啤酒过渡的溶解氧控制
- 格式:pdf
- 大小:1.10 MB
- 文档页数:2
发酵过程中溶解氧的控制措施一、引言发酵是一种广泛应用于食品、医药、化工等领域的生物技术,而溶解氧是影响发酵过程的重要因素之一。
在发酵过程中,微生物需要氧气参与代谢活动,但过高或过低的溶解氧浓度都会对微生物的生长和代谢产生不利影响。
因此,在发酵过程中控制溶解氧浓度至关重要。
二、影响溶解氧浓度的因素1. 发酵系统中空气流量和搅拌速度:空气流量和搅拌速度是控制发酵系统内溶解氧浓度的两个主要因素。
适当增加空气流量和搅拌速度可以提高溶解氧浓度,促进微生物生长和代谢活动。
2. 发酵液温度:温度对微生物代谢活动有直接影响,适宜的温度可以提高微生物代谢效率,增加需求氧量;但过高的温度会使微生物失去活性,降低需求氧量。
3. 发酵液pH值:pH值对微生物代谢活动也有直接影响,适宜的pH 值可以提高微生物代谢效率,增加需求氧量;但过高或过低的pH值会使微生物失去活性,降低需求氧量。
4. 发酵液中有机质浓度:有机质浓度是微生物生长和代谢的重要营养源,但过高的有机质浓度会导致微生物代谢产生大量二氧化碳等废气,使溶解氧浓度降低。
三、控制溶解氧浓度的措施1. 适当增加空气流量和搅拌速度:在发酵过程中适当增加空气流量和搅拌速度可以提高溶解氧浓度。
具体来说,可根据不同微生物需要的溶解氧浓度和发酵系统的特点确定最佳空气流量和搅拌速度。
2. 控制发酵液温度:在发酵过程中控制发酵液温度可以影响微生物需求氧量。
对于需求较高的微生物,在合适的温度范围内增加温度可以提高其代谢效率和需求氧量;对于需求较低的微生物,降低温度可以减少其需求氧量。
3. 控制发酵液pH值:在发酵过程中控制发酵液pH值可以影响微生物需求氧量。
对于需求较高的微生物,在合适的pH值范围内调整pH 值可以提高其代谢效率和需求氧量;对于需求较低的微生物,调整pH 值可以减少其需求氧量。
4. 控制有机质浓度:在发酵过程中控制有机质浓度可以影响微生物产生废气的量,从而影响溶解氧浓度。
溶氧对发酵的影响及其控制The dissolved oxygen concentration in the fermentation broth (Dissolved Oxygen, referred to as DO) is the key factor to influence the fermentation, has an important influence on microbial growth and product formation. According to the demand of dissolution characteristics and microbial oxygen on oxygen, analysis of the effects of dissolved oxygen on the fermentation and the effect on fermentation, and then determine the control of dissolved oxygen in the fermentation broth and transfer, the maximum production efficiency.Compared with normal PID