项目10-装配图
- 格式:ppt
- 大小:6.18 MB
- 文档页数:49


陈家坪小学扩建项目
装配式建筑施工图
装配率计算书
第1章项目概况
一、项目基本信息
1、项目名称:陈家坪小学扩建项目 2、项目地址:
3、项目建设单位:
4、项目设计单位:5、项目建筑类型:公共建筑
6、建筑规模
本次装配式建筑设计范围及面积:陈家坪小学扩建项目-地上总
建筑面积:8658.69m2o
装配式建筑面积:8658.69m2,装配式建筑实施比例:54.0%。
二、装配率专项计算书
2.1 主体结构
项目 指标要求 计算分值
柱、支撑、承重墙、延性墙板等竖向构件采用预制构件 15*W比例W75% 10〜25
2.1.1 柱、支撑、承重墙、延性墙板等主体结构竖向构件中装配式建
筑技术应用比例应按以下方法计算:
当采用混凝土预制构件(含叠合构件)时,按下式计算:
qia=Vιa∕V×100%
式中:qia——柱、支撑、承重墙、延性墙板等主体结构竖向构件中预制(叠合)部品部件的应用比例;
Vla——柱、支撑、承重墙、延性墙板等主体结构竖向构件中预制混凝土构件体积之和(含叠合部分现浇混凝土体积),当采用预制混凝土构件时,符合本细则装配率计算第3条规定的预制构件间连接部分的后浇混凝土也可计入计算;
V——柱、支撑、承重墙、延性墙板等主体结构竖向构件混凝土总体积。 楼层 预制竖向构件体积(m3) 竖向构件体积和(疗)
一层〜二层 17.784
422.260 二层〜三层 30.096
三层〜四层 28.728
四层〜五层 28.728
五层〜屋面层 9.324
小计 114.660 422.260
竖向构件预制率为:114.660/422.260=27.15%
本工程采用预制竖向构件(预制柱),该项得分13分。
2.1.2 楼板、楼梯、阳台板、空调板等水平构件中预制部品部件的应用比例计算:
qib=AMAXlo0%
式中:qib——楼板、楼梯、阳台板、空调板等构件中预制部品部件的应用比例;

机械制图教案
1 模块十 测绘装配体
项目一 拆卸齿轮泵
课题 任务1 分析齿轮泵的结构
教具 投影仪、多媒体课件、齿轮泵 授课时数 1
教学目标 知识目标 (1)熟悉齿轮泵的结构、特点和工作原理;
(2)掌握绘制装配示意草图的方法和步骤。
能力目标 培养学生绘制装配示意草图的能力。
情感目标 培养学生对拆卸装配体的兴趣。
教学重点 绘制装配示意草图。
教学难点 绘制装配示意草图。
教学建议 (1)要尽可能用各种手段让学生了解齿轮泵的结构和工作原理。
(2)教师要示范装配示意草图的画法,并重点讲解齿轮、螺纹连接件、轴承等标准件的画法。
(3)本任务要和下一个任务一起完成。
(4)指导学生采用小组合作学习。
机械制图教案
2
教学内容 教学方法
【任务引入】
分析齿轮泵的结构及特点,绘制装配示意草图。
【知识链接】
齿轮泵的工作原理:主、从动齿轮和泵体一起构成密封工作容积,齿向接触线将左、右两腔隔开,形成吸、压油腔。右侧吸油腔内的轮齿脱离啮合,密封工作腔容积不断增大,形成部分真空,油箱中的油液在外界大气压的作用下进入吸油腔,并被旋转的轮齿带入左侧的压油腔。左侧压油腔内的轮齿不断进入啮合,使密封工作腔容积减小,油液受到挤压被排往系统。
【任务实施】
〖STEP1〗概括了解
1.分析标牌
齿轮泵额定流量为25L/min;额定压力为2.5Mpa。
2.分析形体
在输入轴端有4个安装螺纹孔,在另一端面各有一个进、出油管接口。
〖STEP2〗分析结构
采用分离三片式结构,主要由主、从动齿轮,驱动轴,泵体及左、右泵盖等主要零件构成。泵体内装有一对啮合齿轮,两齿轮分别用键固定在由滚针轴承支承的主动轴和从动轴上;在主动轴的输入端用骨架式Y型橡胶密封圈密封;左、右泵盖上装有3个闷盖将轴承孔封堵,以防止灰尘进入及泄漏。 教师:展示齿轮泵。
学生:分析齿轮泵的结构。
教师:结合多媒体演示,讲解齿轮泵的工作原理。

