双辉光离子渗金属
- 格式:docx
- 大小:2.66 MB
- 文档页数:11

1997年-2010年太原理工大学重要事件回眸1997年★3月17日,国家教委颁发教计【1997】19号文件,批准太原工业大学与山西矿业学院合并组建为太原理工大学。
7月5日,太原理工大学正式挂牌成立。
1998年★6月19日,国务院学位委员会正式下文批准机械电子工程等四个学科专业博士学位授予权;同时批准应用数学等七个学科专业博士学位授予权。
至此,我校共有博士学位授予学科、专业点6个,硕士学位授权学科、专业点29个,在全国同类院校中博士点数量位居第二。
★9月22日,国务院学位委员会正式批准我校为工程硕士授予权单位,我校成为全省唯一可以招收工程硕士研究生的高校。
★国家教育部发文同意我校与澳大利亚斯文本科技大学合作的“中澳煤气化中氮化物的生成与抑制”等10个项目立项。
以谢克昌教授为主持人的这一合作项目是地方大学唯一获准的中澳政府间合作项目。
★12月9日,国家人事部批准我校“化学工程与技术学科”建立博士后流动站,改写了山西省无博士后流动站的历史。
★杨世春教授等完成的“滚磨光加工工艺及设备的研究与开发”和熊诗波教授等完成的“纵切割头掘进机振动特性研究”两项成果获国家科研进步三等奖。
★12月上旬,徐重教授等发明的“双层辉光离子渗金属技术”获华人发明博览会金奖。
★12月31日,山西省人民政府和教育部联合行文,向国家计划与发展委员会提出了太原理工大学“211工程”立项申请,至此,我校的“211工程”国家立项工作已全部完成,首批1000万元重点学科建设经费也全部到位。
1999年★学校被国家教育部评为“全国体育卫生先进单位”。
★学校理论研究硕果累累,获奖或收编论文87篇,被授予“全国青年学习邓小平理论先进集体”荣誉称号。
★对外报道工作成绩显著,一年来关于我校内容的对外电视报道90条,文字报道130余篇,图片新闻15幅,评论5篇,各种媒体还刊载我校图片252幅。
★12月9日,谢克昌教授被国家科技部聘为《国家重点基础研究发展规划》“973”项目“焊热解、气化和高温净化过程的基础性研究”首席科学家。

铝合金表面处理的方法及应用对铝及其合金进行表面处理产生的氧化膜具有装饰效果、防护性能和特殊功能,可以改善铝及其合金导电、导热、耐磨、耐腐蚀以及光学性能等。
因此,国内外研究人员运用各种方法对其进行表面处理,以提高它的综合性能,并取得了很大进展。
目前,铝及其合金材料已广泛地应用于建筑、航空和军事等领域中。
本文分类论述了铝及其合金材料表面处理的主要方法。
1·化学转化膜处理金属表面处理工业中的化学转化处理时使金属与特定的腐蚀液接触,在一定条件下,金属表面的外层原子核腐蚀液中的离子发生化学或电化学反应,在金属表面形成一层附着力良好的难溶的腐蚀生成物膜层。
换言之,化学转化处理是一种通过除去金属表面自然形成的氧化膜而在其表面代之以一层防腐性能更好、与有机涂层结合力更佳的新的氧化膜或其他化合物的技术。
1.1阳极氧化法铝的阳极氧化法是把铝作为阳极,置于硫酸等电解液中,施加阳极电压进行电解,在铝的表面形成一层致密的Al2O3膜,该膜是由致密的阻碍层和柱状结构的多孔层组成的双层结构。
阳极氧化时,氧化膜的形成过程包括膜的电化学生成和膜的化学溶解两个同时进行的过程。
当成膜速度大于溶解速度时,膜才得以形成和成长。
通过降低膜的溶解速度,可以提高膜的致密度。
氧化膜的性能是由膜孔的致密度决定的。
1.1.1硬质阳极氧化铝的硬质阳极氧化是在铝进行阳极氧化时,通过适当的方法,降低膜的溶解速度,获得更厚、更致密的氧化膜。
常规的方法是低温(一般为0℃左右)和低硫酸浓度(如<10%H2SO4)的条件下进行,生产过程存在能耗大、成本高的缺点。
改善硬质阳极氧化膜的另一种方法是改变电源的电流波形。
氧化膜的电阻很大,氧化过程中产生大量的热量,因此,传统直流氧化电流不宜过大,运用脉冲电流或脉冲电流与直流电流相叠加,可以极大地降低阳极氧化所需要的电压,并且可使用更高的电流密度,同时还可以通过调节占空比和峰值电压,来提高膜的生长速度,改善膜的生成质量,获得性能优良的氧化膜。
