风机检验标准
- 格式:pdf
- 大小:157.83 KB
- 文档页数:4
1. 新增检查项目:
2. 原因描述:
说明
3. 测试方法:
4. 注意事项:
SQE:
日期:
1.
检 验 记 录 2.
要求
3.
4.
抽样方案按照第 3 步规定进行;对供应商的每个送货批次产品进行随机抽样检验。 对产品的 8-16 项的检测结果:检验合格,记录“合格”字样;检验不合格,记录“不合格”字样,并对不合格项目的原因作出详细记录。 对产品的 17-19 项的检测结果:检验合格,记录“合格”字样;检验不合格,记录“不合格”字样,并对检测数据做出详细记录。 产品的最终判定结果必须用“合格”、“不合格”作出判定,对不合格品按严重、一般、轻微不合格,(执行《不合格品控制程序》
第5步 第6步 第7步 第8步
外观质量 目测
检验
8、表面光滑,无毛刺、划痕、磕碰和凹凸不平等缺陷;
9、外表面漆层厚度和色泽均匀,无露底、流痕、沙粒、
气泡及粘附物等;
f、有一项不合格,则判定不合格
10、方向标志牌铆接平整牢固,方向指示正确;
11、检查出风方向与合同规定一致;
每月抽检
焊接质量 目测
检验
d、如标识信息与送检信息不符,则判 5、核对产品外包装上是否有物料标识,型号、规格是否 定为不合格并反馈采购经理。
与订单一致; 6、外包装是否完好,有无破损; 7、风机放置在包装箱中固定牢靠,不与箱体碰擦;
e、如外包装不合格,则需根据外包装 不合格严重性、物料所需储存时间、物 料安装地点,物料是否需要转储等信 息,反馈 SQE 判定。
零部件名称 适用范围
风机检验标准(总则)
编号:
离心通风机、轴流风机、罗茨风机
通用
主 件
要
组
成
部
叶轮、罩壳、电机
包装方式
木箱(小功率风机可采用气泡 膜包装)
检验依据标 准
GB/T 13274、GB /T13275、GB1236
包装标识
1、空气动力性能; 关键特性 2、焊接质量;
3、 表面质量;
注明:制造厂名和商标、 型号或规格、制造日期
第 4 步 包装
目测
标准齐套性: 3、是否有检验标准,标准是否为最新版本;
a、检验标准为受控、最新版本; b、缺少检验标准,反馈 SQE。
4、抽样方案:全检(包装)、抽检(外观质量、焊接质 c、样品由质检员供应商供货批次中随 抽样方案按照《外购件质量管理
量、装配检验);
机抽取。
规定》
抽样方案:一般检验水平Ⅱ;
每月抽检
性能测试
17、运转试验(样品确定,提供试验报告); 18、 空气动力性能试验(样品确定,提供试验报告); 19、噪声试验(样品确定,提供试验报告);
i、试验内容其中一项不合格则判定不 合格。
参照 GB/T 13274、GB/T13275、 GB 1236 规定的要求和方法进
行(执行最新标准)。
备注
1、首件或样品检验时需逐项检验,日常检验需检验第 5、6 项。 2、性能测试抽检第 17-19 项。 3、原则上:若出现质量问题或发现问题需增加特殊检查项目或有重点的对供方进行检查,SQE 人员必须在 1 个工作日内在“说明”栏中详细标注抽检 测试要求,并签字确认;并在 5 个工作日内完成检验标准的换版工作,到期未换版由检验人员反馈部门负责人。
备注
变更标记 变更申请单号
检验员确认/日期
拟制/ 日期 审核/ 日期
批准/ 日期
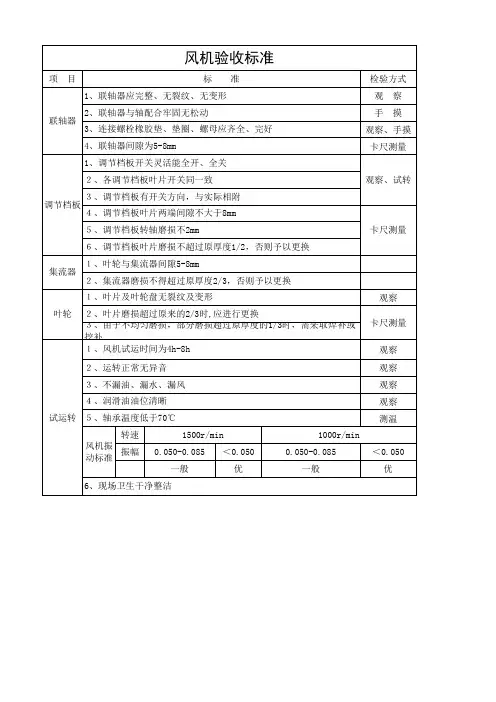
风机检验标准
操作步骤 检验项目 检测设备
详细操作方法及内容
标准要求、注意事项
备注
编号:
第 1 步 资料审查
供应商需提供资料: 1、《产品使用说明书》; 2、《合格证》;
抽检时确认
第 2 步 标准确认 第 3 步 抽方案
12、焊接牢固,焊缝表面均匀,不得有漏焊、裂纹、夹
渣、烧穿、弧坑等缺陷;
g、焊接外观质量不合格则判定不合格。每月抽检
13、焊接位置无明显焊接变形;
手动操作 装配检验
目测
14、叶轮与机壳的安装间隙均匀; 15、用手转动叶片无摩擦或其他噪音,转动灵活;
h、有一项不合格,则判定不合格 16、皮带轮传动的风机,检查两皮带轮的带槽在同一直 线上,皮带轮的安装松紧程度适宜。