controller, the new controller is of small overshoot and quick response, improved stability of the system andincrease the yield of products. Study the influence of dissolved oxygen and controlling the fermentation to improve production efficiency, improve product quality, etc. are important.溶氧浓度(DO)作为发酵控制中的一个关键参数,直接影响着发酵生产的稳定性和生产成本,受到工业生产和实验室研究的重视,无论是厌氧还是需氧发酵,研究发酵液中溶氧对发酵的影响都有重要意义。
啤酒TPO控制技术探讨管金岳【期刊名称】《《酒.饮料技术装备》》【年(卷),期】2017(000)006【总页数】3页(P63-65)【作者】管金岳【作者单位】南京轻机包装机械有限公司【正文语种】中文【中图分类】TS262.5啤酒总包装氧含量(Total Packaging Oxygen,TPO),是衡量啤酒包装水平的一个重要指标。
氧对储存期的啤酒危害很大,会使啤酒二次发酵,啤酒产生老化味,严重影响口感和新鲜度;严重情况下产生浑浊。
降低TPO能够保持啤酒的口感和新鲜。
TPO单位一般以“ppm(mg/L)”或“ppb (ug/L)”来表示。
啤酒总氧量包括前道酿造过程及输酒管道造成的原酒溶解氧,和包装过程的灌装设备的增氧量。
瓶罐等包装容器内的氧又分为液相和气相两种。
抽样检查需要在生产线连续稳定灌装情况下,以保证检测数据的一致性。
原酒溶解氧采用便携式溶氧检测仪或管道在线溶氧仪,见图1。
瓶(罐)内溶解氧采用专用啤酒溶解氧检测仪,测定瓶(罐)内啤酒溶解氧和瓶(罐)颈气体内含氧量,见图2。
瓶(罐)内液相氧采用专用啤酒液体溶解氧台式检测仪,见图3。
1.要求CO2纯度达到99.99%以上。
表1中数据中可看出,CO2纯度越高,啤酒中溶解氧越少,提高CO2的纯度,可有效地控制啤酒溶解氧。
2.减少瓶、罐内空气(减少灌装溶解氧)玻璃瓶控制方法包括,一是采用二次及以上的抽真空结构,图4中1、2、3过程为二次抽真空过程。
中间2为0.2秒的充CO2过程,啤酒生产过程一般要求真空度在0.085MPa以上。
提高抽真空效果方法,一是加大真空泵流量及电机功率:如36000BPH灌装机真空泵功率由18.5kW改为22kW,40000BPH灌装机真空泵功率由22kW改为30kW等)。
二是降低真空泵冷却水的温度。
在真空泵循环水桶加盘管或另外加交换器,用冷媒冷却真空泵循环水(真空泵循环水的温度最好控制在19度以下,此温度下,真空泵性能达到最佳状态)。
溶氧对发酵的影响及控制好氧微生物细胞分散在培养液中,只能利用溶解氧,但是氧是一种难溶气体,并且培养基中一般含有大量的有机物和无机盐,由于盐析等作用造成氧在培养基中的溶解度更低,因此在好氧微生物的发酵过程中,氧的供应往往是成功与否的重要限制因素之一。
一般来说,在大规模发酵生产中,通常采用深层培养方式,氧的提供是给培养中的微生物通入无菌空气来进行。
此时需要不断通风和搅拌,才能满足不同发酵过程对氧的需求,而且为了提高供氧效率,还必须控制搅拌速率。
