固体渗硼及其在模具冷冲头上的应用
- 格式:pdf
- 大小:182.54 KB
- 文档页数:3
第22卷第lo期 2006年1O月 甘肃科技 Gansu Science and Technology 、,lD2.22 No.10 oct. 2006 固体渗硼及其在模具冷冲头上的应用 米瑞才 (甘肃华兴铝业有限公司,甘肃陇西7481 12) 摘 要:在总结前人经验的基础上,以解决生产中出现的实际问题为宗旨,探讨以硼铁(Fe~B, 2O B)为基的固体渗硼及其在模具冷冲头上的应用。 关键词:硼铁;冷冲头模具;固体渗硼;应用 中图分类号:TG156.87 近三十多年来围绕着如何提高部分机械零件, 工模器具的表面硬度、耐磨性以及延长使用寿命这 一中心课题,国内、外广大金属热处理工作者对以碳 化硼(B4C)粉末为基的固体渗硼,硼砂(Na B O )为 基的电解、液体渗硼,氢稀释的乙硼烷(B2H:)、三氯 化硼为基的气体渗硼工艺做了大量的试验、研究工 作,把渗硼工艺的研究与工业应用大大朝前推进了 一步。 不论哪一种渗硼方式,被渗件经渗硼后表面形 成铁的硼化物(FeB、Fe:B),使其表面均具有很高的 硬度(HV1300--2000)和耐磨性(主要是磨料磨 损),良好的耐蚀性(硫酸、盐酸及碱中),抗氧化性 (达800℃)和热稳定性(达900—950℃),这一常规 热处理所无可比拟的显著特点[1]。 1 固体渗硼 1.1 固体渗硼试验与渗剂组分的选择 通常,固体渗硼的渗剂由供硼剂、活化剂、填充 剂三种成分构成。该试验将以价廉、市场易得的硼 铁(Fe—B,>2O B)作为供硼剂,氯化铵(NH CL: 工业纯)、氟硼酸钾(KBF 化学纯)为活化剂,木炭 粉(工业级)为填充剂,用 一8ram 1Cr18Ni9Ti耐热 不锈钢板焊接成300×100mm×100mm专用渗硼 箱,黄泥封箱,于RX。一3O一9箱式电阻炉中加热, 首先对渗硼剂的组分进行了试验与选择。 组分1:8O Fe—B+20 9,6木炭粉,试样材料为 45 钢, 6×20 900℃人炉经5小时渗硼后试样随 箱空冷,得到了0.028—0.044mm渗硼层;采用同 一工艺3Cr2w8V钢只得到了0.015—0.026mm点 状不均匀渗硼层,可见在没有活化剂催渗的情况下, 硼铁的渗硼能力很弱,二者相比,碳钢渗硼速度较 快,而合金工具钢3Cr2W8V钢可能由于Cr、W、V 碳化物形成元素的存在阻碍了硼原子的渗入。接着 用组分2:7O Fe—B+1O KBF +20 木碳粉;组 分3:7O Fe—B+1O NH CL2+20 木碳粉;组 分4:7O Fe—B+5 kBF +5 NH CL +20 木 碳粉进行试验和探讨,活化剂对渗硼层的影响见表 1。 表1 活化剂对渗硼层的影响 渗硼层深度(um) 试样 材料 组分 备注 2h 4h 6h 1# 45# 2 78 lO7 139 渗层良好 2# 45# 3 81 11O 143 晶界腐蚀 3# 45# 4 83 114 145 轻微腐蚀 由表l可见:组分4选用5 KBF +5% NH CL 做活化剂渗速快,金相分析表明渗层内巳 出现黑色缺陷,且有轻微风的晶界腐蚀,渗硼层为 45 FeB+55 Fe2B;组分3活化剂为lO NH CL 渗速仅次于组分4,金相分析表明晶界疏 松,腐蚀严重。造成晶界疏松、腐蚀的原因是渗剂中 的NH CLM 在分解过程中产生微量HCI气体腐 蚀了渗件表面所致。组分2用lO KBF 做活化 剂,渗层组织致密没有晶界腐蚀现象,渗硼层为 35 FeB+65 Fe2 渗件表面清洁呈银灰色。综合以上三种活化剂 组分的试验结果,显而易见,选用KB 做活化剂效 果最为显著,渗件表面清洁。在此基础上固定活化 剂,试验Fe—B与木碳粉在渗硼剂中的最隹配比。 分别用: 组分2:7O Fe—B+1O 9,6KBF +20 oA木碳粉; 组分7:25 Fe—B+1O KBF +65 木碳粉; 组分5:5O Fe—B+1O KBF +40 木碳粉; 组分8:15
