煤矿机电设备检修技术规范目录总则 ..................................一、机械类通用部分.........................3页二、固定设备..................................11页三、运输设备..................................34页四、采掘设备..................................51页五、电气设备..................................71页六、露天设备.................................127页附录 .................................291页一、机械类通用部分1.1紧固件1.1.1 螺纹连接件和锁紧件必须齐全,牢固可靠。
螺栓头部和螺母不得有铲伤、棱角严重变形或变秃。
螺孔乱扣、秃扣时,允许扩孔,增大螺栓直径。
但不能因扩孔而影响被扩工件的机械强度和工作性能。
1.1.2 螺母必须拧紧,拧紧后螺栓的螺纹应露出螺母1~3螺距,不得在螺母下加多余的垫圈来减少螺栓露出长度。
1.1.3 螺栓不得弯曲,螺纹损伤不得超过螺纹工作高度的一半,且连续不得超过一周。
连接件螺栓的螺纹在孔内部分不得少于两个螺距。
沉头螺栓拧紧后,沉头部分不得凸出连接件的表面。
1.1.4 螺纹表面必须光洁,不得用粗制螺纹代替精制螺纹。
1.1.5 同一部位的紧固件规格必须一致,材质应满足设计要求。
主要连接部位或受冲击载荷容易松动部位的螺母,必须使用防松螺母或其它防松方法。
1.1.6 使用花螺母时,开口销应符合要求。
使用止动垫圈时,包角应稳固;使用铁丝锁紧时,其拉紧方向必须和螺栓方向一致,接头应向内弯曲。
1.1.7 弹簧垫圈应有足够的弹性(自由状态开口重叠部分不得大于垫圈厚度的一半)。
1.1.8 螺栓头部或螺母必须和相接触的部件紧贴。
1 总则1.0.1为统一有色金属矿山井巷工程施工的技术要求,保证施工安全和质量,保护环境,节约能源,提高效率,加快施工速度,促进有色金属矿山建设的发展,特制定本规范。
1.0.2本规范适用于有色金属矿山井巷工程的施工。
黑色金属、贵金属和其它非煤矿山井巷工程的施工,可参照执行。
1.0.3 有色金属矿山井巷工程的施工,必须严格遵守基本建设程序,按照设计文件和施工组织设计进行施工。
1.0.4有色金属矿山井巷工程的施工,应实行项目管理,重视信息交流与沟通,运用网络技术进行方案优化,合理节约资源,提高工作效率,缩短建设周期。
1.0.5 有色金属矿山井巷工程的施工,应采用技术先进、经济合理、安全可靠、符合环境保护要求、节约能源的工艺、设备和材料。
1.0.6 工程所用的主要材料、设备和构件,必须符合设计规定和产品标准,具有出厂合格证,并经检验合格后方可使用。
未经检验或检验不合格的,不得使用。
1.0.7施工中应采取有效措施,改善工作条件,保护员工安全和职业健康,并应符合国家现行有关规定。
1.0.8施工中应建立完整的技术档案。
做好各种检验测试、隐蔽工程、质量检查、工程图纸、地质编录等文件资料的记录和签证。
工程竣工时应做好竣工验收资料。
1.0.9有色金属矿山井巷工程的施工,除应执行本规范的规定外,尚应符合国家现行有关标准、规范的规定。
2 术语、符号2.1 术语2.1.1项目管理 proiect management是运用系统的理论和方法,对建设工程项目进行的计划、组织、指挥、协调和控制等专业化活动。
2.1.2表土 surface soil系指覆盖于基岩之上的土层和强风化岩层。
