镀锌板在点焊时电极材料的选择
- 格式:docx
- 大小:12.72 KB
- 文档页数:4
镀锌板在点焊时电极材料的选择
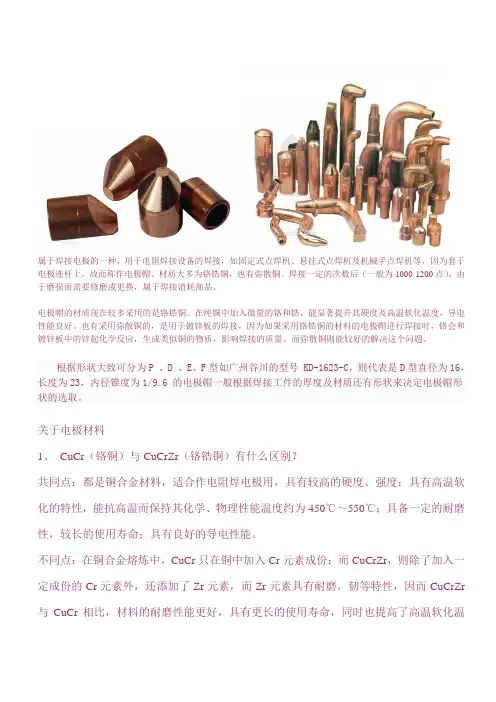
在镀锌板的点焊研究中,电极材料是一个注目的焦点, 研究主要集中在现有电极与镀层之间
的相互作用特点分析, 以及开发新的电极材料。国外镀锌板 点焊用电极材料主要有 Cu —
Cr(0.8%Cr) 、Cu — Zr(0.15%Zr)、Cu — Cr — Zr,以及含 AI3O2 粒子的弥散强化铜(简
称DSC)。美国有人采用铬铜上嵌钨电极头的复合电极做实验,结果证明这种电极使用寿命 很长,但因钨极的
导热性差,只能采用低电流的焊接规范,故难以在车体制造业推广使用
[6 ]。也有人主张在电极表面喷涂一层高熔点材料,如钴、氧化钛、铑等,或在镀锌板间 预置氧化铝粉
末,以增加接触电阻, 缩短焊接时间,从而提高电极寿命。国内研究大都是通
过试验研究上述几种材质电极的使用性能,大量实验证明,在焊接条件不太理想的情况下, 无论是价格较便
宜的 Cu — Cr、Cu — Zr合金电极,还是较贵的 DSC电极,其使用情况 相近,但工厂经验表明,在实际生
产的某些情况下,使用 DSC 20级合金电极时,电极粘
着性减小。
点焊缝焊及其设备基础知识
点焊缝焊及其设备基础知识
一、点焊及其设备
1、点焊的特点 点焊时,被焊件是在接触面的个别点上被连接起来的。焊接时,把被焊的板料搭接装配好,
压在二柱状铜电极之间, 当通过相当大的电流时, 在板的接触处产生大量的热, 将中心最热 区域的金属很
快加热至熔化状态,形成一个透镜形的液态熔池。断开电流, 金属冷却后,就
形成了焊接接头。
近按照同时焊接的焊点数,可分为单点、 双点及多点 点焊。当从焊件的两边通以电流时,叫 做双边点焊,
从焊件的一边通电时, 叫做单边点焊。焊点的直径一般接近于电极接触表面的 直径,约在3-25毫米范围
内。
单边点焊与普通双边 点焊相比,具有许多优点:焊机安放在工件的一边, 能比较容易地 点焊 尺寸很大的结
构;焊接线路尺寸小, 显著地降低所需的功率; 生产率高。其缺点是需用专用
焊机,而且比较复杂。它能焊接的低碳钢厚度一般限于 2.5-3毫米。
在生产中,单边多 点焊接已获得广泛应用。
这里顺便介绍一下凸焊和 T形焊。
凸焊是类似于点焊的一种接触焊。凸焊时,焊件同时在几点内接触。它实质上是一种多点点 焊,只不过这些
焊点的位置是由一个焊件上冲出来的凸出部分所确定罢了。 焊件1和焊件2
(带有凸出部分)被压力挤紧在不动的接触板和可移动的接触板之间, 当变压器闭合时,焊
件在凸出部分附近被加热并局部熔化,然后被压平,完成焊接。
T形焊也是接触焊的一种方式。焊接时,断面较小的焊件被焊到钢板上或其它表面大的焊件
上。
2、 点焊机
点焊机和凸焊机并没有原理上的差别。 功率够大的点焊机可用来进行凸焊;反之,凸焊机有
时也可用来进行厚工件的 点焊。在焊机上要完成两个基本工序:对焊件加丈夫加热。为此, 焊机须有加压机
构和焊接变压器,并须有适当的电流调节装置及控制设备。
点焊机可以分为:
(1) 按照用途分,有万能式(通用式)、专用式;
(2) 按照同时焊接的焊点数目分,有单点式、双点式、多点式;
(3 )按照导电方式分,有单侧的、双侧的;
(4 )按照加压机构的传动方式分, 有脚踏式、电动机-凸轮式、气压式、液压式、复合式(气 液压合
式);
(5) 按照运转的特性分,有非自动化、自动化;
(6) 按照安装的方法分,有固定式,移动式或轻便式(悬挂式);
(7) 按照焊机的活动电极(普通是上电极)的移动方向分,有垂直行程(电极作直线运动)、 圆弧行
程;
(8 )按照电能的供给方式分,有工频焊机(采用 50赫芝交流电源)、脉冲焊机(直流脉
