机翼壁板连接形式研究
- 格式:pdf
- 大小:8.63 MB
- 文档页数:7

战斗机机翼结构设计研究第一章引言随着现代军事技术的快速发展,战斗机作为空中作战的主力装备,扮演着至关重要的角色。
机翼作为战斗机的重要部件之一,在飞行过程中承受着巨大的空气动力学和结构力学负荷,因此其设计显得尤为关键。
本论文将对战斗机机翼结构设计进行深入研究,旨在提高战斗机的飞行性能和作战能力。
第二章战斗机机翼结构概述2.1 战斗机机翼的基本构造战斗机机翼由翼根、翼尖、翼面、翼肋、翼缘等组成。
其中,翼根是连接机翼和机身的部分,起到传递飞行动力和支持机翼的作用;翼尖则是机翼的末端,对于机翼的气动特性有着重要影响;翼面是机翼的上表面和下表面,负责产生升力和控制飞机的姿态;翼肋是连接翼面和翼梁的构件,提供机翼的刚性和强度;翼缘则是机翼的前后缘,对气动性能和流场特性有着重要影响。
2.2 战斗机机翼结构的分类根据机翼的结构形式,可以将战斗机机翼分为直臂式、悬臂式和折叠式三种类型。
直臂式机翼结构简单,适用于低速战斗机;悬臂式机翼结构较为复杂,适用于高速战斗机;折叠式机翼则是为了适应航母甲板上的船位限制而设计的。
第三章战斗机机翼结构设计的关键技术3.1 材料选用与设计准则战斗机机翼的设计必须满足高强度、轻量化、刚性稳定等要求。
在材料选用上,常用的材料有铝合金、复合材料和钛合金等。
不同的材料具有不同的特性和优势,设计师需要根据机型和飞行任务的要求进行选择。
3.2 气动外形设计战斗机机翼的气动外形设计直接关系到其升阻特性和操纵性能。
合理的气动外形设计可以降低气动阻力,提高升力系数和飞行稳定性。
在设计过程中,需考虑机翼的平面形状、翼型、后缘形状等因素。
3.3 结构强度与刚度分析战斗机机翼在飞行过程中承受着来自气动载荷和惯性载荷的双重挑战。
因此,机翼的结构强度和刚度分析显得十分重要。
在设计过程中,需要考虑结构的强度、刚度和稳定性,以及疲劳寿命和寿命极限等因素。
第四章战斗机机翼结构设计的改进方法与优化策略4.1 结构减重优化战斗机机翼的减重是提高机翼性能的重要途径之一。

飞机连接方式
航空飞行器整机及相关部件采用的连接方式:铆接、焊接、胶接、螺
接。
一、铆接(rivet connection ):参加铆接装配的零组件,按选定的方
法定好位后,都要在铆缝放上个一定数量的铆钉或隔一定距
离,用铆钉或穿心夹连接,即固定。目的在于使参加装配的
零组件在铆接过程中始终符合定位要求,防止相互串位及因
串位可能引起的变形。
二、胶接(cementing ):用胶黏剂把两个被粘物黏接在一起。
三、 焊接(soldering):焊接是通过加热或加压,或两者并用,使两工
件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于
金属,也可用于非金属
飞机的隔框:
看了国外的飞机自动钻铆技术,才知道什么是差距!飞机壁板的连接质量对飞机的气动外形及其疲劳寿命有至关重要的影响,铆接作为一种传统的机械连接技术,由于其连接可靠、质量轻、成本低等特点被广泛用于航空航天领域,因此铆接质量对飞机的安全性能有重要的影响。
采用自动钻铆技术实现飞机壁板的制孔和铆接是提高飞机装配质量与效率的有效途径。
资料显示,手工钻铆效率平均为15s/ 钉,自动钻铆效率最快能达到3s/ 钉,效率提高5 倍;手工铆接镦头高度公差为±0.5mm,自动钻铆所形成镦头高度公差能达到±0.05mm,精度提高10倍。
自动钻铆设备按结构形式可分为龙门式自动钻铆系统、C 型架式自动钻铆系统以及机器人自动钻铆系统。
前两种设备刚性好,精度高,提供的铆接力大,可用于开敞性好的大型结构件的自动钻铆;机器人自动钻铆系统成本低,运动灵活,空间利用率高,可达性高,适用于开敞性差的壁板的自动钻铆装配。
自动钻铆设备按铆接驱动方式又可分为气动锤铆、伺服压铆和电磁铆接。
气动锤铆结构简单,体积小,铆接力小,易于集成,与工业机器人构成机器人自动钻铆系统已成为发展趋势。
伺服压铆采用伺服电机驱动,行星滚珠丝杠传动,可实现高精度、大负载的伺服压铆,较传统的气动铆接具备更高的控制精度与柔性化的速度调节能力,能够按照设定的位移曲线或力曲线进行加载,目前已成功取代液压铆接广泛运用在飞机装配中。
电磁铆接是在电磁成形工艺的基础上发展起来的一种新型铆接工艺,能够实现钛合金和复合材料的连接,以及大直径和难成形材料铆钉成形。
国外自动钻铆技术研究应用现状自动钻铆技术起源于20 世纪50 年代,经过几十年的发展,已成为能够自动完成定位、制孔、送钉、铆接及检测功能的先进制造技术。
国外自动钻铆设备主要供应商以美国捷姆科(GEMCOR)、EI (Electroimpact)、德国宝捷(BROETJE)、意大利B&C (BISUACH & CARRU)为代表,各公司的典型产品型号及其应用情况如表1 所示。
机翼的研究报告范文一、引言机翼是飞机重要的组成部分,它主要起到提供升力的作用,使得飞机能够在空中飞行。
随着航空工业的不断发展,对机翼的研究也越来越深入。
本报告将重点介绍机翼的结构和设计原理,并探讨目前机翼研究的新技术和发展趋势。
二、机翼的结构机翼通常由机翼框架、翼面和翼梁等组成。
机翼框架是机翼的骨架,它由前缘、后缘、翼根和翼尖等部分组成。
翼面是机翼的外包覆结构,它可以分为上翼面和下翼面,通常由金属、复合材料或者薄膜构成。
翼梁是机翼内部的支撑结构,它起到承载飞机重量和传递飞机力矩的作用。
三、机翼的设计原理1.升力的产生原理机翼的主要功能是产生升力,使得飞机能够在空中飞行。
升力的产生是由机翼上下表面的气流流动形成的。
当气流在机翼上表面经过较长的距离时,由于流速较快,气压较低,而在下表面经过较短的距离时,流速较慢,气压较高。
这种气流速度和压力的差异导致了升力的产生。
2.翼型的选择翼型的选择对机翼的升力产生和飞行性能有着重要影响。
常见的翼型有对称翼型、半对称翼型和非对称翼型等。
不同的翼型在不同的飞行状态下有不同的升力和阻力特性。
因此,在设计机翼时需要根据具体的应用要求和飞行性能指标选择合适的翼型。
四、机翼研究的新技术和发展趋势1.激光切割技术的应用激光切割技术是一种高精度、高效率的切割工艺。
在机翼制造中,激光切割可以用于切割机翼翼面和翼梁等零件,提高加工精度和生产效率,同时降低工艺成本。
2.碳纤维复合材料的应用碳纤维复合材料具有优良的强度和刚度特性,同时具有较低的密度,广泛应用于飞机机翼的制造中。
碳纤维复合材料的应用可以降低机翼的重量,提高飞机的性能和燃油效率。
3.附面翼技术的研究附面翼技术是一种在机翼上表面增加附加翼片的技术,可以改变机翼的气动特性,提高升力系数和降低阻力系数。
这种技术可以使得飞机在起飞和着陆时更加稳定,降低事故风险。
五、结论机翼作为飞机的重要组成部分,其结构和设计原理关系着飞机的飞行性能和安全性。
一文读懂航空连接技术:飞机上的工艺秘密!连接技术是制造技术的重要组成部分,也是现代工业中不可或缺的环节。
连接技术主要是由焊接技术、机械连接和粘接技术三大类组成。
特别是在飞机的制造,发动机制造生产中,连接技术是不可缺少的一项重要技术,同时不断涌现的新科技的新成果赋予了先进连接技术新的起点。
焊接技术时代的发展使得连接技术总是时时需要面对来自各个方面不同的挑战。
挑战之一就是新型材料的出现对连接技术提出的挑战。
新型的材料的挑战也成为连接技术发展的重要推动力之一。
许多新型材料,比如碳-碳复合材料、陶瓷、耐热合金、钛合金、金属基、陶瓷基等的连接,特别是异种材料之间的连接,普通的焊接方法已经无法满足实际运用各方面性能的需要,因此一些新型的连接技术应运而生。
焊接技术在航空工业中,焊接技术被广泛用于航空发动机结构中。
焊接结构在喷气发动机零件总数所占比例已经超过50%,焊接的工作量占发动机制造总工时的10%左右。
在飞机结构中,采用焊接技术的有F111的机翼支撑梁,“狂风”、F14的钛合金中央翼盒、机翼盒形梁及整体壁办等结构。
F22后机身前、后梁采用了热等静压钛合金铸件的电子束焊接结构。
前苏联20世纪60年代研制的米格-25机体结构的80%是焊接,焊点达到140万个。
俄罗斯凭借其高水平的焊接技术、系统的焊接结构研究成果,将结构设计、选材和焊接技术的发展,紧密结合,在飞机制造中大量采用焊接技术。
70年代初研制出的苏-27飞机极具代表性,焊接技术的应用几乎遍及全机,除了常规的TIG焊用于飞机导管、某些铝合金构件:点焊用于蒙皮、组合梁、框等零件的高强铝合金构件焊外,广泛采用焊接新技术。
米格-25机体广泛使用焊接技术苏-27飞机应用焊接技术电弧焊电弧焊是目前应用最广的焊接方法。
它包括:手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。
绝大部分电弧焊是以电极与工件之间燃烧的电弧作热源。
在形成接头时,可以采用也可以不采用填充金属。
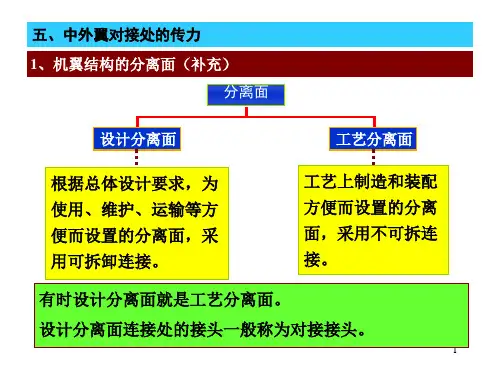
课程设计大客飞机起落架与机翼连接结构设计及分析课程设计(说明书)飞机主起落架与机翼连接结构的设计及分析学院:航空科学与工程学院专业:飞行器设计与工程学号:姓名:指导老师:何景武2013年9月29日目录一、设计课程题目 (2)二、研究对象 (2)三、设计目的 (2)四、设计要求 (2)五、原始资料 (3)六、设计工作内容 (3)七、设计过程与结果 (3)1、设计方案的分析 (3)1.1现有结构类型、特点分析 (4)1.2设计方案特点——机翼-主起落架连接部位传力分析 (5)2、结构方案 (10)2.1结构方案图 (10)2.2重心分析 (11)3、强度刚度分析计算 (11)3.1弯矩分析 (13)3.2扭矩分析 (15)3.3剪力及危险部位分析 (16)4、结论 (19)八、参考资料 (20)一、设计课程题目飞机主起落架与机翼连接结构的设计及分析二、研究对象飞机主起落架与机翼连接结构三、设计目的课程设计是学生在学完有关理论课程及专业技术课程后的一个重要教学环节。
要求学生综合运用有关基础理论、专业知识和实际经验,独立地解决有关飞行器设计专业范围内比较简单的典型性的设计任务,为毕业设计以及毕业后在专业工作解决更全面而复杂的技术问题打好基础。
其主要的教学目标是在教师的指导下,独立完成飞机某一部件的结构分析、理论计算、结构设计等工作。
培养与锻炼学生综合运用有关的理论知识,分析问题解决问题能力以及计算、实验、绘图等技能。
四、设计要求(1) 分析飞机主起落架与机翼连接结构在飞机设计中的地位和重要性,主起落架与机翼连接结构的设计特点、功能和主要问题;(2) 分析主起落架与机翼连接结构的载荷情况、使用情况和设计要求;(3) 分析和确定主起落架与机翼连接结构的位置;(4) 进行主起落架与机翼连接结构的分析和设计;(5) 进行结构强度、刚度分析计算(6) 画出主起落架与机翼连接结构的装配图(注意零件之间的装配关系)(7) 选择三个零件,画出零件图(8) 完成课程设计报告。
教练机2017.NO.20引言现代军用飞机大量采用机翼整体壁板,机翼整体壁板可以减少连接件数量,从而降低机翼结构重量。
由于采用了数控加工等先进的制造方法,机翼整体壁板具有较高的加工质量和精度,在降低工人劳动强度方面也具有很大的优势。
由于机翼蒙皮面积较大,采用一整块壁板会增大加工难度,并且严重影响机翼的损伤容限性能。
因此,机翼壁板通常采用几块壁板组合的形式,而壁板与壁板间一般采取搭接或对接两种连接方案。
搭接方案连接区较短,使用的连接件少且重量较轻。
但搭接壁板会有下陷,导致结构应力集中影响机翼的疲劳性能。
搭接方案中,高应力区在机翼壁板上,一旦出现裂纹,则维修难度较大,整体壁板的止裂结构较少,同时,裂纹会迅速扩展而影响飞行安全。
对接方案则由于采用了带板和较多的连接件,相对于搭接方案结构重量更重。
但对接连接可以避免出现下陷,应力集中部位较少,疲劳性能较好。
对接方案中高应力区出现在带板上,带板出现裂纹维修时较为简单,带板上有较多的铆钉孔,出现裂纹后可以及时止裂。
即使局部带板断裂,也不会影响到飞机整体的飞行安全。
带板对接方案中一般采用多排铆钉连接,而采用多排铆钉会存在铆钉受载不均匀,两端铆钉载荷较大。
为减小多排铆钉的“峰值效应”[1],即减小带板端部铆钉的载荷,通常采用改变带板截面面积,调整铆钉排布间距,以及端部使用柔性较好的紧固件等方法。
本文针对不同的优化方法建立相应的有限元模型,通过比较分析选择最优方案。
机翼壁板连接形式研究王震1,张爱茹1,张海周1,王月英2(1.航空工业洪都,江西南昌330024;2.伊犁师范学院,新疆伊宁835000)摘要:研究了机翼壁板连接形式,并将对接连接结构与搭接结构进行了对比,由对比结果可知,对接连接结构在增加较小重量的情况下,壁板应力和钉传载荷较搭接结构都有明显下降,更能满足机翼壁板疲劳寿命要求。