2.1.3不支护段 no support section指井筒或巷道工作面距永久支护端面之间没有支护的高度或长度。
2.1.4临时支护 preliminary suport井巷掘进后,在易发生片帮、冒顶等现象的地段,为保证施工安全,而采取的非永久支护结构。
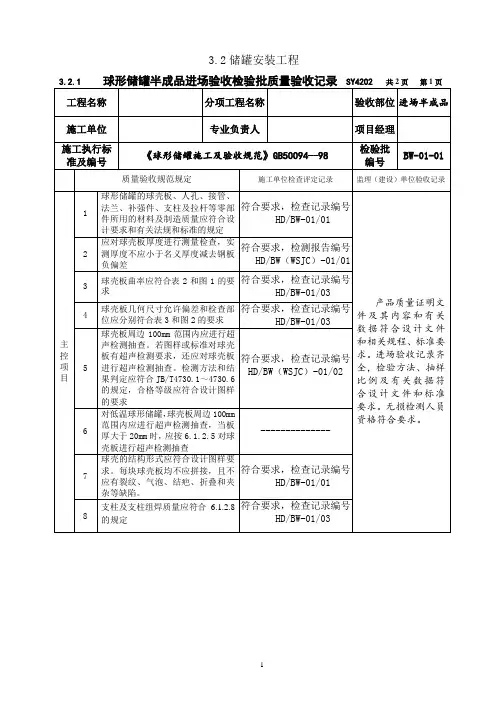
3.2储罐安装工程SY4202 共2页第1页3.2.13.2.1 球形储罐半成品进场验收检验批质量验收记录(续表)SY4202 共2页第2页3.2.43.2.5球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理及压力试验和气密性表B.5(续)球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理3.2.6 立式储罐基础沥青砂垫层工程检验批质量验收记录SY4202表B.6 立式储罐基础沥青砂垫层工程检验批质量验收记录3.2.7立式储罐底板预制检验批质量验收记录 SY42023.2.7 立式储罐底板预制检验批质量验收记录(续) SY42023.2.8立式储罐壁板预制检验批质量验收记录 SY42023.2.8 立式储罐壁板预制检验批质量验收记录(续)SY4202B.9立式储罐浮顶预制检验批质量验收记录表3.2.10 立式储罐固定顶预制检验批质量验收记录SY42023.2.13 立式储罐罐底焊接检验批质量验收记录(续)SY42023.2.15 立式储罐罐壁焊接检验批质量验收记录(续)SY42023.2.17 立式储罐固定顶焊接检验批质量验收记录(续)SY4202B.18立式储罐浮顶及内浮顶组装检验批质量验收记录B.19立式储罐浮顶焊接检验批质量验收记录3.2.20 立式储罐附件安装检验批质量验收记录SY42023.2.20立式储罐附件安装检验批质量验收记录(续)SY42023.2.21立式储罐总体验收检验批质量验收记录SY42023.2.21 立式储罐总体验收检验批质量验收记录(续)SY42023.2.22 外防腐涂料涂装工程检验批质量验收记录SY42023.2.23立式储罐内防腐工程检验批质量验收记录SY42023.2.24防火涂料涂装工程检验批质量验收记录SY4202B.24防火涂料涂装工程检验批质量验收记录3.2.25 绝热工程检验批质量验收记录 SY42023.2.25 绝热工程检验批质量验收记录(续) SY42023.2.26 梯子、平台、栏杆制作安装工程检验批质量验收记录SY4202。
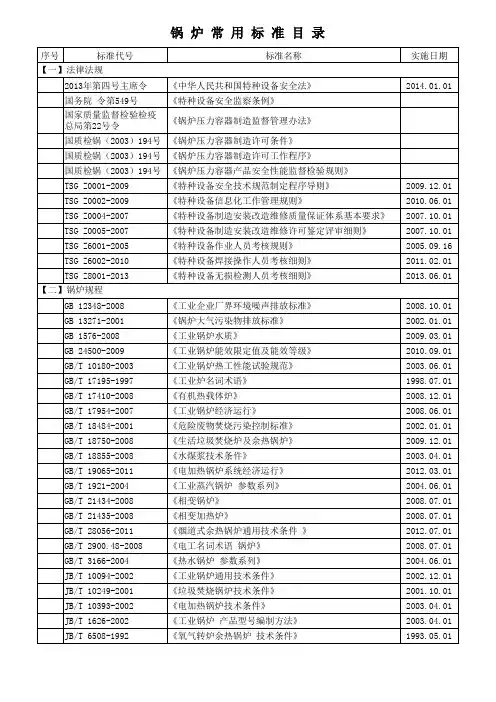
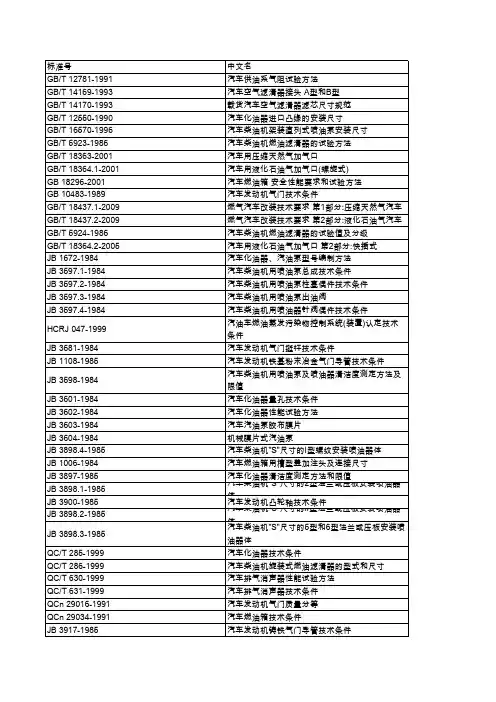
JB/T 8471-2010《袋式除尘器 安装技术要求与验收规范》2010.07.01 JB/T 8501-1996《锅炉吹灰器和测温探针》1997.07.01 JB/T 8533-2010《回转反吹类袋式除尘器》2010.07.01 JB/T 9053-2000《冲击式除尘器》2000.10.01 JB/T 9243-1999《玻璃管液位计》2000.01.01 JB/T 9244-1999《玻璃板液位计》2000.01.01 JB/T 9245-1999《锅炉用玻璃板水位计》2000.01.01 JB/T 9246-1999《涡流流量传感器》2000.01.01 JB/T 9247-1999《分流旋翼式蒸汽流量计》2000.01.01 JB/T 9621-1999《工业锅炉炉门 型号编制方法及结构要素尺寸》2000.01.01 JB/T 9625-1999《锅炉管道附件承压铸钢件 技术条件》2000.01.01 