伺服液压机
- 格式:doc
- 大小:27.50 KB
- 文档页数:4
攀枝花学院学生课程设计说明书题目:液压传动课程设计——小型液压机液压系统设计学生姓名:学号:所在院系:机电工程学院专业:机械设计制造及其自动化班级:指导教师:职称:攀枝花学院教务处制攀枝花学院本科学生课程设计任务书注:任务书由指导教师填写。
摘要液压机是一种用静压来加工金属、塑料、橡胶、粉末制品的机械,在许多工业部门得到了广泛的应用。
液压传动系统的设计在现代机械的设计工作中占有重要的地位。
液体传动是以液体为工作介质进行能量传递和控制的一种传动系统。
本文利用液压传动的基本原理,拟定出合理的液压传动系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格。
确保其实现快速下行、慢速加压、保压、快速回程、停止的工作循环。
关键词:液压机、课程设计、液压传动系统设计AbstractHydraulic machine is a kind of static pressure to the processing of metal, plastic, rubber, the powder product of machinery, in many industrial department a wide range of applications. The design of the hydraulic drive system in modern mechanical design work occupies an important position. Transmission fluid is the liquid medium for the work carried out energy transfer and control of a transmission system.This paper using hydraulic transmission to the basic principle of drawing up a reasonable hydraulic system map ,and then after necessary calculation to determine the liquid pressure system parameters , Then according to the parameters to choose hydraulic components specification. To ensure the realization of the fast down, slow pressure, pressure maintaining, rapid return, stop work cycle.Key words:hydraulic machine, course design, hydraulic transmission system design.目录摘要 (I)Abstract (II)1 任务分析 (1)1.1技术要求 (1)1.2任务分析 (1)2 方案的确定 (2)2.1运动情况分析 (2)3 工况分析 (3)3.1工作负载 (3)3.2 摩擦负载 (3)3.3 惯性负载 (3)3.4 自重 (3)3.5 液压缸在各工作阶段的负载值 (3)4 负载图和速度图 (5)5 液压缸主要参数的确定 (6)5.1 液压缸主要尺寸的确定 (6)5.2 计算在各工作阶段液压缸所需的流量 (6)6 液压系统图 (9)6.1 液压系统图分析 (9)6.2 液压系统原理图 (9)7 液压元件的选择 (11)7.1液压泵的选择 (11)7.2 阀类元件及辅助元件 (11)7.3油箱的容积计算 (12)8 液压系统性能的运算 (13)8.1 压力损失和调定压力的确定 (13)8.2 油液温升的计算 (14)8.3 散热量的计算 (15)结论 (17)参考文献 (18)1 任务分析1.1技术要求设计一台小型液压压力机的液压系统,要求实现快速空程下行—慢速加压—保压—快速回程—停止的工作循环,快速往返速度为V=5.6 m/min,加压速度1V=70mm/min,其往复运动和加速(减速)时间t=0.02s,压制力为320000N,运2动部件总重为40000N,工作行程400mm,(快进380mm,工进20mm),静摩擦系数fs=0.2,动摩擦系数fd=0.1油缸垂直安装,设计该压力机的液压系统传动。

摘要本设计为200T液压机液压系统。
液压系统主要由主缸运动、顶出缸运动等组成。
本文重点介绍了液压系统的设计。
通过具体的参数计算及工况分析,制定总体的控制方案。
经方案对比之后,拟定液压控制系统原理图。
液压系统选用插装阀集成控制系统,插装阀集成控制系统具有密封性好,通流能力大,压力损失小等特点。