整机装配作业指导书 机型 SZ-203 工序号 1 文件编号 页码 第一共十八页
作业项目 焊制冷插座连接线 作业时间 版本号 REV: A 受控号
一:作业内容: 附图:
1、 取一五芯连接排线和五芯插座。
2、 将五芯连接排线分别焊于五芯插座相对应
的位置,具体焊法见附图。
二:工艺要求:
1,线位置不能焊错、焊锡不能假焊虚焊,
焊点要饱满。
整机装配作业指导书
机型 SZ-203 工序号 2 文件编号 页码 第二共十八页
作业项目 装配制冷头 作业时间 版本号 REV: A 受控号
一:作业内容: 附图:
1、取一制冷钢头检查有无划伤,划痕,瑕疵等
其它不良,将不良品挑出。再将OK钢头套上橡胶圈后,
把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,
然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平,
放入制冷片时要注意方向(连接件槽口对准自己,制冷片线在槽
口在左边与其成90度方向)。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求: 整机装配作业指导书
机型 SZ-203 工序号 3 文件编号 页码 第三共十八页
作业项目 装配制冷头 作业时间 版本号 REV: A 受控号
一:作业内容: 附图:
1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面
的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷
片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要
与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
2、用四颗PBΦ2.0mm×6mm的螺丝将其固定。
二:工艺要求:
1、散热片方向不能装错。
2、螺丝要打紧到位。、不能滑牙。 槽口对齐 整机装配作业指导书
§8-10 装配图的零件序号和明细栏
为了便于看图和装配工作,必须对装配图中的所有零部件进行编号,同时要编制相应的明细栏。
一、零件序号的编排方法和规定
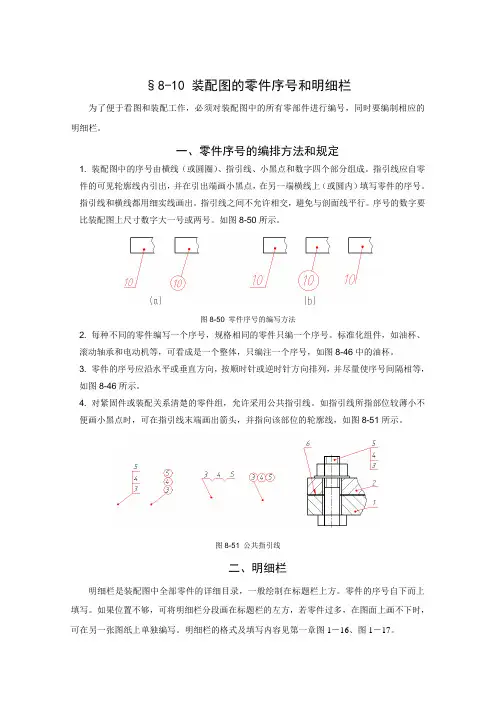
1. 装配图中的序号由横线(或圆圈)、指引线、小黑点和数字四个部分组成。指引线应自零件的可见轮廓线内引出,并在引出端画小黑点,在另一端横线上(或圆内)填写零件的序号。指引线和横线都用细实线画出。指引线之间不允许相交,避免与剖面线平行。序号的数字要比装配图上尺寸数字大一号或两号。如图8-50所示。
图8-50 零件序号的编写方法
2. 每种不同的零件编写一个序号,规格相同的零件只编一个序号。标准化组件,如油杯、滚动轴承和电动机等,可看成是一个整体,只编注一个序号,如图8-46中的油杯。
3. 零件的序号应沿水平或垂直方向,按顺时针或逆时针方向排列,并尽量使序号间隔相等,如图8-46所示。
4. 对紧固件或装配关系清楚的零件组,允许采用公共指引线。如指引线所指部位较薄小不便画小黑点时,可在指引线末端画出箭头,并指向该部位的轮廓线,如图8-51所示。
图8-51 公共指引线
二、明细栏
明细栏是装配图中全部零件的详细目录,一般绘制在标题栏上方。零件的序号自下而上填写。如果位置不够,可将明细栏分段画在标题栏的左方,若零件过多,在图面上画不下时,可在另一张图纸上单独编写。明细栏的格式及填写内容见第一章图1-16、图1-17。