JB/T 9626-1999《锅炉锻件 技术条件》2000.01.01 JB/T 9627-1999《水处理设备 型号编制方法》2000.01.01 NB/T 47004-2009《板式热交换器》2010.05.01 NB/T 47008-2010《承压设备用碳素钢和合金钢锻件》2010.12.15 NB/T 47040-2013《锅炉人孔和头孔装置》TSG ZB001-2008《燃油(气)燃烧器安全技术规则》2008.04.30 TSG ZB002-2008《燃油(气)燃烧器型式试验规则》2008.04.30 TSG ZF001-2006《安全阀安全技术监察规程》2007.01.01【五】法兰、螺栓标准GB 3287-2000《可锻铸铁管路连接件》GB/T 41-2000《六角螺母 C级》2001.02.01 GB/T 5780-2000《六角头螺栓 C级》2001.02.01 GB/T 5781-2000《六角头螺栓全螺纹 C级》2001.02.01 GB/T 5782-2000《六角头螺栓A级和B级》2001.02.01 GB/T 5783-2000《六角头螺栓 全螺纹》2003.06.01 GB/T 6170-2000《I型六角螺母A、B级》2001.02.01 GB/T 8-1988《方头螺栓 C级》GB/T 9113-2010平面、突面整体钢制管法兰GB/T 9114-2010带颈螺纹钢制管法兰GB/T 9115-2010对焊钢制管法兰GB/T 9116-2010《带颈平焊钢制管法兰》2011.11.01 GB/T 9119-2010《板式平焊钢制管法兰》2011.10.01 GB/T 9123-2010《钢制管法兰盖》2011.10.01 GB/T 9124-2010《钢制管法兰技术条件》2011.10.01 GB/T 9125-2010《管法兰连接用紧固件》2011.10.01 GB/T 95-2002《平垫圈 C级 》2003.06.01 GB/T 97.1-2002《平垫圈 A级 》2003.06.01 JB/T 74-1994《管路法兰技术条件》1995.10.01JB/T 81-1994《凸面板式平焊钢制管法兰》1995.10.01JB/T 82.2-1994《凹凸面对焊钢制管法兰》JB/T 86.1-1994《凸面钢制管法兰盖》1995.10.01JB/T 87-1994《管路法兰用石棉橡胶垫片》JB/ZQ 4321-2006《U型螺栓》JBT 79.1-1994JBT 79.1-1994 凸面整体铸钢管法兰JBT 79.2-1994JBT 79.2-1994 凹凸面整体铸钢管法兰JBT 79.3-1994JBT 79.3-1994 榫槽面整体铸钢管法兰JBT 79.4-1994JBT 79.4-1994 环连接面整体铸钢管法兰JB/T 7746-2006JB/T 7746-2006 紧凑型钢制阀门JB/T 4726-2000压力容器用碳素钢和低合金钢锻件NB/T 47008-2010 JB/T 4727-2000低温压力容器用低合金钢锻件NB/T 47009-2010 JB/T 4728-2000压力容器用不锈钢锻件NB/T 47010-2010 GB/T 13927-2008工业阀门 压力试验JB/T 9092阀门的检验与试验GBT 26480-2011阀门的检验和试验GB/T 12459-2005钢制对焊无缝管件SH3064-2003T 石油化工钢制通用阀门选用、检验及验收HG 20592~20635-2009钢制管法兰、垫片、紧固件HG 20592~20635-1997钢制管法兰、垫片、紧固件被取代阀门引用如下标准:GBT 