为解决主缸快进时供油不足的问题,主机顶部设置补油油箱进行补油。
主缸的速度换接与安全行程限制通过行程开关来控制;为了保证工件的成型质量,液压系统中设置保压回路,通过保压使工件稳定成型;为了防止产生液压冲击,系统中设有泄压回路,确保设备安全稳定的工作;本系统应用的电气控制系统,便于对系统进行控制,可以实现半自动控制,可以实现过载保护,保证系统正常运行。
此外,本文对液压站进行了总体布局设计,对重要液压元件进行了结构、外形、工艺设计。
通过液压系统压力损失和温升的验算,本文液压系统的设计可以满足压力机顺序循环的动作要求,能够实现塑性材料的锻压、冲压、冷挤、校直、弯曲等成型加工工艺。
关键词:液压系统;液压机;毕业设计AbstractThis paper design for the bolster press of hydraulic machines. Mainframe mainly by the motion of master cylinder and the motion of cylinder head out of components etc. This paper focuses on the hydraulic system design.Through specific parameters and hydraulic mechanic situation analyzes, formulation of a master control program. By contrast,developed hydraulic control system diagram. Hydraulic systems use cartridge valve integrated control system,integrated cartridge valve control system has good sealing, flow capacity, small pressure loss characteristics etc.To solve the master cylinder express entered the shortage of oil supply in the top of the mainframe installed oil tank. Master cylinder for the speed of access restrictions and security through the trip exchanging to control switches. To ensure the quality of the work-piece molding, in the hydraulic system installed packing loop through packing work-piece stability molding; To prevent hydraulic shocks, pressure relief system with a loop to ensure that this equipment can be a safe and stable work. This system applicate electricity control system, to facilitate the system of control, we can achieve semi-automatic control and achieve overload protection, ensure normal operation system. In addition, the paper hydraulic station on the overall layout of the key components of the hydraulic structure、shape、technique for a specific design.By the loss of hydraulic system pressure and temperature checked. Hydraulic system is designed to meet the hydraulic action sequence and cycle requirements can be achieved by forging plastic materials, stamping, cold extrusion, straightening,bending, and other molding processes.KeyWords: hydraulic system, bolster press, graduation design目录摘要..................................................................................................................................................... Abstract (I)1 绪论 01.1 液压传动系统概况 01.1.1 液压传动技术的发展与研究动向 01.1.2 我国液压系统的发展历程 (1)1.1.3 液压传动技术的应用 (2)1.2 液压机的概况 (2)1.3 液压机的发展 (3)2 200T液压机液压系统设计 (5)2.1 液压系统设计要求 (5)2.1.1 液压机负载确定 (5)2.1.2 液压机主机工艺过程分析 (5)2.1.3 液压系统设计参数 (5)2.2 液压系统设计 (5)2.2.1 液压机主缸工况分析 (5)2.2.2 液压机顶出缸工况分析 (8)2.3 液压系统原理图拟定 (10)2.3.1 液压系统供油方式及调速回路选择 (10)2.3.2 液压系统速度换接方式的选择 (11)2.3.3 液压控制系统原理图 (11)2.3.4 液压系统控制过程分析 (12)2.3.5 液压机执行部件动作过程分析 (13)2.4 液压系统基本参数计算 (15)2.4.1 液压缸基本尺寸计算 (15)2.4.2 液压系统流量计算 (17)2.4.3 电动机的选择 (19)2.4.4 液压元件的选择 (21)2.5 液压系统零部件设计 (22)2.5.1 液压机主缸设计 (22)2.5.2 液压机顶出缸设计 (27)2.5.3 液压油管选择 (29)2.5.4 液压油箱设计 (31)2.6 液压系统安全稳定性验算 (32)2.6.1 液压系统压力损失验算 (32)2.6.2 液压系统温升验算 (36)3 200T液压机电气系统设计 (38)3.1 电气控制概述 (38)3.2 液压机电气控制方案设计 (38)3.2.1 液压机电气控制方式选择 (38)3.2.2 电气控制要求与总体控制方案 (38)3.3 液压机电气控制电路设计 (39)3.3.1 液压机主电路设计 (39)3.3.2 液压机控制电路设计 (39)3.3.3 电气控制过程分析 (40)结论 (42)参考文献 (43)致谢 (44)附录A 液压机使用说明书 (45)1 绪论1.1液压传动系统概况1.1.1液压传动技术的发展与研究动向液压传动是一种以液体作为工作介质,以静压和流量作为主要特性参数进行能量转换传递和分配的技术手段。
液压与气压传动课程设计说明书设计题目:四拄液压机专业:机械设计制造及自动化班级:14机械卓越姓名:xxx学号:140111xx指导教师:徐建方常州工学院机械与车辆工程学院2016年6月13日前言本设计为四柱式液压机,四柱液压机的主机主要由上梁、导柱、工作台、移动横梁、主缸、顶出缸等组成。
其中主缸可完成快速下行、慢速加压、保压延时、释压换向、快速返回、原位停止的动作;顶出缸可实现向上顶出、停留、向下退回、原位停止的动作。
本设计主机最大工作负载为7000000N。
通过对液压缸工况分析确定液压缸负载的变化,拟定液压系统图和电磁铁动作顺序。
并设计主液压缸,计算主液压缸的尺寸和流量,主缸的速度换接与安全行程限制通过行程开关来控制。
根据技术要求及设计计算选择液压泵、GE系列电磁阀等液压元件。
通过液压系统压力损失和温升的验算,液压系统的设计可以满足液压机顺序循环的动作要求,设计的四柱液压机能够实现塑性材料的锻压、冲压、冷挤、校直、弯曲等成型加工工艺。
本液压系统选用PLC控制系统,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
液压机采用集中式布置,液压系统油源与控制调节装置置于主机之外。
该液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的范围内任意调节,操作简单。
目录第一章概论 (1)第一节液压机的工作原理及其组成 (1)第二节发展趋势 (3)第三节液压传动的优缺点及应用 (4)第二章液压系统的合成 (6)第一节液压传动工作原理 (6)第二节搭建部分回路 (9)第三节其他考虑 (10)第三章液压缸结构设计及液压系统工况分析 (11)第一节液压缸基本结构设计 (11)第二节载荷的组成和计算 (11)第三节确定主液压缸的、顶出液压缸结构尺寸 (12)第四节液压缸动作时的流量 (14)第五节缸的设计计算 (14)第四章液压元件的选择及性能验算 (26)第一节液压元件的选择 (26)第二节液压系统性能验算 (31)第五章立柱结构设计 (35)第一节立柱设计计算 (35)第二节连结形式 (36)第三节立柱的螺母及预紧 (38)第四节立柱的导向装置 (39)第五节限程套 (40)第六章横梁参数的确定 (41)第一节上横梁结构设计 (41)第二节活动横梁结构设计 (41)第三节下横梁结构设计 (42)第四节各横梁参数的确定 (42)第七章液压元件的设计 (43)第一节管道及管接头 (43)第二节液压控制阀的选择 (44)结论 (46)参考文献 (47)第一章概论第一节液压机的工作原理及其组成一.概述液压机(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。

《液压与气动技术》课程标准一、课程基本信息课程名称:液压与气动技术课程代码:0110047 课程类别:专业基础课课程类型: B类(理论+实践课)是否为精品课程:院内一般课程总学时:(理论学时数:64,实践学时数:32)学分:4分二、课程定位与课程设计(一)课程性质与作用液压与气动技术》是机电一体化技术专业的一门重要的专业技术课程。
无论对学生的思维素质、创新能力、科学精神以及在工作中解决实际问题的能力的培养,还是对后继课程的学习,都具有十分重要的作用。
该课程实现了高职的培养目标,满足了机械类教育人才的要求,是专业教学必不可少的重要组成部分。
它是研究液压与气压传动作为一种基本的传动形式的理论基础和实际运用。
无论对学生的思维素质、创新能力以及在工作中解决实际问题的能力的培养,还是对后继课程的学习,都具有十分重要的作用。
表1 与前期课程的关系表2 与后续课程的关系课程基本理念1. 摒弃“知识本位”的传统教学思想,突出“教、学、做一体化”的教学理念,不但注重知识的传授,也要满足学生的未来发展需要,以“学生是课程的核心”作为目标,注重学生的创新能力、实践能力、团结协作能力、创业意识等的培养。
2. 本课程具有一定的实践性,应突出应用能力和综合培养,注重基于工作过程、任务引领的项目教学法,要充分利用机电实训中心的优势条件,实验室即为课堂,充分调动学生的学习积极性。
课程设计思路本课程是以高职机械专业的学生就业为导向,在机械企业有关专家与本院专业教师共同反复研讨下,结合专业教学任务与专业工作过程特点,对机械专业的就业岗位进行任务与职业能力分析,以实际工作任务(项目案例)为导向,具有企业的“仿真性”是本门课程教学设计的方向。
以液压与气动技术在行业中的应用为课程主线,以液压与气动技术在机械行业中的工作过程所需要的岗位职业能力为依据,根据学生的认知规律与技能要求,采用循序渐进方式实现理论教学与典型案例相结合的方式来展现教学内容,做到“教”、“学”、“做”一体共同完成。
液压是机械行业、机电行业的一个名词。
液压可以用动力传动方式 [1] ,成为液压传动。
液压也可用作控制方式 [2] , [3] 称为液压控制。
液压传动是以液体作为工作介质,利用液体的压力能来传递动力。
[1]液压控制是以有压力液体作为控制信号传递方式的控制[2] 。
用液压技术构成的控制系统称为液压控制系统。
液压控制通常包括液压开环控制和液压闭环控制。
液压闭环控制也就是液压伺服控制,它构成液压伺服系统,通常包括电气液压伺服系统(电液伺服系统)和机械液压伺服系统(机液伺服系统,或机液伺服机构)等 [2] 。
一个完整的液压系统由五个部分组成,即能源装置、执行装置、控制调节装置、辅助装置、液体介质。
液压由于其传递动力大,易于传递及配置等特点,在工业、民用行业应用广泛。
液压系统的执行元件(液压缸和液压马达)的作用是将液体的压力能转换为机械能,从而获得需要的直线往复运动或回转运动。
液压系统的能源装置(液压泵)的作用是将原动机的机械能转换成液体的压力能。
液压系统组成一个完整的液压系统由五个部分组成,即动力元件、执行元件、控制元件、辅助元件和工作介质。
动力元件的作用是将原动机的机械能转换成液体的压力能。
动力元件指液压系统中的液压泵,它向整个液压系统提供动力。
液压泵的结构形式一般有齿轮泵、叶片泵、柱塞泵、螺杆泵。
执行元件的作用是将液体的压力能转换为机械能,驱动负载作直线往复运动或回转运动。
执行元件有液压缸和液压马达。
控制元件(即各种液压阀)在液压系统中控制和调节液体的压力、流量和方向。
根据控制功能的不同,液压阀可分为压力控制阀、流量控制阀和方向控制阀。
压力控制阀又分为溢流阀(安全阀)、减压阀、顺序阀、压力继电器等;流量控制阀包括节流阀、调整阀、分流集流阀等;方向控制阀包括单向阀、液控单向阀、梭阀、换向阀等。
根据控制方式不同,液压阀可分为开关式控制阀、定值控制阀和比例控制阀。
辅助元件包括蓄能器、过滤器、冷却器、加热器、油管、管接头、油箱、压力计、流量计、密封装置等,它们起连接、储油、过滤和测量油液压力等辅助作用,可参考《液压传动》《液压系统设计丛书》。
液压系统设计计算有的液压系统简单,有的液压系统复杂。
这是由负载的工艺要求决定的。
我们在这里介绍的液压系统是简单的开关型液压系统,也即普通液压系统,不是伺服或者电液比例液压系统。
关于伺服或者电液比例液压系统,我们以后再研究。
我公司原有一台工程油缸试验台,采用的是高低压泵合流。
额定流量为100升,系统额定最高压力为31.5MPa。
为了突出重点,便于叙述,适当做了一些简化。
一液压基本回路一个实用的液压系统原理图都是由液压基本回路组成的。
液压基本回路可以在机械设计手册,或者其他液压设计资料中查到。
1 液压基本回路的分类设计资料中介绍的液压基本回路分类很详细。
但总括起来无非是,泵-电机组,压力控制回路,流量控制回路,方向控制回路和执行机构。
参看图1油缸试验台液压原理图。
在图1中,电机M1 Y112M-4和斜盘柱塞泵10YCY14-1B,电机Y160M-4和叶片泵YB1-80,组成泵-电机组,为系统提供动力;先导卸荷阀③,安全溢流阀④,电磁溢流阀⑤,组成压力控制回路;电液换向阀⑥和先导式液控单向阀⑦,组成方向控制回路。
一般说来,流量控制往往会伴随着压力的损失。
例如,在薄壁节流小孔中,流量d Q C A = (1) 此公式的使用条件为0.5l d≤。
式中Q —经过薄壁小孔的流量,3/m s ;d C —薄壁小孔流量系数,对于紊流,0.600.61d C = ; 0A —孔口面积,2m ; ρ—流体的密度,3/kg m ; p ∆—压力差,12p p p ∆=−,Pa ;d —小孔的直径,m ; l —小孔的长度,m 。
这种压力能损失往往转化为热能,使液压系统升温。
在理论上,变量泵不会因为流量或压力的变量产生能量损失。
2 液压基本回路的联结液压基本回路,特别是液压元件,在液压原理图中的联结,要么是并联,要么是串联。
二 液压系统原理图1 液压系统原理图应该包括的的基本内容一个符合要求的液压原理图除了表示系统外,还应该包括两个基本内容:液压元件明细表和电磁铁动作顺序表。
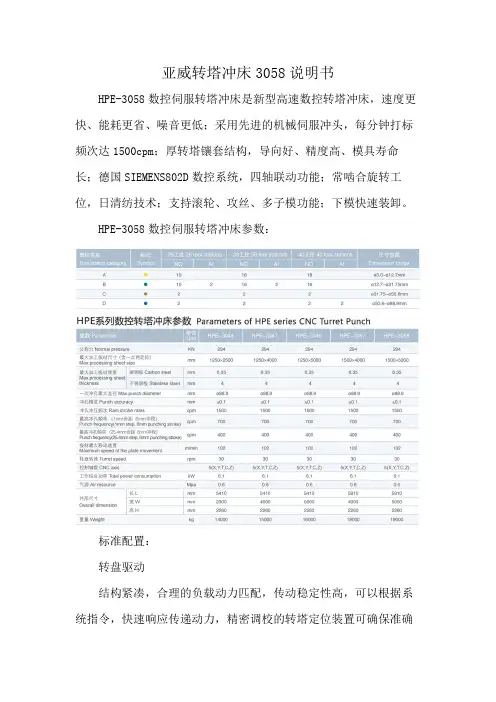
亚威转塔冲床3058说明书HPE-3058数控伺服转塔冲床是新型高速数控转塔冲床,速度更快、能耗更省、噪音更低;采用先进的机械伺服冲头,每分钟打标频次达1500cpm;厚转塔镶套结构,导向好、精度高、模具寿命长;德国SIEMENS802D数控系统,四轴联动功能;常啮合旋转工位,日清纺技术;支持滚轮、攻丝、多子模功能;下模快速装卸。
HPE-3058数控伺服转塔冲床参数:标准配置:转盘驱动结构紧凑,合理的负载动力匹配,传动稳定性高,可以根据系统指令,快速响应传递动力,精密调校的转塔定位装置可确保准确选刀送料机构大导程高精密磨削滚珠丝杆,控制时无需采用分段补偿,运动定位精度更高,运行噪音更小,滚珠丝杆综合寿命更长标配气动摆动式高强度夹钳,结构成熟稳定,能够自适应板材变形,确保夹钳长期稳定运行触控式人机界面采用17寸触控式人机界面,针对冲床开发设计,操作简单,功能强大集成图形离线模拟、动态仿真、模具对比等冲床功能下模快速装卸特有的换模结构有效缩短使用时频繁换模的时间,提升工作效率,精密的加工定位装置保障了重复定位精度旋转模技术的常啮合传动结构,无需担心二次定位误差及磨损,重复定位精度控制在0.03mm以内,更适应精密加工需求,主传动采用精密涡轮蜗杆结构,与T轴传动联动控制,控制系统准确读取实时位置伺服主传动机构采用单伺服驱动曲轴连杆直驱结构,成熟稳定,关键部位采用特殊工艺安装,有效消除内部间隙,不仅大幅提升使用寿命,而且在实际使用中定位精度得到有效保证;全伺服闭环控制,可精确定位至行程范围内任意位置,冲压成型效果更佳高效节能高效智能冲压模式,实现快速计算压力,控制冲压能量,降低冲压能耗,待机时接近零能耗;制动时产生的能量可以有效回收,在加速时二次利用,节能环保,综合工况能耗约为液压机型的一半,经济效益佳全伺服控制,无需后期更换液压油,维护成本非常低高速充分发挥电伺服控制在任意位置速度可调的特点,配合先进的冲压工艺,有效降低冲压噪音,提供舒适的操作环境高精密无隙机械结构,高速运动时内部无异响、杂音转盘结构转塔采用高强度合金钢铸造,通过一次装夹精密加工而成,抗氧化及承载能力强,吸振及精密导向性能高,冲压过程中不易出现卡模、带料等现象,并有效解决使用过程中密集冲孔时板材变形过大的问题配合精密加工的异响衬套,大幅提升模具实际使用寿命。
导轨导座式液压爬模和普通液压爬模有什么区别(1)模板部分:根据工程的实际情况,模板周转次数多,还要尽可能减轻模板的重量,采用轻型钢模板。
(2)埋件部分:由埋件板,高强螺杆,爬锥及受力螺栓组成,其中埋件板和高强螺杆为一次性消耗件,爬锥及受力螺栓可周转使用。
(3)爬模主构架部分:主要为附墙座,附墙挂座,导轨,悬臂支架,后移装置,模板主背楞,悬吊组成。
(4)液压系统部分:主要为主控制台,顶升油缸,胶管和油阀组成。
爬升循环工艺流程墙体砼浇筑完成→后移模板→安装导轨支座→提升导轨→提升支架→预埋件固定在模板上→绑墙体钢筋→合模板→浇筑墩体砼。
爬模和滑模的区别爬模和滑模的区别:爬模是浇筑一段模板后,提升爬架,再安装一段模板,浇筑施工.模板和浇筑的混凝土之间没有相对运动.下层的混凝土在凝固后拆除模板.滑模是浇筑过程中,在混凝土还未凝固时,就不断地提升或移动模板,使之成形.模板和浇筑的混凝土之间相对滑动.爬模是爬升模板的简称,国外也叫跳模。
它由爬升模板、爬架(也有的爬模没有爬架)和爬升设备三部分组成,在施工剪力墙体系、筒体体系和桥墩筀等高耸结构中是一种有效的工具。
由于具备自爬的能力,因此不需起重机械的吊运,这减少了施工中运输机械的吊运工作量。
在自爬的模板上悬挂脚手架可省去施工过程中的外脚手架。
综上,爬升模板能减少起重机械数量、加快施工速度,因此经济效益较好。
滑模是模板缓慢移动结构成型,一般是固定尺寸的定型模板,由牵引设备的牵引。
爬模施工工艺?(1)模板部分:根据工程的实际情况,模板周转次数多,还要尽可能减轻模板的重量,采用轻型钢模板。
(2)埋件部分:由埋件板,高强螺杆,爬锥及受力螺栓组成,其中埋件板和高强螺杆为一次性消耗件,爬锥及受力螺栓可周转使用。
(3)爬模主构架部分:主要为附墙座,附墙挂座,导轨,悬臂支架,后移装置,模板主背楞,悬吊平台组成。
(4)液压系统部分:主要为主控制台,顶升油缸,胶管和油阀组成。
爬升循环工艺流程墙体砼浇筑完成→后移模板→安装导轨支座→提升导轨→提升支架平台→预埋件固定在模板上→绑墙体钢筋→合模板→浇筑墩体砼。
全电动注塑机与传统液压注塑机性能对比全电动式注塑机的特点所谓电动式注塑机是指使用交流伺服电动机,配以滚珠丝杠、齿形带以及齿轮等元器件来驱动各个机构的注塑机,其最根本的特点是所有驱动模块全为电动式,而非传统的液压式。
也就是说,在整套设备中没有液压系统,也没有任何液压元部件。
电动式注塑机的应用相当广泛,从一般民用和工业用品如汽机车零件、化妆品用容器、家庭用容器、精密齿轮等。
电动式注塑机于1982年首先由德国Battenfeld公司发布;1983年由日精树脂(Nissei)公司率先商品化,当时的产品型号为MM5;在1984年日本塑料工业展览会上,法那克公司、东洋机械金属公司和新泻铁工所分别展出了AUTOSHOT系列、TU系列和MD系列的电动式注塑机。
全电动式注塑机是电动式注塑机的主要机型,其注塑装置中的各机构(注射、塑化、计量和移座等)及合模装置的各机构(开合模、锁模、顶出等)全部采用电动机驱动。
与油压式注塑机相比,具有以下优点。
1.1 节约能源传统的油压传动机械由于全部动作都需通过油路来实现,所以不可避免地具有油压控制损失、管损、阀阻等流动损失,以及泵浦之容积效率、摩擦损失等等。
在高流量时这种能量损失特别明显。
据统计,液压式注塑机由于高压节油造成的能量损耗高达36%-68%;同时油压系统在待机状态下亦仍有上列损失。
而伺服马达运转时无流动损失、控制损失问题,磁滞损失极低;且在待机时不转动,因此能耗低,而且与速度无关。
全电式系列由于使用滚珠螺杆将伺服马达的旋转运动转成直线运动,而滚珠螺杆的摩擦阻力远低于油压缸,且无任何冷却系统;因此整体效率远远超过油压机械。
实践表明,一般全电动式注塑机比传统液压式省电1/3(包括加热部分,同等设备相比);如不包括加热部分,全电式注塑机的耗电仅是传统塑机的1/8-1/10。
以一台合模力为800kN、注射量为100g的注射机为例,液压式注射机生产一个重60g的ABS料产品,每分钟3模,耗电约9kW/h;而生产同样产品、同样效率,全电动机器的耗电约为6.5kW(其中加热功率均为6kW)。
挤压机伺服控制系统郭爽爽;韩泓【摘要】挤压机在挤压行业中属于主要的耗电设备,不但影响企业的经济效益,同时也造成社会电能的浪费.针对这一情况,通过对传统挤压机液压系统的分析,采用伺服电液控制系统设计对挤压机进行节能降耗.解决了传统挤压机的高能耗问题,简化了液压系统,为挤压机行业的节能环保做出了贡献.【期刊名称】《锻压装备与制造技术》【年(卷),期】2018(053)002【总页数】4页(P65-68)【关键词】挤压机;伺服控制系统;节能【作者】郭爽爽;韩泓【作者单位】太原重工股份有限公司技术中心,山西太原030024;太原重工股份有限公司技术中心,山西太原030024【正文语种】中文【中图分类】TG375挤压行业属于典型的高耗能产业,挤压机是铝材行业的主要生产设备,同时也是主要的耗电设备。
挤压机的耗电会使企业的生产成本过高,产品缺乏竞争优势,影响企业的经济效益,同时也会造成社会电能的浪费。
对于装备制造业来说,设备的节能降耗无疑是重点研究方向。
传统挤压机的泵站控制系统是采用“电机+泵”方式的电液系统,在这个系统中电机的使用效率直接影响着挤压机设备的生产成本和经济效益。
由于工艺要求,大部分电动机在工作状态下都处于负载较轻而不是满载运行,且频繁波动的状态,电机运行效率低,电能浪费严重,因此降低电机能耗的技术将成为企业面临的一个重要问题。
本文提出采用伺服电液控制系统设计对挤压机进行节能降耗。
1 挤压机液压系统分析传统的挤压机是采用油泵驱动,其配置是电机驱动液压泵的形式,通常一般为定量泵、变量泵或者定变量泵组合,传统挤压机液压泵的驱动一般采用普通电机。
