(完整版)钳工技能试卷中级3
- 格式:pdf
- 大小:122.69 KB
- 文档页数:3
序号 材 料 名 称
规 格( mm)
数量
备注
1 台钻 2 平口钳 3 钳台 4 台虎钳 5 划线平台 6 砂轮机
Z4112 100
2000× 3000 100
1500× 2000 S3SL-250
8
8
4
六工位,中间设安全网
24
1 1级
3 白刚玉砂轮
2、划线平台、台钻、砂轮机、钳台及附件配套齐全、布局合理。
2.评分标准
序号 考核
考 核 内 容 及 要 求 配分 检测
评分 标准
备注
项目
结果
1锉
58 02mm(2 处 )
8
超差不得分
2
20 02mm
7
超差不得分
3
15 10mm
6
超差不得分
4削
Ra1.6μm(14 处)
10
超差不得分
5钻 6
2-φ 8 22± 0.05mm
4
超差不得分
6
每超差 0.05mm 扣 1分,超差
21
21
100mm(5 号纹 )
21 三角锉 150mm(5 号纹 )
21 方锉 200mm(5 号纹 )
21 手用铰刀
φ 8mm
21 直柄麻花钻 φ 6mm、φ 7.9
21 21 锯 弓
φ 10mm (锯条)
21 小平台
200mm ×
2 锤子
300mm
21 样 冲
21 划 规
21 划 针
21 钢板尺 21 软钳口
三、工、量、刃具准备
1.以下所需工、量、刃具由鉴定所准备
名称
高度游标卡 尺
游标卡尺 万能角度尺
千分尺
90°角尺 刀口尺 塞尺
塞规 百分表 表架 V 形架
扁锉
规格 1~ 300mm
精度 (读数 值、分度值 )
0.02mm
0~ 150mm 0°~ 320°
0~ 25mm 50~ 75mm 75~ 100mm 100mm × 63mm
______年 _____月_____日
3 超差不得分
配 8、 89± 0.15mm (2处)
16 超差不得分
9、间隙≤ 0.03mm( 5处) 20 超差不得分
10、△ C≤ 0.30mm 合 11、错位量≤ 0.06mm
6 超差不得分 8 超差 0.02mm 扣1.5mm 分,超差
0.04mm 以上不得分
12、 90°± 8' 安全 按国家颁发有关法规或企 文明 业自定有关规定
⑤工位、工件统一编号,考生抽号就岗。
⑥水、电、采暖降温及安全设施齐全。
⑦整洁规范无干扰。 五、评分人员要求
1.热爱本职工作,遵守考评各项规则及要求。
2.考评人员必须具有高级工或技师、中级专业技术职务及以上资格,同时经专门 悉鉴定工作。
3.现场监考、评分人及统计员构成为:( 3-5):3:1 。 4、评分员需回避考试现场,进入评判室做好准备,依据评分标准打分。 5.统计员作好分数统计及保密工作,评分表不得有更改。
0.1mm 以上不得分
7削
Ra3.2μm(2处 )
3
超差不得分
8
89± 0.15mm( 2处)
16
超差不得分
9配 10
间隙≤ 0.03mm ( 5处)
20
△ C≤ 0.30mm
6
超差不得分 超差不得分
11
错位量≤ 0.06mm
8
超差 0.02mm扣 1.5分,超差
0.04mm以上不得分
12 合
90°± 8'
国家 职业 技能鉴 定统一试 卷
中级机修钳工技能考试准备通知单
请各位考生在考试前认真阅读此单,并按要求逐一做好各项准备工作。 一、材料准备(见下备料图表)
1.以下所需材料由鉴定所准备
序号 材 料 名 称 1 钢板 45#
规格 120× 90× 8
数量 1
备
料
图
备注
2、按实际鉴定人数准备。 二、设备准备 1、以下所需设备由鉴定所准备
6
安全 按国家颁发有关法规或企业自
生产 定有关规定
超差不得分 每违反一项规定从总分中扣除 2分;发生重大事故者取消考核 资格
文明 按企业自定有关规定 生产
每违反一项规定从总分中扣除 2分
其 它 未注公差尺寸按 IT14 要求
每超一处扣 2分
从总分
项目
考件局部无缺陷
酌情扣 1-5分,严重者扣 30分 中扣除