12220-2015GBT 12220-2015 工业阀门 标志GB12221-2005GB12221-2005阀门的结构长度GB/T 12224-2005GB 12224-2005 钢制阀门一般要求GB/T 12234-2007 石油、天然气工业用螺栓连接阀盖的钢制闸阀GB/T 12228-2006通用阀门 碳素钢锻件技术条件GB/T 12229-2005通用阀门 碳素钢铸件技术条件GB12235 截止阀的设计标准GB12236 止回阀的设计标准GB12237 球阀的设计标准GB12238 蝶阀的设计标准JB/T7748 阀门清洁度和测定方法JB/T7928 通用阀门供货要求JB/T7911凸面整体铸钢法兰JB/T1751 阀门结构要素,承插焊连接和配管端部尺寸JB/308-75阀门型号编制方法GB/T13927 阀门的压力试验ZBJ16 006 阀门的试验和检验ZBJ98 015 锅炉管道附件承压铸钢件技术条件4、闸阀的主要标准(1)GB12232-1989《通用阀门 法兰连接铁制闸阀》(2)GB12234-1989《通用阀门 法兰和对焊连接钢制闸阀》(3)GB8464-1987《内螺纹连接闸阀、截止阀、球阀、止回阀 通用技术条件》(4)GB8465.1-1987《内螺纹连接闸阀、截止阀、球阀、止回阀 基本尺寸 铁(5)JB/T53162-1994《闸阀 产品质量分等》(6)JB/T5298-1991《管线用钢制平板闸阀》(4)截止阀的主要标准1)GB12233-1989《通用阀门 铁制截止阀与升降式止回阀》2)GB12235-1989《通用阀门 法兰连接钢制截止阀与升降式止回阀》止回阀的主要标准:(1)GB12233-1989《通用阀门 铁制截止阀与升降式止回阀》(2)GB12235-1989《通用阀门 法兰连接钢制截止阀与升降式止回阀》(3)GB12236-1989《通用阀门 钢制旋启式止回阀》-2010T 47009-2010T 47010-2010材质标准带劲平焊法兰20HG/T 20592,JB4726,NB/T 47008-2010闸阀WCB GB/T 12234-2007 /SH3064-2003T管件2012459钢制对焊无缝管件(含3087标准)用技术条件》回阀 基本尺寸 铁制闸阀》降式止回阀》。
本文由lauwingchiu贡献doc文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
工艺管道专业6 k/ L* e% X0 S% A2 u- K8 W* N(一)工艺管道验收标准 1、采用的标准4 {: M4 r# l6 o4 m! X《工业金属管道工程施工及验收规范》工业金属管道工程施工及验收规范》GB50235GB50235-97《现场设备、工业管道焊接工程施工及验收规范》GB50236-98 现场设备、工业管道焊接工程施工及验收规范》GB50236《石油化工有毒、可燃介质管道工程施工及验收规范》SH3501-2002 石油化工有毒、可燃介质管道工程施工及验收规范》SH3501施工及验收规范+ o; |3 K I6 Z " ], {《压力容器无损检测》 1. 1 适用范围2 W. j" Q5 O3 B9 j. @, XJB4730-945 E4 X/ e& X, O% ]《工业金属管道工程施工及验收规范》工业金属管道工程施工及验收规范》GB50235GB50235-9742Mp,设计温度不超过材料允许的使用温度的工业金属适用于设计压力不大于 42Mp,设计温度不超过材料允许的使用温度的工业金属管道《石油化工有毒、可燃介质管道工程施工及验收规范》 SH3501-2002 石油化工有毒、可燃介质管道工程施工及验收规范》 SH3501收规范适用于设计压力 400Pa(绝压)~42MP(表压),设计温度-196℃~850℃的有毒、可燃介质刚直管道工程的施工及验收。
