IATF16949特殊特性管理程序
- 格式:doc
- 大小:61.50 KB
- 文档页数:6
1 目的
规定了公司汽车产品和过程的特殊特性识别的原则、内容、要求、职责及表示方法。
2 适用范围
适用于公司所有汽车产品的产品特殊特性和过程特殊特性的管理。
3 术语
特殊特性: 可能影响产品的安全性或法规符合性、可装配性、功能、性能、要求或产品的
后续处理的产品特性或制造过程参数。
产品特性:在图纸或其他的工程技术资料中所描述的零部件或总成的特点与性能,如尺寸、
材质、外观、性能、强度、寿命等特性。
过程特性:被识别与产品特性具有因果关系的过程变量,也称为过程(工艺)参数。过程特
性仅能在它发生时才能测量出,对于每一个产品特性,可能有一个或者多个过程特性。在某
些过程中,一个过程特性可能影响到多个产品特性。常见的过程的特殊特性如:温度、压力、
时间、电流、电压、速率等。
4 职责
技术部是特殊特性归口管理部门,负责组织对产品特殊特性的识别和确定,并负责对产品
特殊特性在各类文件中的标识(产品图纸、控制计划、FMEA、过程流程图、工艺规程、作业
指导书、检验指导书等)。
APQP小组负责在工艺过程设计、控制计划中对产品及过程的特殊特性通过技术文件加以明
确,并在过程FMEA中对特殊特性进行重点分析。
各有关部门负责对产品特殊特性直接相关的特殊工序、特殊特性参数进行控制。
质量部负责对产品在开发、试生产及生产全过程的特殊特性的检测、监控。
5 工作程序
初始特殊特性的识别
在APQP第一阶段,技术部根据顾客提供的图纸或其他工程技术资料确定顾客对产品特
殊特性的要求(如适用,可以使用质量功能展开QFD和特性矩阵图),或根据公司以往类似
产品的经验识别产品和过程的初始特殊特性,建立初始《特殊特性清单》。
若该质量特性的数值发生变化后将会显著影响产品的安全特性或政府法规的符合性,则确
定该质量特性为安全特性或者法规特性。
若该质量特性的数值发生变化后将会显著影响顾客对产品的满意程度(非安全或法规方
面),例如配合、功能、安装或外观,则确定该质量特性为重要特性。
特殊特性包括顾客指定的特殊特性和公司内部识别的特殊特性。一般包括:
a) 法律、法规要求
b) 性能、结构的使用要求
c) 可靠性、使用寿命及互换性要求
d) 材料性能及处理规定
e) 尺寸、配合、形状和位置公差及表面粗糙度等要求
f) 外形、外观要求(外观件)
g) 重要制造过程参数
特殊特性的最终确定
在APQP第二阶段,由项目小组确定最终的产品特殊特性后,根据质量功能展开QFD将
最终产品的产品特殊特性展开至原材料、外协件或零部件,以及过程工艺中的特殊特性,建
立最终的《特殊特性清单》,并在产品图纸、控制计划、PFMEA、过程流程图、工艺文件中加
以规定和标注符号。
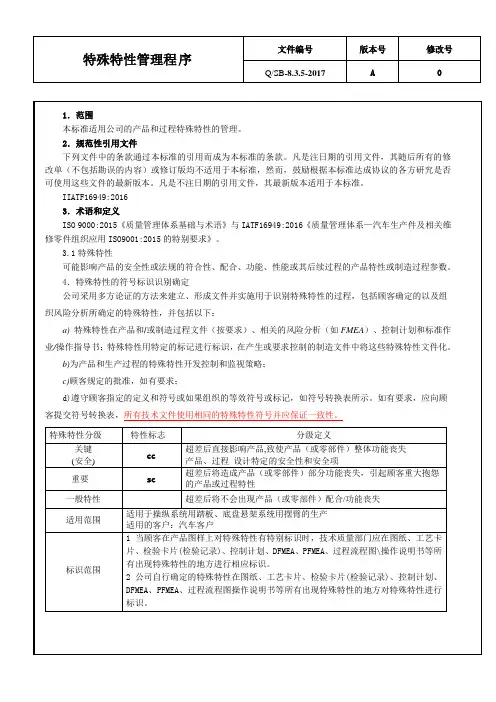
特殊特性的符号标注
顾客对特殊特性符号有专门要求的,应遵守顾客规定的定义和符号;或转换为公司的等效符
号或标记,通过《特殊特性符号一览表》进行对照表示。如顾客有要求,应向顾客提交《特
殊特性符号一览表》。顾客没有要求时,按公司的要求标识。《特殊特性符号一览表》见附件
一。
特殊特性的符号
产品特殊特性和过程特殊特性,安全性相关特性采用符号“★”表示,安全性不相关但
属于关键(A)/重要(B)的采用符号“☆”表示。书写时,符号应标注在所规定的特殊特
性前面。
应在下列文件中明确并记录特殊特性
产品图纸、DFMEA、PFMEA、控制计划、过程流程图、工艺/检验卡片、外协件检验规范等,
并保持所有文件的特殊特性符号的一致性。