溶氧的大小对菌体生长和产物的形成及产量都会产生不同的影响。
如谷氨酸发酵,供氧不足时,谷氨酸积累就会明显降低,产生大量乳酸和琥珀酸。
改变通气速率发酵前期菌丝体大量繁殖,需氧量大于供氧,溶氧出现一个低峰。
在生长阶段,产物合成期,需氧量减少,溶氧稳定,但受补料、加油等条件大影响。
补糖后,摄氧率就会增加,引起溶氧浓度的下降,经过一段时间以后又逐步回升并接近原来的溶解氧浓度。
如继续补糖,又会继续下降,甚至引起生产受到限制。
发酵后期,由于菌体衰老,呼吸减弱,溶氧浓度上升,一旦菌体自溶,溶氧浓度会明显上升。
好氧微生物的酶的活性对氧有着很强的依赖性。
以谷氨酸发酵为例,高溶氧条件下乳酸脱氢酶(LDH)活性明显比低溶氧条件下的LDH酶活要低,产酸中后期谷氨酸脱氢酶(GDH)的酶活下降很快,这可能是由于在高溶氧条件下,剧烈的通气和搅拌加剧了菌体的死亡速度和发酵活性的衰减。
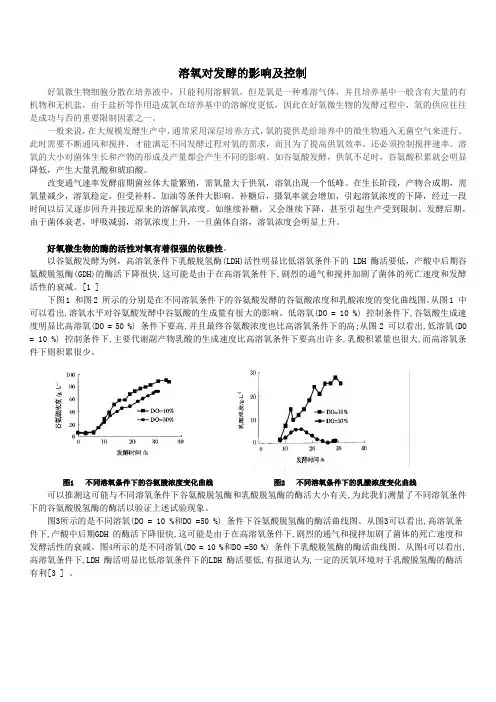
[1 ]下图1 和图2 所示的分别是在不同溶氧条件下的谷氨酸发酵的谷氨酸浓度和乳酸浓度的变化曲线图。
从图1 中可以看出,溶氧水平对谷氨酸发酵中谷氨酸的生成量有很大的影响。
低溶氧(DO = 10 %) 控制条件下,谷氨酸生成速度明显比高溶氧(DO = 50 %) 条件下要高,并且最终谷氨酸浓度也比高溶氧条件下的高;从图2 可以看出,低溶氧(DO = 10 %) 控制条件下,主要代谢副产物乳酸的生成速度比高溶氧条件下要高出许多,乳酸积累量也很大,而高溶氧条件下则积累很少。
浅谈啤酒瓶颈空气的控制与预防
啤酒生产过程中可引起啤酒吸氧的因素很多,如清酒罐背压气体管道和备压气体的纯度、过滤系统、灌装系统、瓶颈空气含量、瓶子泄压不稳等都可引起啤酒吸氧。
成品啤酒中溶解氧的高低与否,将直接影响到啤酒的口感,风味和保存期。
1、灌装液位对瓶颈空气的影响:
提高灌装液位,这样可以减少瓶颈部分的气体含量,可以降低瓶颈空气,但这样会增加酒损,而且瓶装液位过高在杀菌过程中比较容易引起爆瓶。
从理论上讲,在连续生产时,每一个瓶子与瓶子间的工作流程是一致的,每一瓶产品瓶颈空气含量在激泡前应是一致的,但实际测量的结果:在正常泄压时,产品瓶颈空气含量有0.1-3.0mL不等。
2、激沫系统对瓶颈空气的影响:
灌装后的啤酒在封盖前引沫的目的在于排除瓶颈部分的气体。
利用高压水激起酒液泡沫,使其溢出瓶口排除瓶颈部分的气体,是降低瓶颈空气的重要手段。
在采取高压水引沫时,要根据生产的具体情况调节引沫压力,引沫位置,引沫的标准应以在瓶子封盖前,泡沫溢出瓶口1-2cm,灌装封盖后的瓶颈部分没有较大的、较粗糙的泡沫,泡沫均匀、细腻为准。
另外,激泡孔径越细越好,激泡介质最好使用脱氧水。
3、灌装酒阀以及管路密封的维护保养:
为控制酒机增氧含量与产品瓶颈空气含量,必须定期对酒机的抽真空系统以及灌装酒阀件(定中罩、真空阀密封、卸压阀密封)进行检查和更换,这样才能保证啤酒瓶的抽真空效果和酒缸二氧化碳纯度,有效地控制瓶颈空气的产生。
浅析啤酒发酵过程对啤酒质量的影响因素和控制措施金星集团信阳啤酒有限公司黄华龙465100 啤酒的风味物质主要是由酵母在发酵过程中代谢产生的,因此啤酒的发酵是啤酒风味形成的基础。
在糖化阶段主要是通过麦汁制备,为发酵提供培养基,而真正意义的啤酒生产则是发酵过程,啤酒的发酵过程对啤酒质量有较大的影响。