南航徐重教授讲座策划书一、活动目的以材料学院为主并对此活动感兴趣的同学了解徐重教授的求学治学的特点,并从中体味和思考深层的双辉知识,增强同学们的文献搜索和实际研究能力。
为了更快地提高学生的研究能力、开阔学生视野,以徐重特聘教授现场讲座与交流的形式为材料学院研究生讲述他的所学所想和所获,此次活动对研究生的学习科研生活就有很好的启发意义.徐重教授将从自身的求学经历出发,向同学们详细地介绍他是如何在实验中探索并发现了“磁场对金属热处理的影响”和“力的磁效应”,发明了“等离子表面渗金属”的工艺方法。
徐教授将通过精辟透彻、幽默风趣语言使同学们了解了科学研究中的辩证法和科学研究中的方法论的运用。
并鼓励同学们在科学实践中勇于发挥自己的创新能力。
二、讲座内容1、讲座时间:6月10日上午9:00—11:00(考虑到下半年教授特别忙,很难抽出时间,所以在这个时间进行)2、讲座地点:材料楼3013、讲座对象:材料学院研究生4、讲座主讲:徐重教授教授简介:教授、博士生导师。
为南航特聘教授,太原理工大学表面工程研究所首任所长。
中国离子轰击化学热处理学会委员,机械工程学会山西省学会理事,材料学会山西省学会理事,腐蚀与防护学会山西省学会理事,美国金属学会会员。
曾被授予“全国先进工作者”、“国家有突出贡献专家”、“山西省科技功臣”等称号,获“五一”劳动奖章。
三次被评为山西省特等劳动模范。
1974年开始从事离子氮化技术的研究,在此基础上发展钛碳氮三元共渗及加钛离子氮化等新工艺,1978年受到全国科学大会奖励,并于1995年获得国家发明二等奖。
1980年发明并试验成功“双层辉光离子渗金属技术”,这是一项我国原始创新并具有世界领先水平的表面合金化技术。
1985年5月获美国专利,是我国大陆学者自1949年以来所取得的第一个美国专利权,后又相继获得加、英、澳、日等多国专利。
先后发表学术论文200多篇;到目前为止,已申报中国发明专利20余项,已获授权8项。
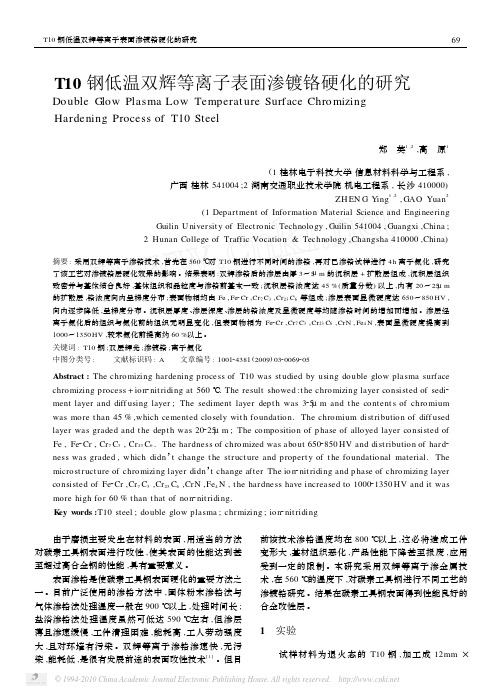
T10钢低温双辉等离子表面渗镀铬硬化的研究Double G low Plasma Low Temperat ure Surface Chro mizingHardening Process of T10Steel郑 英1,2,高 原1(1桂林电子科技大学信息材料科学与工程系,广西桂林541004;2湖南交通职业技术学院机电工程系,长沙410000)ZH EN G Y ing1,2,GAO Yuan2(1Depart ment of Information Material Science and EngineeringGuilin U niversity of Elect ronic Technology,Guilin541004,Guangxi,China;2Hunan College of Traffic Vocation&Technology,Changsha410000,China)摘要:采用双辉等离子渗铬技术,首先在560℃对T10钢进行不同时间的渗铬,再对已渗铬试样进行4h离子氮化,研究了该工艺对渗镀铬层硬化效果的影响。
结果表明:双辉渗铬后的渗层由厚3~5μm的沉积层+扩散层组成,沉积层组织致密并与基体结合良好,基体组织和晶粒度与渗铬前基本一致;沉积层铬浓度达45%(质量分数)以上,内有20~25μm 的扩散层,铬浓度向内呈梯度分布;表面物相均由Fe,Fe2Cr,Cr7C3,Cr23C6等组成;渗层表面显微硬度达650~850HV,向内逐步降低,呈梯度分布。
沉积层厚度、渗层深度、渗层的铬浓度及显微硬度等均随渗铬时间的增加而增加。
渗层经离子氮化后的组织与氮化前的组织无明显变化,但表面物相为Fe2Cr,Cr7C3,Cr23C6,CrN,Fe4N,表面显微硬度提高到1000~1350HV,较未氮化前提高约60%以上。
