梯形螺纹与宏程序加工详解
- 格式:pdf
- 大小:118.36 KB
- 文档页数:2
= .6 0 3 6X - . 3 7 0 5 6X . O 5
= . 9m 2 2 4 m。
大 ,因此 ,在进刀方 向的刀 具后角 B要 比螺纹升 角大 3 。~5 。,同时为 了便于顺利的切削和 排屑,刀具 0 0 刀头宽度要根据螺纹牙槽底宽度来确定。
三 、合理利用 宏程序 编程
。
所 以选 用 的刀 具在 车 削加 工 中应 有 以下要 求 : 1 .刀 具 材 料选 用 硬 质 合 金 刀 具 ,硬 质 合 金在 高温
时 ,冲击 强 度 比较 高 ,因而 不 易崩 刀 。
2 由于 梯形螺 纹 自身的结 构特点 ,在高速 切 削 .
时 , 刀 具 由左 右 两 刃 同 时 进 行 ,切 削 力 加 大 ,会 产 生 振 动 , 并 且 前 刀 面 是 平 行 的 , 切 屑 的 形 状 呈 带 状 流
、
梯形 螺纹代 号及 尺寸计算
( 梯形螺纹代号 一)
我 国 的标 准 规 定 3 0 0 的梯 形 螺 纹 代 号用 “ r T ”来 表
出,操 作的安全性得不到保证 ,因此 ,在车削梯形螺
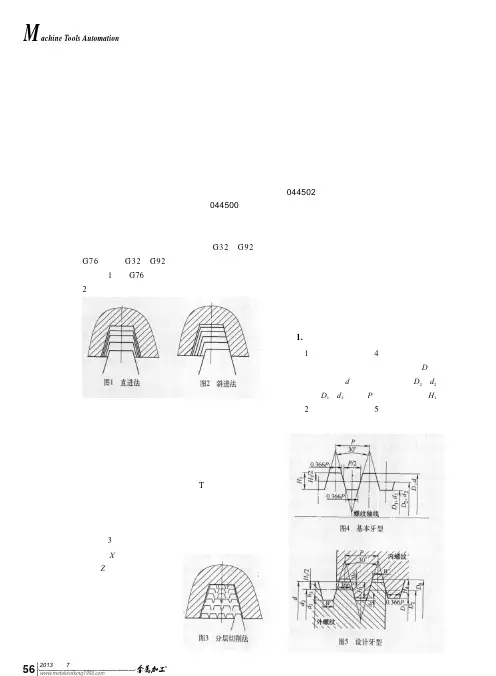
纹粗 车 时应 避免 直进 刀 ,采 用左 右 进刀 的 方式 加工 。
示 ,标 注 格 式 为 :公 称 直 径 X 导 程 ( 螺 距 )旋 向一 P 公差 代 号一 旋 合 长度 代 号 , 右 旋 螺 纹 不 注 旋 向 ,左 旋 注 “ H 。T 4 - e 示 公 称 直 径 为4 m ,螺 距 是 L” r 0 77表 X 0m 7 m 中经 和顶 径 的 公 差代 号 为 7 ,右 旋 ,中 等旋 合 长 m, e
用4 钢 。 5
一
一
螺纹大经d 4—4 螺纹小径d:0 2.9 :0 0.5 32 3 3 36 5 螺纹中经d 2 7i 牙型角a 0 : ̄3  ̄ 5臻 :3。±1’ 0
二 、刀具 的正 确选择
在 数 控 车 床 加 工 中 ,选 择 什 么 样 的 刀 具 、如 何 用 好 刀 具 也 是 影 响 梯 形 螺 纹 加 工 质 量 好 坏 的主 要 因素 之
可得:
5 .梯 形螺 纹车刀 的实 际工作角度 还受螺 纹升 角
的 影 响 。一 般 情 况 下 ,梯 形 螺 纹 的 螺 纹 升 角 都 比 较
螺纹 中经 d 3r ;螺纹 小 径d=2 m 2 7m = a 33m 牙顶 间 隙a :螺 距P 6 1 时 ,a均 取 0 5m c =~ 2 C .m : 螺纹 牙 高h:h= .P a = . ×70 5 4m i0 5+ c 05 +. =m ; 螺纹 牙顶 宽 f = .6 P 03 6 2 5 2m :f 0 36 = .6 7 . 6m ; x = 螺纹 牙槽 底 宽w = . 6P 0 5 6 c :w 0 3 6一 . 3a
一
差值 :
定难 度 的 实 习 课 题 。梯 形 螺 纹 也 是 螺 纹 的一 种 ,牙
型为等腰梯形,标准梯形螺纹的牙型角为3 0 0 ,内螺纹 和外 螺纹在配 合时 以螺旋面贴紧 ,牙根强度 比较高 ,