Fe—B+1O KBF +75%木碳粉 维普资讯 http://www.cqvip.com 26 甘 肃科技 第22卷 组分6:45 o,4Fe—B+lO%KBF4+45%木碳粉; 对渗硼剂中的硼铁含量与渗硼层深度的关系进 行了试验与探讨,其结果见表2。 表2硼铁含量对渗硼层深度的影响 渗观 靶E(m 渗硼结果 组分 Fe—目 材料 2h 4h 6h 渗 试样表面 渗层特征 2 70 45# 78 107 139 半结块 郎分粘结 连续致密 5 50 45# 75 106 137 部分结块 臂 洁 同 上 6 45 45# 74 103 136 略有结块 司 上 同 上 7 25 45# 71 102 134 松 散 司 上 同 上 8 15 45# 58 89 121 同 上 司 上 同 上 注:渗硼温度900 ̄C,试样规格 6×20,出炉后试样随箱空冷。 上述试验表明:硼铁含量由7O 降为25 渗硼 层深度变化不大,只是当硼铁含量由25 降为15 时渗硼层深度才明显发生变化,故选择组分7为最 佳渗剂组分。 1.2工艺参数的选择 有关试验表明:渗硼温度越高,渗硼层厚度增加 就越快;而随着渗硼时间的延长,渗硼层的增加趋于 平缓。究竟怎样选择这两个参数呢?对于一般用以 单纯提高耐磨性为主的碳素结构钢而言,渗硼温度 以900℃,时间以5小时为宜。 1.3固体渗硼机理 活化剂KBF 在较低温度时发生化学分解反应 为[反应式(1)],而在较高温度时则释放出活性EB] 原子[反应式(2)]。在此气氛中,反应式(2)中的活 性[B]原子首先渗入工件表面,而Fe—B中的硼原 子被反应式(1)中的BF 所激活[反应式(3)],生成 活性EB]原子吸附于渗件表面,并于渗件表面的Fe 原子接触生成Fe B或FeBE反应式(4)、(5)]随着 EB]原子的不断渗入,[c]原子不断受到渗入的活性 EB]原子驱赶向里移动、聚集。由于活性EB]原子的 渗入降低了共析点的含碳量,当碳的浓度达到共析 成份的含碳量之后,巳具备一定能量的部分Ec]原 子和进入过渡区之前的活性[B]原子与渗件中的Fe 原子形成含硼渗碳体[反应式(6)]。由于活化剂 KBF 不断分解BF。来激活Fe—B中的硼原子,生 成活性EB]原子,渗硼才得以进行,并形成一个连续 过程,直至KBF 分解完毕或人为终止渗硼,使Fe —B中不再能释放出容易被渗件表面所吸附并渗入 内部的活性EB]原子,整个渗硼过程宣告结束。 KBF4一KF+BF ……(1);2KBF 一2KF+2 EB]+3F2……(2); 5(Fe~B)+2BF3一Fe2B+6EB]+3FeF2…… (3);Fe+[B]一FeB……(4); 2Fe+[B]一Fe2B……(5);3Fe+[c]+[B]一 Fe (C、B)……(6)。 2 固体渗硼在模具冷冲头上的应用 2.1模具冷冲头技术条件 材料:9CrSi HRC:58~63 2.2模具冷冲头失效原因式分析 模具冷冲头安装在J23—35型开式可倾压力机 上与下模配合使用,修整经热挤压、落料成形后的力 车内、外挡内孔(每个冲头只能修整内孔300~400 件)。常因内、外挡毛坯内孑L扭曲变形布满毛刺,刮 伤、损坏冷冲头表面,致使冷冲头外园直径变小过早 失效报废。观察失效报废的冷冲头表面布满沟槽, 检查它的表面硬度仍在HRC58~63之内。分析表 明:导致冷冲头过早失效报废的主要原因是表面硬 度不足,耐磨性差。 