全定量泵的系统中,通常采用高压节流的方式,即油泵驱动电机的转速与其提供的流量都是恒定的,多余的液压油再通过溢流阀回流。
这种方式不但造成能量损失,在液压系统长期的高速循环流动下,与液压、机械等原件剧烈磨擦,容易使设备噪声过大、油温过高、机械寿命缩短。
全变量泵的液压系统中,液压系统的流量是通过控制变量泵的输出控制。
MOOG伺服阀D662-4602KMOOG伺服阀D662-4602Kb 代理0595-******** FAX 0595-********D35系列D633-7系列1.企业介绍MOOG伺服阀是MOOG公司研发的电液伺服控制中的关键元件知名品牌,它是⼀种接受模拟电信号后,相应输出调制的流量和压⼒的液压控制阀。
电液伺服阀具有动态响应快、控制精度⾼、使⽤寿命长等优点,已⼴泛应⽤于航空、航天、舰船、冶⾦、化⼯等领域的电液伺服控制系统中。
2. MOOG伺服阀原理典型的MOOG伺服阀由永磁⼒矩马达、喷嘴、档板、阀芯、阀套和控制腔组成。
当输⼊线圈通⼊电流伺服阀时,档板向右移动,使右边喷嘴的节流作⽤加强,流量减少,右侧背压上升;同时使左边喷嘴节流作⽤减⼩,流量增加,左侧背压下降。
阀芯两端的作⽤⼒失去平衡, 阀芯遂向左移动。
⾼压油从S流向C2,送到负载。
负载回油通过 C1流过回油⼝,进⼊油箱。
阀芯的位移量与⼒矩马达的输⼊电流成正⽐,作⽤在阀芯上的液压⼒与弹簧⼒相平衡,因此在平衡状态下⼒矩马达的差动电流与阀芯的位移成正⽐。
如果输⼊的电流反向,则流量也反向。
表中是伺服阀的分类。
D633系列d633_d634系列3.应⽤领域液压伺服系统:(1). 采⽤DVP (digital velocity & pressure)卡和MOOG D660系列伺服阀可以实现精确、重复性⾼的注塑射胶过程。
DVP 卡有以下功能:闭环射胶速度控制(带压⼒限制保护);由速度模式可切换到压⼒模式;保压闭环控制;射胶过程中的背压闭环控制;此控制算法内置,并提供GOUI 软件,闭环的控制参数(P、I增益等)可从个⼈电脑中下载到DVP 卡ROM 中并存储,也可以直接从DVP 卡中上载数据。
D660系列伺服阀先导级采⽤了伺服射流管,降低了能耗,提⾼了阀的坚固性。
由于伺服射流管先导级具有很⾼的⽆阻尼⾃然频率(500HZ),因此此种阀的动态响应较⾼,并被⼴泛应⽤于塑料机械、压铸机、重⼯业等,并在实践中体现出卓越的性能。
全电动注塑机与传统液压注塑机性能对比项目机器类别传统变量泵液压注塑机全电动注塑机能耗使用液压油,能耗损失高达36%到68%采用伺服电机及伺服驱动,可有效节能,节能效率一般在50%至70%(视产品而定)清洁及噪音存在液压泵、泄压声等大噪音;会产生漏油等问题,车间环境恶劣,对产品清洁度要求的产品,生产效率非常低全部采用伺服马达,完全没有液压泵带来的噪声,同比分贝降低10-15dB;且无漏油问题,车间非常清洁,便于维护响应液压技术比较成熟,响应时间较短采用伺服电机和伺服驱动,响应时间更快,效率及控制范围更高更广,尤其适合短行程注射精度及重复定位性电子尺控制精度,精度不高,可控一般在0.3mm以上,高速精密机可达0.2mm伺服电机,全闭环控制,高精度编码器,可控在0.02mm,适合生产高精度产品,重复定位精度高成形效率注射速度相对较低,一般液压机射速在100mm/s左右,部分改装高速机可达150到200mm/s注射速度很快,一般在300mm/s以上,成形效率很高前期投入价格低廉价格相对较高,同机型进口全电动注塑机约为液压注塑机的4倍到5倍左右,国产全电动价格各有变化,视各厂商而定后期维护维护较简单,众多服务人员均可维护,但市场较乱,配件费及维护费没有定则维护相对较难,需要特定的控制系统和大功率伺服电机和伺服驱动的供应商来协助全电动式注塑机的特点所谓电动式注塑机是指使用交流伺服电动机,配以滚珠丝杠、齿形带以及齿轮等元器件来驱动各个机构的注塑机,其最根本的特点是所有驱动模块全为电动式,而非传统的液压式。
也就是说,在整套设备中没有液压系统,也没有任何液压元部件。
电动式注塑机的应用相当广泛,从一般民用和工业用品如汽机车零件、化妆品用容器、家庭用容器、精密齿轮等。
电动式注塑机于1982年首先由德国Battenfeld公司发布;1983年由日精树脂(Nissei)公司率先商品化,当时的产品型号为MM5;在1984年日本塑料工业展览会上,法那克公司、东洋机械金属公司和新泻铁工所分别展出了AUTOSHOT系列、TU系列和MD系列的电动式注塑机。
机械专业中英文文献翻译外文翻译专业学生姓名班级学号指导教师外文资料名称:An Electric-power-savingHydraulic Fatigue-testingMachine 外文资料出处:Experimental Mechanics,2007,Volume 17, Number 1 ,Pages37-40附件: 1.外文资料翻译译文2.外文原文一种节能的液压疲劳试验机太田和佐佐木仓东路译摘要:液压疲劳试验机结合了机械液压波轮和闭环控制系统已经完成了实验。