% g% i) D* i* I( c5 J# g7 L+ M. S2、管道分级管道级别适用范围( j1 ]' z y0 ^$ ^" \% h1、毒性程度为极度危害介质管道(苯管道除外)2、毒性程度为高度危害介质的丙稀腈、光气、二硫化碳和氟化氢 SHA 介质管道; _0 H2 r5 R1 q! g* s3、设计压力不大或等于 10.0Mp 输送设计压力不大或等于输送有毒、可燃介质管道SHB 1、毒性程度为极度危害介质的苯管道 2、毒性程度为高度危害介质管道(丙稀腈、光气、二硫化碳和氟化氢管道除外)体介质管道; N: r' d2 Q# T3、甲类、乙类可燃气体和甲 A 类液化烃、甲 B 类、乙 A 类可燃液& d' E @8 @/ z# N0 C1、毒性程度为中度、轻度危害介质管道 SHC2、乙 B 类、丙类可燃液体介质管道 SHD / |& F7 g9 I0 d' P设计温度低于-29℃的低温管道" F+ v9 R) P# x* S2 p1 B6 ]3、管道组成件的检验* s9 c7 c5 d" G/ [) N3.1 管材、管件、阀门必须具有制造厂的质量证明书。
氧气、高纯气体及稀有气体管道施工说明设计审核批准二○○一年六月氧气、高纯气体和稀有气体管道施工说明本说明适用于输送99.5%以上的施工质量要求高的高纯度气体和稀有气体的管道,不适用于设备本体所属的管道及其他气体介质的管道。
本说明在下述“标准〞的根底上进展1、?工业管道工程施工及验收标准,(金属管道篇)?GBJ235—82(简称“金属管道篇〞);2、?现场设备、工业管道焊接工程施工及验收标准?GBJ236—82(简称“焊接标准〞);3、?冶金部“氧气平安规程〞〔一九八八年〕?(简称“规程〞)。
结合工程具体情况,本说明作如下补充:1.管子、管道附件及阀门的要求:1.1管道所用材质要求根据施工图纸计算决定选取,要变更材质必须征得设计部门同意。
以下仅例举材质之范围和相关的标准。
1.1.1无缝钢管(GB8163—87)材质有:10、20或16Mn钢质等。
10号钢管δb不小于335N/mm2,δs不小于205N/ mm220号钢管δb不小于410N/mm2,δs不小于245N/ mm2以上两号钢管含硫、磷各分别不大于0.035%,并符合GB699—88要求。
16Mn钢管δb不小于510N/mm2,δs不小于343N/ mm2,含硫不大于0.05%,含磷不大于0.045%,并符合GB1591—79要求。
1.1.2不锈钢管〔GB2270—80、GB1220—84〕材质常用1Cr18Ni9Ti,1Cr18Ni11Ti等。
1Cr18Ni11Ti 1Cr18Ni9Ti不锈钢管δ b 不小于539N/mm2(55kgf/ mm2),δ0.2不小于206N/mm2(21kgf/ mm2),0Cr18Ni11Ti不锈钢管δb 不小于520N/mm2 (53kgf/ mm2),δ0.2不小于206N/mm2 (21kgf/ mm2)。
1.1.3紫铜管材质可用T2、T3、T4、TUP等拉制铜管〔GB1527—79〕材料状态M〔软〕的δb 不小于206N/mm2 (21kgf/ mm2),伸长率δ10不小于35%,δ5不小于42%。