2.3 固体渗硼在模具冷冲头上的应用 针对正常生产中用9CrSi钢制造,经常规热处 理的冷冲头更换频繁,严重影响生产的实际问题,本 人提出用45#碳素钢制冷冲头经固体渗硼代替原 9CrSi合金工具钢制冷冲头方案。 (1)技术条件 材料:45#钢。渗硼层深6—12O~130urn。HV 一1290~1620 (2)渗硼工艺 渗剂组分:选组分7。 渗硼器具:300mm×100mmX 100mm专用箱,6 —8mm1Cr18Ni9Ti耐热不锈钢板焊接。 渗硼设备:RX 一3O~9电阻炉。渗硼温度: 900℃。 渗硼时间:5小时。冷却方式:出炉随箱空冷。 渗硼金相组织见图l 图1 45#钢冷冲头固体渗硼金相组织 (3)装机对比试验 将45#钢制经固体渗硼与9CrSi钢制经常规 淬火处理的冷冲头分别安装在两台J23—35型开式 可倾压力机上做生产性对比试验,其对比试验结果 见表3。 (下转第45页)
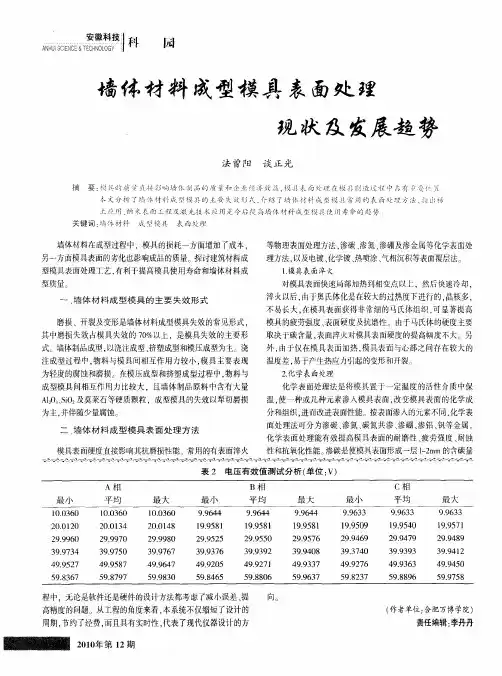
维普资讯 http://www.cqvip.com 第1O期 王廷璞等:利用微生物发酵生物质生产酒精工艺 45 发展趋势与分析口].中国工程科学,2005,(4):5—9 [5]THOMAS.W.J EFFRIES AND RICHARD SCHAR— TMAN.Bioconversion of Secondary Fiber Fines tO Ethanol Using Counter——Current Enzymatic Sacchar—_ rfication and Co—Fermentation[J].Applied Biochem— istry and Biotchnology,1999。(77—79):435—444 [6]Reese,E.T.;Siu,R.G.H.;Levinson,H.S.J[J].Bac— terid,1950.(59):485—497 [7]张继泉,王瑞明,孙玉英.利用木质纤维素生产燃料酒 精的研究进展[J].酿酒科技,2003,(1):39—41 [8]陈艳萍,勇强,刘朝刚,等.戊糖发酵微生物及其选育 [J].纤维素科学与技术,2001,9(3):57~61 [9] Eniko Varga etc.Pretreatment of corn stover using wet oxidation tO enhance enzymatic digestibility.Ap— plied biochemistry and biotechnology,2003,(104):37 ~5O [i0]Lissens.G.;Thomsen,A.B.;Baere,L.De,Ver— straete,W.;Ahring,B.K.,Thermal wet oxidation improves anaerobic biodegradab订ity of raw and di— gested biowaste.Environ.Sci.Techno1.2004,38,3 418—3 424 [11]Palonen,H.;Thorm ̄en,A B;Tenkanen,M;Schmidt,A S;Viikarl,L,Evaluation of wet oxidation pretreatment for enzymatic hydrolysis of softwood.App1.Biochem.Bion- techno1.2004,117,1—17 [12]张强,陆军,侯霖,等.玉米秸杆发酵法生产燃料酒精 ・・●…・●・・ ・●・…●__・’●・・‘・●・。"