关键词:T10钢;双层辉光;渗镀铬;离子氮化中图分类号: 文献标识码:A 文章编号:100124381(2009)0320069205Abstract:The chromizing hardening process of T10was st udied by using double glow plasma surface chromizing p rocess+ion2nit riding at560℃.The result showed:t he chromizing layer consisted of sedi2 ment layer and diff using layer;The sediment layer dept h was325μm and t he content s of chromium was more t han45%,which cemented closely wit h foundation.The chromium dist ribution of diff used layer was graded and t he dept h was20225μm;The compo sition of p hase of alloyed layer consisted of Fe,Fe2Cr,Cr7C3,Cr23C6.The hardness of chromized was about6502850HV and dist ribution of hard2 ness was graded,which didn’t change t he st ruct ure and p roperty of t he foundational material.The micro st ruct ure of chromizing layer didn’t change after The io n2nit riding and p hase of chromizing layer consisted of Fe2Cr,Cr7C3,Cr23C6,CrN,Fe4N,t he hardness have increased to100021350HV and it was more high for60%t han t hat of non2nit riding.K ey w ords:T10steel;double glow plasma;chrmizing;ion2nitriding 由于磨损主要发生在材料的表面,用适当的方法对碳素工具钢表面进行改性,使其表面的性能达到甚至超过高合金钢的性能,具有重要意义。

请回答以下问题:题目:(1)在离子注入工艺中,有一道工艺是”沟道器件轻掺杂源(漏)区”,其目的是减小电场峰植和热电子效应!请详尽解释其原理!题目:(2)在电极形成或布线工艺中,用到金属Ti,请详尽说明金属Ti的特性、金属Ti 的相关工艺、以及金属Ti在电路中的作用!题目:(3)在化学气相淀积反应中低压会带来什么好处?题目:(4)在光刻胶工艺中要进行,软烘,曝光后烘焙和坚膜烘焙,请详细说明这三步工艺的目的和条件。
题目:(5)请对Si(以一种刻蚀气体为例)和SiO2(以一种刻蚀气体为例)刻蚀工艺进行描述,并给出主要的化学反应方程式。
(每题20分,满分100分)(1)在离子注入工艺中,有一道工艺是”沟道器件轻掺杂源(漏)区”,其目的是减小电场峰植和热电子效应!请详尽解释其原理!答:轻掺杂漏区(LDD)注入用于定义MOS晶体管的源漏区。
这种区域通常被称为源漏扩展区。
注入使LDD杂质位于栅下紧贴沟道区边缘,为源漏区提供杂质浓度梯度。
LDD在沟道边缘的界面区域产生复杂的横向和纵向杂质剖面。
nMOS和pMOS的LDD 注入需用两次不同的光刻和注入。
在源漏区浅结形成的同时MOSFET的栅也被注入。
LDD结构用栅作为掩膜中低剂量注入形成(n-或p-注入),随后是大剂量的源漏注入(n+或p+注入)。
源漏注入用栅氧化物侧墙作为掩膜。
如果没有形成LDD,在正常的晶体管工作时会在结和沟道区之间形成高电场。
电子在从源区向漏区移动的过程中(对n沟道器件)将受此高电场加速成为高能电子,它碰撞产生电子—空穴对。