冲焊机、储能焊机等)、变频焊机(如低频焊机)。
点焊机的结构:
带有脚踏传动装置的 点焊机,焊接变压器被安置在机架内, 开关与焊机的通电线路相连。 电 极被紧固在机
臂内或电极卡头内。 焊机的下臂与机架绝缘并用螺钉紧固在机架上, 母线把下
臂与变压器的二次线圈相联。固定在摇杆内的上臂,则以软铜线与变压器的二次线圈相联。
摇杆经弹簧再借杠杆系统与脚踏杠杆压下时, 就被电极所挤压,同时焊接电流也被机械开关
关闭。焊完后即放开脚踏,切断电流并卸下焊件。
3、 点焊的应用
点焊在冲压结构中应用很广。如用两个或更多个形状比较简单的冲压件, 由焊点连接起来组
成形状复杂的部件(小客车的地板、载重汽车的驾驶室等)。点焊也常用来焊接构架结构(如 铁路上客车车
厢的侧壁和顶棚、联合收割机的漏斗、飞机的部件等)。
在建筑工程中,钢筋网和构架的焊接是 点焊的一个重要领域。
点焊还广泛地用于薄钢板件的生产中 (厚度在2.5-3毫米以下的大型钢件及 5-6毫米厚以下
的小型钢件)。新型点焊机的发展,大大扩大了 点焊在钢结构制造中的应用范围(厚度达 8
-10毫米以上)。
电真空器件和仪表等制造部门,亦广泛采用 点焊来连接很薄的零件。
二、缝焊及其设备
1、 缝焊的特点
缝焊也叫滚焊,与点焊相似,焊缝是由连续的焊点所组成。焊接时,以滚盘代替了 点焊进的
圆柱形电极。焊接的板件在滚盘之间移动,因而沿一条一定宽度的焊缝将工件焊接起来。
缝焊具有三种不同的形式,它们各有其不同的特点。
(1 )连续缝焊
焊件在两滚盘间连续移动(即滚盘连续旋转),焊接电流亦连续通过。这时,由于滚盘总是 有电流通过,则
易发热和磨损,且熔核附近过热,焊缝易下凹;
(2 )断续缝焊
焊件连续移动,而电流断续通过。这时,滚盘有冷却机会,没有连续缝焊时的缺点,故应用 最广。但由于熔
核冷却时滚盘已滚离,因而没有充分的锻压过程,故容易生成缩孔;
(3 )步进缝焊
焊件断续移动(即滚盘断续旋转),电流在焊件不动时通过。这时,由于熔核在整个冷却结 晶过程中都有锻
压力存在,所以获得的焊缝比较致密。但这种缝焊需要有使滚盘断续旋转的 比较复杂的机械装置。
2、 缝焊机
缝焊机与点焊机类似,其基本区别在于缝焊机的旋转滚盘代替了 点焊机不动的电极。滚盘的
作用除和点焊的电极一样要向焊件传递压力和传送电流外, 还要以给定的速度使焊件沿焊接
方向移动。
缝焊机的结构:
最简单的缝焊机的机构是,焊件借助于脚踏而被挤紧在电极(滚盘)之间。下电极由电动机 经传动系统(正
齿轮、伞齿轮及蜗杆减速器)来转动,使焊件随焊接而移动。变压器经母线 与上臂和下臂相连。调节开关可
调节功率大小。焊件的挤压力由弹簧的变形程度来决定。
缝焊机可以按下列方法分类: (1)按焊件移动的方向:纵缝缝焊机、横缝缝焊机、能用缝焊机、凸缘缝缝焊
机、管子缝 焊机;
(2)按载电元件的布置:双边缝焊机(主要的缝焊机型式)、单边缝焊机;
(3 )按焊件移动的方法: 二滚轮绕其固定轴旋转而焊件压在二滚轮间移动的双滚盘缝焊机、 下臂不动而滚
轮作旋转前进运动的单滚轮缝焊机、 滚轮无传动装置只绕固定轴旋转而另一臂 作纵向移动的缝焊机;
(4)按焊件运动特点:在焊接时焊件连续运动的缝焊机、焊件步进式给进的缝焊机(在焊 接电流脉冲接通的
瞬间,焊件的运动停止;在这些脉冲之间的各段时间内,焊件运动);
(5)按加压机构的传动装置:脚踏传动式、电力传动式、气压传动式;
(6)按焊接电流接通情况:直流连续接通式、电流断续接通式、电流调幅式;
(7)按安装方法:固定式、移动式。
3、缝焊机的应用
缝焊机可用来焊接低碳钢、 不锈钢、耐热钢、 耐热合金及轻合金制件的坚固而又严密 (气密) 的焊缝。一
般只用于焊接 2 毫米以下的薄板,再存的板则用自动电弧焊更合理些。
缝焊广泛应用于汽车、拖拉机及喷气式发动机等制造工业。