特殊特性在APQP过程的监测和控制
在样件(工艺样件试制)过程,应按照 “样件-控制计划”对特殊特性相关的工序进行重
点监测、控制,并根据监测分析结果对过程设计进行确定或修订、改进。
在试生产(小批量生产)过程,应按照试生产工艺文件和“试生产-控制计划”对特殊特性
相关的工序进行重点监测、控制,并根据监测分析结果对过程设计进行确定或再修订、改进。
在提交生产件批准(PPAP)前,多功能小组对全部设计文件进行整理、审核、修订,并对
各类工艺文件中的特殊特性标识进行核对及确认。
对于关键的特殊特性(产品或过程)检测设备,精度要与测试范围相适应,并应优先进行
测量系统分析研究。
特殊特性应进行初始过程能力分析,一般地,要求工序稳定并且Ppk>;当过程能力不足时,
应对特殊特性进行100%遏制检验。
在与特殊特性相关的设备、工装模具的设计、制造、采购及验收时,必要时应确定规定的设
备能力指数Cmk。
特殊特性在生产过程中的监测和控制
在下达生产计划、生产任务单时,必须在生产计划和生产任务单以及各种通知单上标注相
应的特殊特性符号。
在生产过程中,对在制品的检验和流转,检验员应在检验记录及《工序流转卡》上标注特
殊特性符号。
对影响和决定产品特殊特性的工艺过程进行重点监测、控制。
对过程特殊特性相关工序(特殊工序)的监测、控制以过程实时监控为主;对外包加工的
产品,应在“外包加工质量保证协议”中明确对产品或过程特殊特性的要求,并视情况要求
外包方提供特殊工序的监控原始记录,并对外包结束返厂的产品进行重点检测。
与特殊特性相关的作业人员必须进行资格认定后才能上岗作业。
特殊特性在产品最终检验和试验中的监测和控制
在产品最终检验和试验中,检验员应在检测报告中相应项目栏标注特殊特性符号,对产品
特殊特性进行重点检测。
产品入库前对各种记录进行核查时,除核查任务编号(或批次号)、炉批号等可追溯性标识
外,还应查核产品特殊特性标识是否齐全。
与产品安全性相关的特殊特性的相关记录保存时间为产品的有效期限+1年。
6 相关文件
产品安全性控制程序
APQP产品先期质量策划控制程序
标识和可追溯性控制程序
记录控制程序
7 记录表单
名称 编号 保存部门 保存期限
特殊特性清单
特殊特性符号一览表
8 版本历史
版本号 编制/修改责任人 编制/修改日期 变化描述 批准人
发行对象:
总经理、副总经理、人力资源部、技术部、质量部、销售部、采购部、生产部、物流部
编制 审核 批准
日期 日期 日期
附件一:特殊特性管理流程
流程 权责 主要活动描述
支持文件/
相关记录
项目开发小
组
在新产品设计开发时,据法规、顾客要求、设计经验、小组经验等来识别特殊特性 特殊特性
清单(初
始)
总工程师
由总工程师对特殊特性进行批准。(必要时交顾客确认) 特殊特性
清单
技术部
对识别的特殊特性进行标识。参见
《特殊特性符号一览表》。
若顾客指定特殊特性符号要求,直
接引用。
特殊特性
的符号一
览表
技术部 在内部的工艺文件中,如:控制计划,作业指导书、FMEA、图纸等均予以标识 控制计划 作业指导
书
人力资源部 对新进/在职人员进行相应的培训。 培训记录
质量部 对特殊特性按照控制计划中规定方法和频次进行监控,包括过程能力分析,MSA分析,过程控制/检验。
技术部 根据顾客抱怨,FMEA的更新,重大质量问题改进等及时予以改进。
附件二:特殊特性符号一览表
识别&确定
批准
标识
控制
持续改进
Y
N
客户名称 XX XXX DPCA 菲亚特 东风乘用车 上汽五菱
安全 S 或 D S
法规 R R
关键 A 或 C C
重要 B 或 F M ●
一般 C F 无 无 无