热电子从电场获得能量,造成电性能上的问题,如被栅氧化层陷阱捕获,影响器件的阀值电压控制。
随着栅氧厚度、结深、沟道长度的减小,漏端最大电场强度增大,热载流子效应的影响变大,它对器件的寿命、可靠性等有很大影响。
通过分析我们可以看到:LDD结构通过两条途径来抑制热载流子效应:弱化漏端电场和使得漏端最大电场离开栅极。
增大注入剂量对于提高电流驱动能力有好处,但在剂量达到约132⨯以后,驱动电流的增加110cm-就显得困难。

矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
综合信息Zonghe Xin x 中国机械工程学会再制造工程分会在济南成立 201 0年6月20日下午,中国机械工程学会再制造工程分会在 济南宣告成立并召开第一次全体理事会议,首届36名委员,其中 中国工程院院士2名,中国机械工程学会秘书长、副理事长、常 务理事等机关领导亲临会议。 2009年12月,中国机械工程学会理事会全票通过了设立”中 国机械工程学会再制造工程分会”的提案,并得到了中国机械工 程学会常务理事会和中国科协的一致同意。第一次全体理事会议 讨论通过了分会组织机构、工作章程、秘书处工作细则,选举产 生了分会领导成员。高金吉院士当选为首届分会理事长。
宁波市电镀行业协会赴昆山参观考察 7,EJ5日,宁波市电镀行业协会理事长史志鸿、副理事长徐岳 芳、常务理事牟永秋组成参观考察组一行5人,在浙江平湖绿色 环保技术发展有限公司总经理张金华陪同下,赴昆山市同心表面 科技有限公司参观考察电镀废水生化处理现场。史理事长一行受 到昆山同心表面科技有限公司张梅生董事长的热情接待。 考察组 成员兴致勃 勃地实地参 观了昆山同 心表面科技 有限公司废 水处理中心 站。该公司
一直高度重 视电镀三废 治理工作, 并于去年建 成了电镀废水处理综合设施,采用化学法加生化法处理电镀废 水,日处理能力为4 000 mVd,但因治理设备不完善,处理出水 达不到新标准。为此企业到处寻找经济有效的新技术,后经多方 了解,浙江平湖绿色环保技术发展有限公司在电镀废水处理方面 有一套专有的高效处理新技术,经考察确认后,于201 0年4月委 托该公司对其废水处理设施进行改造与完善。据了解,经平湖绿 色环保技术发展有限公司改造后,运行处理出水各项指标全面达 到《电镀污染物排放标准》GB21 900—2008中的表3标准。由于 该废水处理所采用的工艺技术有所突破,不但打破了电镀废水传 统的处理方法概念,而且处理效率特别高,且处理成本相对较 低,解决了电镀企业废水提标升级和节能减排难题,为太湖周边 电镀企业废水达标做出了积极贡献,考察组深表赞赏。代表说 “我们这次是慕名而来,耳听是虚,限见为实。昆山同心表面乖斗 技有限公司废水处理站,处理技术先进,也是一项国内领先的示 范工程,给人以 眼前一亮 之感觉”。 (王宗雄)
2012-2013-2期末表面工程概论2010届论文评分标准 宗峰 班级 10材料本 学号
考核目的 培养学生在进行科研课题实验之后,对研究容、研究结果、研究结论给予报告交流的能力。使学生在今后工作中,具有对生产中存在的问题解决并进行同行的交流的能力。
题目 题目研究容完全一致10-8,一般7-4,差3-0
摘要及关键词 格式正确,能将论文研究容结果结论简练地表达10-8、表达一般7-4、差3-0
研究容 论文结构合理、研究容充实、实验手段应用恰当,对结果能进行正确分析的60-40,一般39-20,差19-0
语言表达方面 逻辑性强、能用专业语言表达、语句通顺、极少错别字15-10,一般9-5,差4-0 参考文献 有标注,齐全5,一般0-4 合计总分 考核 成绩 任课教师 签字 审核人签字 双辉光离子渗金属 作者 宗峰 单位:10材料本 学号: 摘要:综述双层辉光离子渗金属技术设备,工艺过程,结果分析。结果分析得双层辉光渗金属可以有效提高金属基体的耐腐蚀性、耐摩擦性、硬度。从而延长了基体的寿命,节约了成本。对于节能,环保,降低防腐成本,节材都发挥着重要作用。 关键字:双层辉光离子渗金属,耐腐蚀,耐磨损,硬度。