0-150mm
21 锉刀刷
21 21 21 21/ 各 21 21 21 10
21 21 21 21 21 21 副 21
2、①小型工具可根据鉴定所条件、通知个人准备;
②检验量具为检验专用; 四、考场准备
①工房面积不小于 180m2。
②设工位 24个。
③同时容纳 20人鉴定。 ④照明良好,光线充足。
2)以凸件为基准,凹件配作。 3)定额时间: 270分钟。 4)所用钻头现场刃磨。 3、 操 作 程 序 的 规 定 说 明
1).领取编号位置、图纸、工件(自检毛坯尺寸) 2).按图纸要求:划线、钻、铰、锯、锉、修,成型。 三、考核总时限 1.准备时间: 10分钟。 2.正式操作时间: 80分钟。 3.计时从领取工件开始,至完工交件结束。 4.规定时间内全部完成,每超时 3分钟从总分中扣 1分,总超时 10分钟停止作业。 四、考试评分 1、监考员负责考场事务,对工件统一编号。 2、评分员执检公正,检测数据准确。 3、各项配分依精底高低和难易程度制定。 4、配合间隙口端深 1.3mm处间隙不大于配合间隙的 1.4倍。 5、按单项记分扣分,每个检测尺寸检测不少于两点〈按最大误差计算〉。 6、采用百分制, 100分为满分, 60分为合格。 五、评分标准 1.评分原则 ( 1)按规定时间内完成不加分也不扣分。 ( 2)未达到图纸要求的,按评分标准扣分。 ( 3)依据《钳工应会技能考核项目评分标准》评分。
6 超差不得分 每违反一项规定从总分中扣除和 2 分;发生重大事故者取消考核资格
生产 按企业自定有关规定
每违反一项规定从总分中扣 2分
其它 未注公差尺寸规定按 IT14 项目 要求
每超一处扣 2分
从总分
考件局部无缺陷
酌情扣 1-5分,严重者扣 30分
中扣除
总
计
评分人: __________
总分人: ____________
125mm 0.02mm~
0.5mm φ 8mm 0-0.8mm
0.02mm 2'
0.01mm 0.01mm 0.01mm
一级
H7 0.01mm
250mm(1 号纹 )
2
200mm(2 号纹 )
200mm(3 号纹 )
数 名称 量
规格
精度 (读数 数量 值、分度值 )
4
扁锉 150mm(4 号纹 )
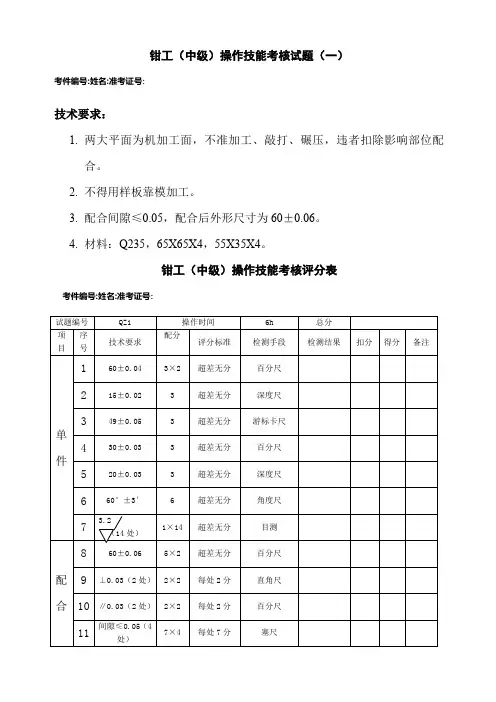
1、试题名称:变通板。 2、图形及技术要求
技术要求 :
1)上图所示情况下配合, 外侧面错位量≤ 0.06mm 。配合间隙 (包括右件翻件转 180°。图中双点划线) 检测两次,应≤ 0.03mm ,两孔分别对凹件长边的距离变化量△≤ 0.30mm , 中 级 钳 工 技 能 试 卷 第 1页 ( 共 3页 )
3、备注:
同一项目中,有相同内容的,单独检测评分,若该处不合格,仅扣该处配分。
国家职业 技能鉴 定统 一试卷
中级机修钳工技能考试评分记录表
准考证号:
姓名:
性别:
单位:
————————————装——————订————线—————————————
评分要素
锉
0
1、 58 0.02 mm(2 处 )
0
2、 20 0.02 mm
削
0
3、 15 0.10 mm
配分
评分标准
8 超差不得分
7 超差不得分
6 超差不得分
扣分 得分 备 注
4、 Ra1.6μ m(14处 )
钻
5
、
2-
φ
8
0 0
.03
mm
10 超差不得分 4 超差不得分
6、 22± 0.05mm
6 每超差 0.05mm扣 1分,超差 0.1mm 以 上不得分
削 7、 3.2μ m(2处 )
国家 职业 技能鉴 定统一试 卷
培训,熟
中级机修钳工技能试卷
一、说明:
1.本试卷遵循实用性、典型性、可行性、重在提高的指导思想;
2.编制依据《中华人民共和国钳工工人技术等级的标准》
( 1994年 12月 ) 和
华人民和国钳工职业技能鉴定规范》 ( 1 9 9 5 年 4 月 ) 。
《中
3.全国通用,无地域和行业限制,无特殊要求。 二、项目: