钢筋笼滚焊机施工工法
- 格式:doc
- 大小:5.61 MB
- 文档页数:5
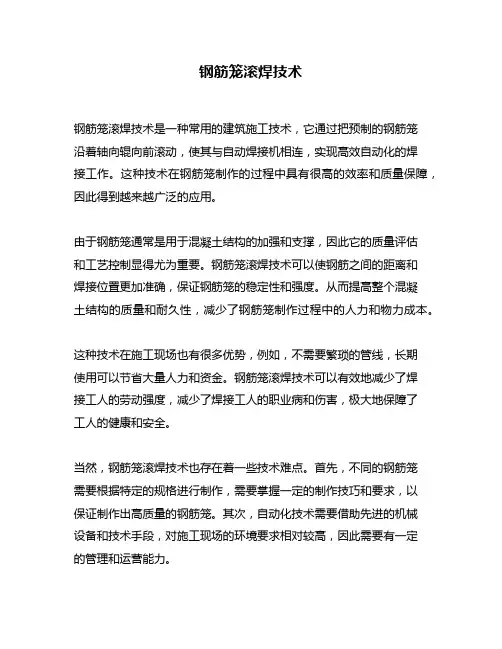
钢筋笼滚焊机施工工法 第1章前言 钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成,钢筋直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗用大量人工,特别是青岛海湾大桥要求Φ25mm及以上二级钢筋接长采用机械方式,我公司采用镦粗直螺纹连接,该连接工艺质量稳定、可控性较好,但对钢筋笼成型精度要求比较高,人工成型的钢筋笼对接比较困难。我公司根据实际情况在全线率先采用钢筋笼滚焊机生产桩基钢筋笼,即桩基钢筋笼整体成型工艺。 第2章工法特点 2.1 加工速度快:正常情况下3人一班,可分班作业,20米钢筋笼成型耗时90分钟左右,工作效率非常高。 2.2 加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。 2.3 箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。 2.4 由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。 第3章使用范围 本工法适用于直径为Φ300~1500mm钻孔灌注桩钢筋笼制作。特别是钢筋直径比较大,钢筋笼成型精度要求较高的钻孔灌注桩钢筋笼生产。 第4章工作基本原理 该工法集主筋定位、盘圆调直、箍筋缠绕及二氧化碳保护焊、整体成型于一体,数控操作。钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼。 第5章施工工艺 5.1 钢筋笼滚焊机性能指标 5.1.1 钢筋笼直径:Φ300~1500mm 5.1.2 钢筋笼最大长度:20m 5.1.3 材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业 5.1.4 焊接方式:自动/手动焊接任选 5.1.5 操作人数:最少2人 5.1.6 设备功率:15KWH 5.1.7 设备尺寸:总长度43.5米,宽2米,高2.2米 5.1.8 设备重量:18吨/套 5.1.9 间距范围:50-450mm 5.2 设备安装 生产场地布置平面示意图如下: 整个生产区域在布局上,主要有四个部分,设备区、箍筋存放区(A区)、主筋原料区(B区)、钢筋笼成品区(C区),要充分考虑各种原料及成品的移动及存储方便。
便于卸笼 便于箍筋缠绕
便于上料
设备区
(A)箍筋存放区
(B)主筋原料区
(C)钢筋笼成品区 设备区(二) 要注意如下几点: 5.2.1 A区是箍筋也就是盘筋的存放区,这一区域的宽度至少要3米,A区上侧最好有道路相通,以便箍筋的存放及放入箍筋料架的操作。如果上侧无道路,则设备两侧和生产区边界距离要方便于物料的进出; 5.2.2 设备和生产区边界相距至少1米以上,如果考虑到物料进出A区方便,一侧或二侧距生产区边界距离要在2~3米以上; 5.2.3 B区为主筋原料区,主要考虑上料方便,及储存的方便; 5.2.4 C区为钢筋笼成品区,主要考虑下料及钢筋笼补焊的方便。 5.3 设备安装顺序见下图5.3-1。 5.4 设备安装注意事项 5.4.1 整个安装过程要做好安全防护措施,严禁不相关人员靠近场地; 5.4.2 安装之前要先熟悉安装步骤,预测安装过程中的安全隐患,并采取措施以杜绝其发生; 5.4.3 准备好安装工具及设备,要检查相关电源的接通情况; 5.4.4 备就位要缓缓轻放,禁止摔碰,防止安装过程中由于操作不当而引起的设备损坏; 5.4.5 设备找平调整要仔细,其水平状态会直接影响设备的使用状况及寿命; 5.4.6 漏电保护器、地线要安装正确,并确保其运行安全。 5.5 设备保养维护 5.5.1 每天设备开始生产之前,要对设备状况进行全面检查,主要有如下几个方面: 1、急停按钮(三个中的任意一个)是否处于按下状态、C控制电源开关是否处于关闭状态; 2、各线路连接是否正常; 3、是否存在漏电现象; 4、各螺栓螺帽是否有松动; 5、电气柜内粉尘是否过多。 5.5.2 设备运行过程中,要注意检查马达是否有过热现象; 5.5.3 设备运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅; 5.5.4 机器正常运行1~2个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固; 5.5.5 1~2个月要对减速机、液压站油量进行定期检查,如有不足,要进行添加,如有漏油现象要进行及时修理; 5.5.6 每星期对所有润滑油嘴打黄油一次; 5.5.7 机器正常运行1~2个月后,要对所有的螺栓、螺帽进行重新紧固; 5.5.8 每周要定期用油漆毛刷或微风机清除电气柜中的灰尘,保持电气柜内清洁非常重要,否则可能会引起短路烧坏设备的事故发生;
固定旋转盘就位 移动旋转
盘就位 主筋料架及
主筋承接分隔系统就位