引言 离子渗金属是材料表面工程里面一项重要的改变材料表面多方面性能的重要技术。双辉光离子渗金属对提高材料基体的抗腐蚀性,抗磨损性,提高硬度都有很大的帮助对于延长材料寿命节约成本,环保,降低防腐成本,节材都发挥着积极作用。因此此技术引起国外相关学者的极大关注。 实验 材料设备 2、工艺过程 3、实验结果及讨论 4、结论 5、参考文献 1试验设备
图为 双层辉光等离子表面冶金试验炉 双层辉光等离子表面冶金试验炉包括辅助阴极、风冷系统、阴极结构、真空系统、供气系统、外加热源、隔热屏系统、测温系统、水冷系统和电源。在操作时,先将工件挂好,再进行源极布置,最后将钟罩盖上。这样可以保证源极与工件之间的相对位置及源极与工件之间的距离。如果工件的长度过长,应考虑温度的均匀性问题,增加一些辅助阴极。 试验材料 试验采用Q235低碳钢,对其进行渗铬镍。Q表示屈服极限,在235MPa左右。尺寸为35×25×3mm。由于初始试样表面粗糙,有油渍。为了更好的进行渗镀,需要进行打磨清洗处理。先用280#、600#、1000#、1200#砂纸依次打磨基材,使其表面粗糙度变小,然后使用丙酮或酒精进行清洗除油。处理后,基体表面应平整,并且光泽度较好,如图2-2。源极材料为Cr80Ni20,
尺寸为80×80×5mm。 双层辉光等离子渗Cr-Ni原理:双层辉光离子渗金属是在一个真空容器设置阳极、阴极、以及由欲渗合金元素成的源极、阳极和阴极以及阳极和源极之间各设一直流可调压电源。当真空室的真空达到一定气压时,接通两个电源,使阳极和阴极以及阳极和源极之间分别产生辉光放电。在高电压下电子从阴极向阳极移动,打到Ar原子使之电离出 。 离子轰击源极使得源极溅射出欲渗元素,在负压的作用下使欲渗元素轰击工件表面由于双阴极效应导致工件升温在浓度差作用下渗入工件表面形成合金层。
双层辉光等离子渗Cr-Ni工艺参数:真空室的极限真空度应不低于5Pa,保护气体为氩气,工作气压围一般为10~60 Pa,阴极电压在540V左右,源极电压在980V左右,工件升温至850℃,保温8个小时。 试验过程 在处理好试验材料后,开始对Q235基体钢进行渗铬镍处理。 1.清洗真空室和放置工件,将处理过的Q235钢用铁丝穿起,置入保温套,控制工件距离保温套为15mm,把源极材料板吊在保温套的中间位置,避免温度浮动,并保证一个稳定的渗铬镍气氛。打开设备,降下钟罩,封闭真空室。 2.启动真空室抽真空,真空室的极限真空度应不低于5Pa,在本次试验中,抽至10Pa左右。同时抽出真空室的杂质气体,防止杂质气体对试验的干扰。 3.充入氩气达到工作气压,双层辉光离子渗金属技术的工作气压围一般为10~60 Pa,本次试验为50Pa左右。稳定氩气的供应量,保证现有气压的平衡,防止因气压不稳定导致的粒子自由程改变而干扰试验。氩气的主要作用是激发氩离子,从而使源极合金材料以离子形式跑出,同时能净化工件表面。 4.启动工件电源加热工件,缓慢提高工件电源电压,加大工件电流,使工件逐步升温。去除表面氧化皮,使金属表面活化,大约30分钟即可。 5.启动源极电源加热源极并引发合金元素溅射,在缓慢升温的过程中,逐渐调整工件电压和源极电压,使工件电压不断下降,源极电压不断增高。一般而言,阴极电压在540V左右,源极电压在980V左右。 6.工件升温至850℃,保温,根据合金层厚度要求确定保温时间。本次试验,设置为8个小时。 7.冷却并取出工件,在本次试验中,采用循环水对整个设备活动进行冷却,防止炉体在工作时温度过高,干扰试验。达到保温时间后,不再通入氩气,同时关闭离子轰击电源,工件随炉冷却,由于要避免工件表面再被氧化,真空炉仍然保持工作,当工件冷却至50℃以下,取出工件,渗好的工件如图