酵母菌是啤酒生产的灵魂,也是决定啤酒主体风格最核心的物质。
所以啤酒风味特性由酵母菌种所决定的。
企业选择好了酵母菌种,就不再更改,一旦更改就会改变啤酒原有的风格。
1)酵母的接种时机的影响采用锥形发酵罐进行啤酒发酵,刚开始酵母接种利用槽车运送酵母,并将其接种到发酵罐中,这种接种方法可以直接地看到酵母的状态以及接种数量,但是无法控制酵母的微生物污染,不易于啤酒的纯种发酵。
现在诸多啤酒厂采用罐对罐接种方式,将发酵罐结束的发酵罐内的酵母泥直接通过管道接种到需要接种的罐中,这样解决了微生物污染的问题,但是无法控制酵母的接种数量造成罐与罐之间的差别无法判断。
同时沉在罐底的酵母凝聚得非常结实,接种到罐中后需要很长时间才能分散到发酵液中,造成罐内的接种细胞不均匀。
现在诸多企业采用酵母计量泵定量添加到冷麦汁中,并同时充氧,使氧、酵母和麦汁混合均匀,可以明显缩短酵母的滞缓期,缩短发酵时间。
实验证明酵母世代时间和串种时间也影响到发酵的性能。
如下图表;表2 不同菌种在10℃和15℃时接种的不同世代时间如果10℃和15℃之间的世代时间差值越小,可证明此酵母的繁殖能力越强,对温度的适应性就越强。
在理想条件下,酵母的世代时间在1.5~2小时,在旺盛生长周期,世代时间一般为6~9小时。
而酵母在对数生长期时酵母开始进行繁殖并转入大量旺盛繁殖阶段。
此时酵母的数量呈对数关系进行生长,并且酵母的出芽率最高,酵母性能强,最适合于接种。
酵母添加前麦汁的冷却温度非常重要。
各批麦汁冷却温度要求必须呈阶梯式升高,满罐温度控制在7.5℃~8.0℃之间,严禁有先高后低现象,否则将会对酵母活力和以后的双乙酰还原产生不利的影响。
降低灌装啤酒溶解氧的措施
陈乃志;宋奎
【期刊名称】《啤酒科技》
【年(卷),期】2001(000)010
【摘要】华润集团总公司要求:过滤后清酒罐清酒溶解氧≤0.1mg/L,压盖后的溶解氧比清酒液的增加值≤0.15mg/L,即灌装机灌出的瓶装啤酒溶解氧≤0.25mg/L。
为了实现这一目标,我们对灌装过程中氧侵入的途径进行了分析,并采取相应措施,终于使瓶酒溶解氧由0.4mg/L 降为0.13mg/L 左右。
今就我们的做法作些介绍,供同行参考。
【总页数】3页(P36-38)
【作者】陈乃志;宋奎
【作者单位】安徽华润啤酒有限公司蚌埠分公司;安徽华润啤酒有限公司蚌埠分公司 233400;233400
【正文语种】中文
【中图分类】TS262.5
【相关文献】
1.影响灌装过程中啤酒溶解氧的因素及改进措施 [J], 陈攸;吴敏;梁国中
2.啤酒灌装过程中溶解氧增幅分析和控制 [J], 张刚
3.浅谈啤酒灌装过程的溶解氧控制 [J], 洪继明
4.啤酒灌装过程中溶解氧的控制 [J], 庄文钦;潘宗杰
5.啤酒过滤、灌装阶段溶解氧的摄入及控制措施 [J], 王振伟;杨思光
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈控制啤酒瓶颈空气的方法目前,许多啤酒生产企业不仅重视啤酒在酿造过程中的质量控制,同时也加强了对啤酒包装过程的管理。
特别是近年来,各生产企业都会注意解决啤酒包装后的一些问题:如啤酒的新鲜度控制,而啤酒的新鲜度管理工作中比较重要的一个环节就是对啤酒瓶颈空气的控制。
瓶颈空气是影响啤酒溶氧的一个重要因素,而降低瓶颈空气含量对于改善啤酒风味,起着至关重要的作用。