对 中性 也 好 , 传 动 功 率 大 ,传 动 平 稳 ,梯 形 螺 纹 是 最 常用 的传 动 螺纹 。 通 过 几 年 在 数 控 车 床 实 习教 学 中不 断 的 探 索 和 总 结 ,对 于梯 形 螺 纹 的 车 削 也 有 了一 定 的认 知 ,下 面 以 加 工 梯 形 螺 纹T 4 7 为 例 , 介绍 如 何 在F N C 0 r0 7 e X - A U i M d D a e T 系统 的 数控 车 床上 车 削 梯形 螺 纹 ,工 件材 料 选
( 尺寸计算 二)
根 据 零 件 图 卜 l 螺 纹 标 注 尺 寸 可 知 : 螺 纹 公 称 中
ห้องสมุดไป่ตู้
心 ,不 能偏 高或偏低 ,否则会造成牙型角加工误差增
大 ,甚 至 还会 发 生 “ 刀 ”现 象 。 扎
直径d 4 m ,螺 距为7 m =0 m m ,通过查参考文献 [] 1 附表2
梯形螺纹与宏程序加工详解
郭 红 星
( 苏省 盐 城 市射 阳县 明 达职 业技 术 学 院 , 苏 盐城 2 4 4 江 江 2 3 3)
摘 要 : 形 螺 纹在数 控 车床 上 加 工 ,除 了对操 作 要 求 严格 以外 ,还要 有 一 个合 理 准确 的 数控 加 工程 序 来保 证 梯 加 工过 程有 序 而顺利 的 完成。文 章通过 对 T 4 7的梯形 螺纹进 行数 控 车 削 ,采 用左 右进 刀、分层 切 削的加 工 r0 X 方式 ,有 效的避 免 了梯 形 螺纹在切 削过程 中出现 的 “ 崩刀” 象 , 同时利 用宏程序 简化 编程 。 现 关 键词 : 形螺 纹 ; 梯 宏程序 ; 控 车 削 ; 数 数控 车床 螺纹加 工 中图分 类号 : G5 9 T 1 文献标 识码 : A 文章 编号 : 0 9 2 7 2 1 ) 2 0 5 — 2 1 0 — 3 4( 0 1 — 0 5 0 1 在 数控 车 床 的生 产实 习 中 ,梯 形螺 纹 的加 工是 具有
( 一)与传统 的编程 方法相 比, 宏程序编程的优点 1 .简化编程,缩短编程时间,提高编程效率。本
2 1 . 中阖 新箍 企业 5 0 0 O 14 高 术 5
度 ( 不必 注 出 )的单 线梯 形 螺纹 。
3 .刀具几何尺寸 的确定要便于梯形螺纹 的粗 、精
加 工 。 由于采 用 左 右 进 刀 的 切 削 方 式 ,并 且 刀 头 宽 度
要小于牙槽底宽度,根据牙槽底 的宽度2 2 4 m . 9 m ,刀头
宽度 选 择 2 m m ,螺 纹 牙 型 高 度 又 为4 m 因此 要 留有 一 m, 定 的精 加 工 余量 ,来 保 证进 刀深 度 。 4 .安装 螺纹 车 刀 时 , 刀具 的刀 位 点应 对 准 工 件 中
= . 9m 2 2 4 m。
大 ,因此 ,在进刀方 向的刀 具后角 B要 比螺纹升 角大 3 。~5 。,同时为 了便于顺利的切削和 排屑,刀具 0 0 刀头宽度要根据螺纹牙槽底宽度来确定。
三 、合理利用 宏程序 编程
。
所 以选 用 的刀 具在 车 削加 工 中应 有 以下要 求 : 1 .刀 具 材 料选 用 硬 质 合 金 刀 具 ,硬 质 合 金在 高温
时 ,冲击 强 度 比较 高 ,因而 不 易崩 刀 。
2 由于 梯形螺 纹 自身的结 构特点 ,在高速 切 削 .