对于电力和本机用水量约是伺服控制电液机的三分之一。
这种控制系统的稳定性在0.5%的范围之内。
实验结果鉴证了疲劳试验载荷下良好的稳定性。
简介:现在已经建成了具有三个环节的机械液压机。
它的稳定性在0.5个百分点范围内,电力消耗大约只有电动液压机的三分之一。
前言:液压和谐振式疲劳试验机用于高负荷疲劳试验中,谐振式疲劳试验机用少量的电力就可以运行,但它不能在一个高阻尼条件下,或长冲程和高负荷疲劳试验中运行,而液压机可以在这些条件下运行。
因此,液压疲劳试验机用于高负荷长冲程疲劳试验。
这种类型的机器通常分为两类:一类是伺服控制电动液压机,另一种是机械液压波轮。
伺服控制液压疲劳试验机具有闭环连续体系,并不断纠正了这个不同于负荷或伸长的命令信号。
因此,伺服控制电液压机可运行在一个负载或在有限频率的条件下,来延长任意波形。
也就是说,它不仅能产生正弦波形,也可以按照一个指令信号发生器产生任意波形。
然而,这种类型的机器需要大量的电力和水去冷却油液,所以它无论是在建设还是在营运上成本都很高。
如果实验室不具备足够大的电力供应系统,这种机器不能装备。
另一方面,波轮液压机确实比伺服控制的电液冷却机节约电力和用水。
不过,这台机器有一个开环控制系统。
也就是说,只要在开始对负荷幅值进行设置,这个值将不会自动改变。
此外,负载平均值保持在百分之五负载范围内,只能有一到两个油压开关,都是通过机械式波轮设备,带动气瓶阀开关的旋转的。
伺服液压机
又称做为:伺服压装机,伺服数控液压机,伺服液压机,伺服压
装机,伺服压铆机,伺服压接机,伺服压合机,伺服铜套压装机,
伺服铜套压合机
一、伺服液压机产品说明:
1.该设备采用单柱式结构,伺服马达驱动滚珠丝杆,触摸屏显示;
2.该设备有以下功能:
①位置设定功能:1>上压头位置显示;2>压装可调行
程:0-200mm,可控数字显示实际压装行程,重复精度:±0.01mm;
触摸屏显示精度:0.001mm;
②压力设定功能:1>显示压头压装压力;2>设定压头压力上限,压
装压力大于上限压力时,上压头立即回程并报警;3>设定压头压
力下限,压装压力小于下限压力时,上压头立即回程并报警;4>压
力显示:0-10000KG(或0-100000N均可),压力控制精度:
在200-10000KG范围内为1‰, 500KG以下为5%,或更大;
3.电控装置:
①电器控制柜有供检查和维修用的照明灯,主要电器元件均采用
国际或国内知名品牌;
②控制系统分手动、半自动单循环,2种操作方式;
③PLC采用日本三菱品牌,触摸屏为MCGS品牌,滚珠丝杆为台
湾上银品牌,伺服马达和控制器为日本安川品牌,光电保护器为
深圳同创品牌;
二、4. 伺服液压机技术参数:
4.1设备精确可控压力:500-10000KG,
4.2压头运动时相对于下工作面的垂直精度: ≤0.02mm/100mm
4.3压装可调行程:0-200mm,可控,重复精度:±0.01mm
4.4压装压力显示:0-10000KG可调
4.5压装压力显示数值与实际压力误差: 1‰(在500-10000KG
范围内)
5.下压速度:快速160mm/s,探测速度:0.1-10mm/s, 压装速度:
0.1-5mm/s
6.三种压装模式选择:•恒定压装速度,设定精确位置停止‚恒定
压装速度,设定精确压力停止ƒ恒定压装速度,设定精确位移停
止。
三、7.伺服液压机具有以下功能:
A 在线压装质量判定:压装力与位移全过程曲线图可以显示在液
晶 显示触摸屏上;全过程控制可以在作业进行中的任意阶段自
动判定产品是否合格,100%实时去除不良品,从而实现在线质
量管理;
B 压装力、压入深度、压装速度、保压时间等全部可以在操作面
板上进行数值输入,界面友好,操作简单;
C 可自行定制、存贮、调用压装程序100套:三种压装模式可
供选择,满足您不同的工艺需求;
D 通过外部端口连接计算机,可以将压装数据存贮在计算机中,
保证产品加工数据的可追溯性,便于生产质量控制管理;
E 由于机器本身就具有精确的压力和位移控制功能,所以不需
要另外在工装上加硬限位,加工不同规格产品时只需调用不同压
装程序,因此可以轻松地实现一机多用和柔性组线
8.设备外形约:650*750*1780mm(长*宽*高)
9设备净重约:450KG
四、伺服液压机特点:
1;冲程五段速精密压装;
2;在线压装质量判定;
3;压装曲线显示;
4;七种压装模式供选择;
5;100套压装程序可设定;
6;压装数据传送和存贮
7;冲程五段速:快进、探测、压装、保压、返回
五、七种压装模式可在程序设定时选择:
1;恒定压装速度,设定精确位置停止
2; 恒定压装速度,设定精确压力停止
3;恒定压装速度,设定精确位移停止
4;恒定压装速度,I/O触发停止
5;压力/位移,两段式模式
6;压力/压力,两段式模式
7;压力/位置,两段式模式