酒基在正常灌装时,影响啤酒瓶颈空气的因素主要来源于以下几个方面:一是抽真空以后残留的空气;二是来源于酒基酒缸使用CO2备压带来的部分空气;三是灌装后压盖前瞬间内进入瓶内的空气。
瓶颈空气量越大,溶入啤酒的氧越多,对成品酒中总溶解氧的影响越大,进而对成品酒的风味影响也越大。
因此,为了降低瓶颈空气的含量,华润雪花采取的多种有效方式。
1、采用多次抽真空工艺如使用一次抽真空灌装,啤酒瓶内残留的瓶颈空气:79ml×35 ml/580ml=4.7ml,即便在高压激泡后,瓶颈空气量仍然是较高;而采用二次抽真空,其流程为:第一次预抽真空→CO2备压填充→第二次抽真空→CO2流冲备压→灌酒→ 灌酒结束→液位校正→卸压→CO2喷吹。
以灌装容量560ml(实际容量580ml)为例,灌酒机的抽真空度为99%。
二次抽真空后瓶内瓶颈空气的含量,理论上计算如下。
第一次抽真空后,瓶内空气的含量为:580×(100-99)%=5.8ml,第一次用99%的CO2备压填充后啤酒瓶内空气的含量为:5.8ml+(580-5.8)×(100-99)%=11.54ml。
第二次抽真空后,啤酒瓶内空气的含量为:11.54×(100-99)%=0.1154ml,再次用99%的CO2备压填充内啤酒瓶内空气的含量为:0.1154ml+(580-0.1154)×(100-99)%=5.914ml。
灌装完后,酒内空容体积为20ml左右,此时啤酒瓶内空容部分空气的含量计算为:5.914×20ml /580=0.204ml。
用于啤酒酿造工业溶解氧的光检测技术在饮料工业中,口感和稳定性要达到要求的质量已经成为老生常谈。
氧是关键性的参数之一,它会造成口感和稳定性的急剧下降。
啤酒酿造商在啤酒和饮料的生产过程中总是不断控制和测量气体含量,以防止哪怕是极其微量的氧摄入,从而使得啤酒和饮料生产中的溶解氧(DO)浓度保持在极低水平,而且在整个储藏期中都能具有一致的质量和极高的风味稳定性。
传统的DO 测量方法费时且不够准确,但是,如果借助于独特的新型光检测技术,即使在极低的氧浓度下同样能保证非常准确,而且测量结果稳定,具有较短的响应时间。
传统方法饮料工业中传统的DO 检测采用电化学分析系统,是使用一种克拉克式或类似的传感器。
电化学氧检测原理是通过测量氧化还原反应产生的电流来反映溶解氧的量。
通常这种检测方法比较费时,因此响应时间较长,且需要大量的维护和校准工作。
而且,测量过程会消耗一定的氧,在产品不流动的情况下会引起DO 值显著下降。
新式光检测技术最近,Haffmans 公司开发了一种技术上创新、可应用于饮料工业、针对溶解氧的光检测技术。
并将该技术与已广泛采用的基于亨利定律的CO2 检测技术组合应用于CO2/O2 一体化检测仪中。
O2 传感器是基于分子氧的动态荧光促灭效应,通过光的检测来确定液体中的O2 含量的。
在这个过程中,通过一个光源照射氧敏传感器表层,引起该特殊层的分子达到溢出能级。
一旦分子能量降低就会发出光来。
O2 分子的存在会加快上述过程中高能分子返回正常能级的速率,这样在此过程中就会发出光来。
能量衰减度与O2 含量有关。
根据以相移方式测量到的光照和发光之间的时间差以及产品的温度,就可以确定O2 含量。
这种DO 光检测技术不受压力、饮料颜色及流动性、光源老化等因素的影响。
为了符合行业的要求,必。