控制台
就位
拖动导轨部分就位,调整其水平
箍筋放线架就位 钢筋笼液压支撑装置就位 油泵箱就位
电气部分
安装 设备水平调整,
检查设备整体构架是否无误
用膨胀螺钉和基础固定 电缆连接 电源连接 通电调试 客户
验收 投入
使用
图5.3-1 钢筋滚焊机安装顺序图 第6章生产流程 钢筋笼生产流程见下图 第7章质量标准及质量控制 7.1 加工钢筋的检查项目 项次 检 查 项 目 规定值或允许偏差(㎜) 1 受力钢筋顺长度向加工后的全长 ±10 2 弯起钢筋各部分尺寸 ±20 3 箍筋、螺旋筋各部分尺寸 ±5 7.2 钢筋的保护及储存必须保证其不受机械损伤及由于暴露于大气而产生锈蚀和表面破损,钢筋无有害缺陷。不同级别的钢材分别储存。 7.3 钢筋接头焊接应符合《钢筋焊接及验收规程》(JGJ 18-2003)的规定。钢筋机械连接接头应符合《钢筋机械连接通用技术规程》(JGJ 107-2003)的规定。 7.4墩粗直螺纹套筒连接 7.4.1螺纹丝头加工及检验 1、加工前准备 1)凡参与接头施工的操作工人,技术
管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2)钢筋先调直后再下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 3)厂家提供套筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。 2、直螺纹丝头加工 1)按钢筋规格调整好滚丝头内孔最小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 2)工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。 3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。
1、上料 主筋放在主筋料架; 盘筋放在箍筋料架 2、穿筋、固定 主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其固定 3、起始焊接 将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固 4、正常焊接 两个盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘缓慢移动。
5、终止焊接 并排绕二圈,进行焊接牢固。
6、切断箍筋 切断箍筋 7、分离固定盘 移动钢筋笼,使钢筋笼和固定盘分离。 8、松筋 松开固定主筋和移动盘的螺栓。
9、分离移动盘 移动钢筋笼,使钢筋笼和移动盘分离。
10、卸笼 把加工好的钢筋笼移离支撑架。 11降下支撑架 支撑架降下归位。 12移动盘归位 移动盘归位,准备生产下一个笼子。
图6-1钢筋笼生产流程图 3、直螺纹丝头的加工检验 经自检合格的丝头,由质检员随机抽样进行检验,以500个同种规格丝头为一批,随机抽检10%,进行复检。加工钢筋螺纹的丝头牙型、螺距、外径必须与套筒一致,并且经配套的量规检验合格。 螺纹丝头牙型检验:牙型饱满,无断牙、秃牙缺陷,且与牙型规的牙型吻合,牙齿表面光洁为合格品。 7.4.2直螺纹接头的连接及检验 1、连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣干净、完好无损; 2、连接钢筋时应对正轴线将钢筋拧入连接套筒。 3、接头连接完成后,应使两个丝头再套筒中央位置互相顶紧,标准型套筒每端不得有一扣以上完整丝扣外露。 7.5 成型钢筋笼应做好储存工作,防水、防锈蚀。以保证成型钢筋笼质量。 第8章安全措施 8.1 设备操作人员须经设备供应方的技术人员操作培训方可进行设备操作,要对设备性能进行充分了解。 8.2作业人员在作业前要进行安全预知,大家一起对操作过程中可能会出现的危险进行设想分析并做好相应对策。 8.3严禁机器运转时,非生产人员靠近设备,要特别注意衣服、手臂被卷入设备中的危险。操作人员不能穿过肥大、有丝带或易被卷入设备的服装进行生产作业,严禁女性操作人员穿裙子进行设备操作,长发者须把头发盘起并固定在安全帽内。 8.4上料或穿送钢筋须带保护手套。 8.5 严禁用水或压缩空气对电器设备进行冲洗或吹灰。 8.6 严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业。 8.7 严禁非操作人员擅自操作设备,否则及易造成设备坏或伤害他人安全事故发生。 第9章环保措施 第10章效益分析 根据设备的要求,正常情况下3人一班,二班倒6个人一天就可以加工出20个笼子,考虑到调休及其他因素,共需10个人就可以达到原需50人所达到的效果,人工费只需2万元人民币不到,另外10个人的管理难度要远远小于50人的管理难度。 第11章应用实例 青岛海湾大桥第十合同段率先在全线使用钢筋笼滚焊机生产钻孔灌注桩钢筋笼,使钻孔灌注桩钢筋笼加工实现了自动化。生产钻孔灌注桩钢筋笼实现数控操作,机械化程度高,生产率高,节省大量人工,质量稳定,成型钢筋笼刚度好、精度高,易于对接。