Q/HC企业标准Q/HC 001-2014油缸设计规范2014-08-25发布2014-09-01实施XX公司发布目录1 范围 (1)2 规范性引用文件 (1)3 油缸基本构成 (2)4 油缸分类 (4)5 油缸设计原则 (5)6 油缸总体结构设计 (6)6.1 油缸主参数确定 (6)6.1.1 工作压力确定 (6)6.1.2 油缸缸径确定 (6)6.1.2.1 根据载荷力和油缸工作压力计算油缸缸径 (6)6.1.2.2 根据油缸运行速度和油缸油液流量计算油缸缸径 (6)6.1.3 油缸杆径确定 (7)6.1.3.1 根据强度要求计算油缸杆径 (7)6.1.3.2 根据速比要求计算油缸杆径 (8)6.1.4 行程、安装距确定 (8)6.2 油缸安装形式确定 (8)6.3 油缸内部结构确定 (9)6.3.1 活塞与活塞杆连接方式 (10)6.3.2 导向套与缸筒连接方式 (11)6.4 油缸密封系统确定 (12)6.4.1 动密封 (13)6.4.1.1 活塞密封方式 (13)6.4.1.2 活塞杆密封方式 (14)6.4.1.3 防尘密封方式 (14)6.4.2 静密封方式 (15)6.5 油缸支撑系统确定 (15)6.5.1 支撑环材料确定 (15)6.5.2 支撑环参数确定 (19)6.5.2.1 支撑环厚度确定 (20)6.5.2.2 支撑环宽度确定 (20)6.6 油缸其它装置确定 (23)6.6.1 缓冲装置确定 (23)6.6.1.1 恒节流型缓冲装置 (24)6.6.1.2 变节流型缓冲装置 (25)6.6.1.3 浮动自调节流型缓冲装置 (28)6.6.1.4 弹簧缓冲装置 (34)6.6.1.5 卸压缓冲装置 (34)6.6.2 排气装置确定 (35)6.7 油缸内部油路及其接口件确定 (36)6.7.1 油缸进出油方式确定 (36)6.7.2 油路接口件确定 (36)6.8 油缸装配总图绘制规范 (36)6.8.1 总图中包括的内容 (36)6.8.2 总图绘制规范 (37)7 油缸标准零件设计 (39)7.1 缸筒设计 (39)7.2 缸底设计 (44)7.3 安装法兰设计 (47)7.4 铰轴设计 (49)7.5 油路接口件设计 (50)7.6 活塞杆设计 (51)7.6 活塞设计 (57)7.7 导向套设计 (60)7.8 其它小件设计 (63)8 油缸总体设计 (66)8.1 油缸组装 (66)8.2 装配工程图绘制 (66)8.3 零部件校核计算 (66)附录A (规范性目录)油缸主要参数优选表 (68)附录B (规范性目录)油缸常用材料性能及规格优选表 (68)附录C (规范性目录)缸径杆径优选表 (72)附录D (规范性目录)油缸标准零件命名规范 (73)附录E (规范性目录)图号编制规定 (87)附录F (规范性目录)设计用螺纹规格 (88)附录G (规范性目录)环缝焊焊接坡口设计规范 (90)附录H (规范性目录)油缸标准零件技术要求 (91)附录I (规范性目录)产品图样设计补充规定 (94)油缸设计规范1 范围本标准规定了油缸设计的基本构成、分类、设计原则、总体结构设计、零件设计及关键零件强度校核方法。
Q/YC
广西玉柴机器股份有限公司企业标准
Q/YC 715.2—2005
全金属气缸盖垫片工程规范
2005-11-11发布 2005-11-11实施
广西玉柴机器股份有限公司
发布
Q/YC 715.2—2005
前 言
本标准由玉柴机器股份有限公司技术中心提出并归口。
本标准主要起草单位:玉柴技术中心。
本标准主要起草人:朱杰。
更 改 记 录
更改日期 更改通知单编号 更改标记 处 数 更改经办人 备 注
2009.9.29 200909018A ○a 1 秦江福
2012.9.25 201209012A 换第1、2页 5 朱杰
2013.8.14 201308009A 表1中增加注 1 朱杰