时 , 刀 具 由左 右 两 刃 同 时 进 行 ,切 削 力 加 大 ,会 产 生 振 动 , 并 且 前 刀 面 是 平 行 的 , 切 屑 的 形 状 呈 带 状 流
、
梯形 螺纹代 号及 尺寸计算
( 梯形螺纹代号 一)
我 国 的标 准 规 定 3 0 0 的梯 形 螺 纹 代 号用 “ r T ”来 表
出,操 作的安全性得不到保证 ,因此 ,在车削梯形螺
纹粗 车 时应 避免 直进 刀 ,采 用左 右 进刀 的 方式 加工 。
示 ,标 注 格 式 为 :公 称 直 径 X 导 程 ( 螺 距 )旋 向一 P 公差 代 号一 旋 合 长度 代 号 , 右 旋 螺 纹 不 注 旋 向 ,左 旋 注 “ H 。T 4 - e 示 公 称 直 径 为4 m ,螺 距 是 L” r 0 77表 X 0m 7 m 中经 和顶 径 的 公 差代 号 为 7 ,右 旋 ,中 等旋 合 长 m, e
用4 钢 。 5
一
一
螺纹大经d 4—4 螺纹小径d:0 2.9 :0 0.5 32 3 3 36 5 螺纹中经d 2 7i 牙型角a 0 : ̄3  ̄ 5臻 :3。±1’ 0
二 、刀具 的正 确选择
在 数 控 车 床 加 工 中 ,选 择 什 么 样 的 刀 具 、如 何 用 好 刀 具 也 是 影 响 梯 形 螺 纹 加 工 质 量 好 坏 的主 要 因素 之
可得:
5 .梯 形螺 纹车刀 的实 际工作角度 还受螺 纹升 角
的 影 响 。一 般 情 况 下 ,梯 形 螺 纹 的 螺 纹 升 角 都 比 较
螺纹 中经 d 3r ;螺纹 小 径d=2 m 2 7m = a 33m 牙顶 间 隙a :螺 距P 6 1 时 ,a均 取 0 5m c =~ 2 C .m : 螺纹 牙 高h:h= .P a = . ×70 5 4m i0 5+ c 05 +. =m ; 螺纹 牙顶 宽 f = .6 P 03 6 2 5 2m :f 0 36 = .6 7 . 6m ; x = 螺纹 牙槽 底 宽w = . 6P 0 5 6 c :w 0 3 6一 . 3a
一
差值 :
定难 度 的 实 习 课 题 。梯 形 螺 纹 也 是 螺 纹 的一 种 ,牙
型为等腰梯形,标准梯形螺纹的牙型角为3 0 0 ,内螺纹 和外 螺纹在配 合时 以螺旋面贴紧 ,牙根强度 比较高 ,
对 中性 也 好 , 传 动 功 率 大 ,传 动 平 稳 ,梯 形 螺 纹 是 最 常用 的传 动 螺纹 。 通 过 几 年 在 数 控 车 床 实 习教 学 中不 断 的 探 索 和 总 结 ,对 于梯 形 螺 纹 的 车 削 也 有 了一 定 的认 知 ,下 面 以 加 工 梯 形 螺 纹T 4 7 为 例 , 介绍 如 何 在F N C 0 r0 7 e X - A U i M d D a e T 系统 的 数控 车 床上 车 削 梯形 螺 纹 ,工 件材 料 选
( 尺寸计算 二)
根 据 零 件 图 卜 l 螺 纹 标 注 尺 寸 可 知 : 螺 纹 公 称 中
ห้องสมุดไป่ตู้
心 ,不 能偏 高或偏低 ,否则会造成牙型角加工误差增
大 ,甚 至 还会 发 生 “ 刀 ”现 象 。 扎
直径d 4 m ,螺 距为7 m =0 m m ,通过查参考文献 [] 1 附表2
梯形螺纹与宏程序加工详解
郭 红 星
( 苏省 盐 城 市射 阳县 明 达职 业技 术 学 院 , 苏 盐城 2 4 4 江 江 2 3 3)
摘 要 : 形 螺 纹在数 控 车床 上 加 工 ,除 了对操 作 要 求 严格 以外 ,还要 有 一 个合 理 准确 的 数控 加 工程 序 来保 证 梯 加 工过 程有 序 而顺利 的 完成。文 章通过 对 T 4 7的梯形 螺纹进 行数 控 车 削 ,采 用左 右进 刀、分层 切 削的加 工 r0 X 方式 ,有 效的避 免 了梯 形 螺纹在切 削过程 中出现 的 “ 崩刀” 象 , 同时利 用宏程序 简化 编程 。 现 关 键词 : 形螺 纹 ; 梯 宏程序 ; 控 车 削 ; 数 数控 车床 螺纹加 工 中图分 类号 : G5 9 T 1 文献标 识码 : A 文章 编号 : 0 9 2 7 2 1 ) 2 0 5 — 2 1 0 — 3 4( 0 1 — 0 5 0 1 在 数控 车 床 的生 产实 习 中 ,梯 形螺 纹 的加 工是 具有
( 一)与传统 的编程 方法相 比, 宏程序编程的优点 1 .简化编程,缩短编程时间,提高编程效率。本
2 1 . 中阖 新箍 企业 5 0 0 O 14 高 术 5
度 ( 不必 注 出 )的单 线梯 形 螺纹 。
3 .刀具几何尺寸 的确定要便于梯形螺纹 的粗 、精
加 工 。 由于采 用 左 右 进 刀 的 切 削 方 式 ,并 且 刀 头 宽 度
要小于牙槽底宽度,根据牙槽底 的宽度2 2 4 m . 9 m ,刀头
宽度 选 择 2 m m ,螺 纹 牙 型 高 度 又 为4 m 因此 要 留有 一 m, 定 的精 加 工 余量 ,来 保 证进 刀深 度 。 4 .安装 螺纹 车 刀 时 , 刀具 的刀 位 点应 对 准 工 件 中