金相试样制备及组织形貌观察 铬镍共渗后得到的基材,表面相比之前,由原先的平滑光泽变得暗淡,表面粗糙度明显变大。在所有渗后工件中,选取一个进行微观组织和相结构进行观察分析。 金相试样制备 1.铬镍选取的试样上选取合适的区域,用钢锯把该区域锯开,锯时应保证不划伤试样表面和断口。 2.使用镶嵌机,将锯好的试样进行镶嵌。镶嵌后需要进行保温,温度在135℃,时间为8分钟。得到所示的镶嵌试样。 3.镶嵌之后,由于试样表面不平整,还需要打磨和抛光处理。使用600#、1000#、1200#三种砂纸分别进行打磨,待表面平整无明显划痕之后,使用抛光机进行抛光处理,抛光得到表面平滑如镜面的试样,抛光机如图2-6。
抛光机 4.对抛光后的试样进行腐蚀处理,腐蚀液采用体积分数4%的硝酸酒精溶液,使用脱脂棉对试样表面均匀缓慢擦拭,腐蚀3分钟,然后用水冲洗,接着用酒精冲洗,然后用吹风机吹干。至此,金相试样制备已经完成。 2.2.2 组织形貌观察 将制备好的金相试样在金相显微镜下进行观察,可观察到如下图2-6和2-7。 图2-6 Q235钢渗后显微组织 图2-7 Q235钢渗后中心部位显微组织 在图2-6中可清晰的观察到,渗层与基体之间有一明显界面,厚度130μm。图2-7可观察到,晶粒大小不同,晶界可以很清晰的观察到。由于受热不均匀,越靠近渗层,受热越大,因而晶粒也就越大。 在使用金相显微镜观察后,再使用扫描电子显微镜对渗层进行线扫描成分分析。设备如图2-8。 图2-8 S-3400N扫描电镜 图2-9 渗层微区分线扫描 渗层线扫描能谱图 300μm到400μm,对应试样区域Ni的相对含量较少,强度为10,Cr的含量相对多,强度约为200,Cr和Ni含量都波动较小,而Fe的含量最多,强度约为600。可确定,为渗层区域,由于所用靶材为Cr80Ni20,所以才会出现Cr少Ni多。在300μm处,Fe的的含量急剧下降,强度降为250,Cr的含量增加,强度接近Fe。在300μm处,是渗层与基体的结合部位,对这种情况进行分析,可能是由于结合部位膜基结合力弱,导致元素贫瘠化。在300μm以,Fe的含量急剧上升后稳定波动,强度稳定在约850。Cr含量下降,达到和Ni相同的含量,强度约为10。分析可知,在300μm,为基体,只有微量的Cr和Ni渗入,所以才会出现Cr和Ni少,Fe多。
四、实验结果及分析 4.1 铬镍渗层抗磨损性能对比分析(磨损划痕, 摩擦系数): 分别将Q235基体钢和渗铬镍Q235钢在电子天平上称重,然后以合适位置分别固定在摩擦磨损试验机试验机工作台上,放置砝码,在电脑上设定参数,打开试验设备,记录数据并分析结果。 1.旋转半径为2mm,加载载荷为500g,旋转转速为300r/min,磨损试验时间为60min。调整好调整钻头与试样之间的距离。试验完成后,得到摩擦系数曲线。 2.试验前,对Q235基体钢称重为29.365g,渗铬镍钢称重为30.334g。摩擦磨损试验后,再次进行称重,Q235基体刚为29.352g,渗铬镍钢为30.331g。Q235基体钢损失质量为0.013g,摩擦系数波动围小,渗铬镍处理后损失质量为0.003g。对比表明,在渗铬镍处理后,Q235钢磨损损失质量明显减少,表明渗铬镍处理显著提高了Q235钢的耐磨性能。 摩擦磨损试验参数及结果 样品名称 Q235钢基体 Cr-Ni共渗试样 实验半径 2mm 2mm 旋转速度 300 r/min 300 r/min 载荷 500 g 500 g 磨损损失质量 0.013g 0.003g 最大摩擦系数 0.6011 0.5596 平均摩擦系数 0.6299 0.4314 铬镍共渗试样表面摩擦因数随时间变化的曲线
Q235基体钢表面摩擦因数随时间变化的曲线 从图中可分析,1、磨损初,基体钢摩擦系数约为0.35,随时间变化波动围不大,较为稳定;随着摩擦时间延长,基体钢摩擦系数保持在0.55到0.60之间波动。2、磨损初,渗铬镍处理后的试样,摩擦系数约为0.15。;铬镍共渗试样摩擦系数缓慢增大,从40min开始,摩擦系数从0.30急剧增加到0.65。在整个磨损的60min,基体钢平均摩擦系数为0.62,铬镍共渗试样平均摩擦系数为0.42。 对Q235基体钢和Cr-Ni共渗试样进行维氏硬度测定,Q235基体钢为170HV,Cr-Ni共渗试样为230HV,表明Cr-Ni层显著提高了Q235基体钢表面的硬度。 基体钢和铬镍共渗的摩擦磨损曲线表明,一开始,基体钢就受到严重