2013.12.16 201312015A 表1 1 朱杰
2015.8.13 201508015A 表1增加序号2内容 1 林炜民
Q/YC 715.2—2005
全金属气缸盖垫片
工程规范
1 范围
本规范规定了全金属气缸盖垫片的检验项目及要求、产品认可、生产控制要求、标志和包装、验收
检验。
本规范适用于发动机全金属气缸盖垫片的生产控制和质量验收。
2 规范性引用文件
下列文件中的条款通过本规范的引用而成为本规范的条款。凡是不注日期的引用文件,其最新版本
适用于本规范。
Q/YC 694 发动机零部件生产控制及验收要求
Q/YC 720.3 气缸盖垫片检验规范
Q/YC 1033 切削加工通用技术条件
Q/YC 5025 发动机零部件标识规定
3 检验项目及要求
3.1 检验项目
检验项目按表1的规定。
表1
序号 项 目 名 称 重要度 项次
1 压紧状态下的厚度尺寸 A 1
2 金属板材厚度(检验时不包括表面橡胶涂层) 2
3 燃烧室孔尺寸 B 1
4 燃烧室孔对基准的尺寸公差(位置度) 2
5 定位孔位置度 3
6 定位孔尺寸公差 4
7 面压分布 5
8 螺栓孔尺寸公差 C 1
9 螺栓孔位置度 2
10 自由状态下缸口部厚度尺寸 3
11 橡胶圈厚度尺寸公差 4
12 油道孔尺寸公差及护圈宽度公差 5
13 水道孔尺寸公差及护圈宽度公差 6
14 油道孔位置尺寸公差(位置度) 7
15 水道孔位置尺寸公差(位置度) 8
16 涂料厚度公差 挺柱孔和油孔 9
水孔
17 外观质量及标识 10
注:压紧状态下的厚度尺寸、面压分布仅作为机械开发过程中的实验要求,已通过机械开发的不需做富士面压试
验、压紧厚度试验,只需提供密封波纹高度、板料厚度、橡胶圈厚度检测报告即可。图样标记“S”、“SZ”
的零件要提供富士面压试验、压紧厚度试验结果。
1
Q/YC 715.2—2005
3.2 要求
3.2.1 面压分布
面压分布试验应使用感压纸进行,并对面压分布状态进行量化解析。缸口部位采用高压或超高压纸;
采用金属压波密封油、水孔部位使用中压纸;橡胶圈采用低压纸。
3.2.2 外观质量及标识
3.2.2.1 气缸盖垫片表面应无杂质、裂纹、毛刺、垫疤等缺陷。气缸盖垫片密封部位应无杂质、划伤、
垫疤等影响使用的缺陷。
3.2.2.2 气缸盖垫片表面涂料应均匀、无划伤,符合图样要求。
3.2.2.3 气缸盖垫片的标识应符合图样或Q/YC 5025的规定。
3.2.3 水孔、油孔密封性试验
通过试验检查水孔、油孔的密封性能。
3.2.4 适应性试验
应在发动机台架上进行试验以了解气缸盖垫片对发动机适应性,试验中不得有漏水、漏油、漏气等
现象。
3.2.5 可靠性试验
气缸盖垫片在500 h的整机可靠性试验中不得损坏,不应有因气缸垫质量引起的漏气、漏油、漏水
等现象。
3.2.6 其它要求
3.2.6.1 其它要求应符合图样规定,图样未注公差的线性尺寸要求应符合Q/YC 1033的规定。
3.2.6.2 任何与图样及本规范要求不一致的改变,均应得到玉柴技术部门的批准。经批准的技术文件
是本规范的附录性文件,是产品认可验收的依据。
4 检验方法
检验方法按Q/YC 720.3的规定。
5 生产控制及包装验收
5.1 产品生产控制及验收要求应符合Q/YC 694的规定。
5.2 产品的包装、运输及贮存应符合Q/YC 40的规定。
6 产品认可
在下列情况下,必须用初制零件证实其符合图样和本规范的所有要求。
a) 首次样件提供;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 产品长期停产后,恢复生产时;
d) 一年一次的监督抽查。
2