●・…●’”・●・…● “・●・”・●・一●・・・ (上接第26页) 表3 45#钢制经固体渗硼与9CrSi钢制 经常规淬火的冷冲头对比试验一览表 组 试验 平均寿命 别 热处理工艺规范 蝙畸 备 注 结果 f件) } l 3802 405 860 3 354 l 冷:∞ 4 372 ItRC58—_63 380 S 4ll //,_ 6# 3967 338 9CrSi冷冲头常规热处理工艺h—■ 8 382 f l l4392 l367 漆硼屡深 2 1℃ 3 l586 6 I22一l28 厂 舅 4 1273I{V=135O~1540 I62I 5 l6286 2484 7 1542 45#冷冲 固体;誊硼工艺h——’ 8 I653 对比试验表明:45#碳素钢制冷冲头经固体渗 硼比9CrSi合金工具钢制冷冲头经常规热处理工艺 提高使用寿命4.3倍以上,45#碳素钢冷冲头经固 体渗硼之所以能够取得这样好的效果,其主要原因: 一是45#碳素钢冷冲头经固体渗硼促使表面发生 了质的变化,形成压应力。二是45#碳素钢冷冲头 的研究进展口].饲料工业,2005(9):21—22 [13]高培茎,曲音波,王祖农.纤维素酶解过程的分析和测 定.生物工程学报,i988,4(4):324 [14] Vincken J P,Beldman G.The Effect of Xyloglucans on tlle Degradation of Ce11一wa11一Embeded Cellulose by tlle Combined Action of Ce11obiohydro1ase and En— doglucanases from Trichoderma Vivide.Plant Phys— ios,1994,104(1)199—102. [1 5] Focher B,Marztti A.Structural Features of Cellulose and Cllulose Derivatives,and Their Effects on Enzy— matic Hydrolysis.In:Haigler C H et a1.Biosynthesis and Biodegradation of Cellulose.New York: New York,l991.297~306. [16] 常秀莲.木质纤维素发酵酒精的探讨[J].酿酒科技, 200i,(2):39—42 [17]曲音波,高培茎.造纸厂废物发酵生产纤维素酶,酒精 和酵母综合工艺的研究进展[J].食品与发酵工业, 1993,19(6):62—65 [18] 王瑞明,贾士儒,等.玉米秸秆水解与木糖酒精发酵的 初步研究[J].酿酒,2003,29(1):56—58 [19] 张惠展.途径工程——第三代基因工程[M].北京:中 国轻工业出版社,1997 [2o]邓旭,郑重鸣,等.固定化酵母的双底物乙醇发酵[J]. 化学反应工程与工艺,1995,il(3O):297—301 [213胡代泽.我国农作物秸秆资源的利用现状与前景[J]. 资源开发与市场,2001,16(i):19—2O 经固体渗硼提高了硬度HV=1350~1540,也就提 高了耐磨性。即使冷冲头的服役条件不变,45#碳 素钢冷冲头经固体渗硼其使用寿命要远远高出经常 规热处理的9CrSi合金工具钢冷冲头4.3倍。 3 结论 (1)固体渗硼具有操作方便,设备简单,工件渗 后表面清洁的特点。[23 (2)用45#碳素钢冷冲头固体渗硼可代替 9CrSi合金工具钢经常规热处理的冷冲头,提高使 用寿命4.3倍以上。 (3)固体渗硼在模具冷冲头上的应用是成功的。 参考文献: [1]苏联|C).M.拉赫金,A・r.科兹洛夫斯基机械制造中 的热处理手册上海上海科学技术文献出版社,1986,2 P4l2~4l9 [2]章为夷、贡海、高冠玖、刘盛清、邱明祥。砂型固体渗硼 剂的应用金属热处理