关键词:壁板连接;优化设计;有限元;疲劳寿命The Study on the Connection Mode of Wing PanelWang Zhen 1,Zhang Airu 1,Zhang Haizhou 1,Wang Yueying 2(1.AVIC-HONGDU,Nanchang,Jiangxi,330024;2.Yili Normal University,Yining,Xinjiang,835000)Abstract:This paper studies the connection mode of the wing panel,and also makes contrast between butt-joint connection structure and lap joint structure.Contrast results show that,in the case of minor weight increment on butt-joint connection structure,both the panel stress and the pin load will be significantly decreased,which can bet 原ter satisfy the fatigue life requirements for the wing panel.Key words:Wing panel connection;Optimization design;Finite element;Fatigue life46教练机2017.NO.21对接方案优化在对接方案中需要控制的主要参数有带板的应力和铆钉的单钉载荷,带板的应力主要通过调节带板的厚度控制,单钉载荷主要通过限制弯曲和减少钉载的“峰值效应”。
增加支撑肋可以很好的限制弯曲,而降低钉载“峰值效应”的方法有:改变带板截面面积、调整铆钉排布间距以及端部使用柔性较好的紧固件等。
按图1所示建立对接方案模型,通过有限元分析对结构带板厚度,支撑肋结构形式,连接区细节尺寸进行优化设计。
模型由内壁板、外壁板、带板、肋、铆钉5部分组成,其中内壁板、外壁板、带板、肋、铆钉材料均为铝合金,弹性模量E=71000MPa ,泊松比μ=0.33。
各部件之间都设置有接触连接,内壁板一端施加约束U1=U2=U3=0,外壁板一端施加约束U1=U2=0,肋的对称面上施加约束U1=U2=0,并且在外壁板的一侧端面上施加P=256MPa 的载荷。
有限元模型采用六面体体元划分有限元网格,厚度方向满足三个以上单元如图1所示。
1.1带板厚度优化带板厚度会影响带板应力水平,而且增加带板厚度对结构重量影响也会很大。
为实现满足静强度的条件下结构重量最轻,需要对带板厚度进行优化。
在模型约束和载荷相同的情况下,保持其他尺寸不变,改变带板厚度,分别建立带板厚度为2mm 至6mm 渐变模型、2mm 至5mm 渐变模型、2mm 至4mm 渐变模型。
带板厚度2mm 至6mm 渐变,模型变形及带板应力如图2所示,带板最大复合应力为245MPa ,位于带板中间。
带板厚度2mm 至5mm 渐变,模型变形及带板应力如图3所示,带板最大复合应力为320MPa ,位于带板中间。
带板厚度2mm 至4mm 渐变,模型变形及带板应力如图4所示,带板最大复合应力为410MPa ,位于带板中间。
各排铆钉的载荷如表1所示。
对比三个模型可以看出,带板应力和端部铆钉载荷(第4排铆钉)会随着厚度增加而下降。
2mm 至4mm 渐变带板,应力为410MPa (该应力为极限载荷下应力,在使用载荷下应力为273.3MPa ),该应力水平并不是很高;单钉载荷为5457.1N ,在增加厚度时端部铆钉载荷下降并不明显。
考虑带板厚度增加会增加较多重量,因此建议带板厚度采用2mm 至4mm 渐变。
1.2支撑肋的结构形式优化对接方案中支撑肋限制了壁板的弯曲变形,改善了结构的受力情况。
而壁板的弯曲变形会导致铆钉受载不均匀,要想降低壁板应力和单钉载荷,需要对支撑肋的结构形式进行优化设计。
在模型约束和图1有限元模型及载荷示意图U1=U2=0P=256MPa外壁板U1=U2=0肋带板内壁板U1=U2=U3=012345687模型局部模型局部47教练机2017.NO.2图2模型变形及带板应力示意图3模型变形及带板应力示意图4模型变形及带板应力示意载荷相同的情况下,保持其他尺寸不变,改变支撑肋的结构形式,建立了无支撑肋模型,T 型支撑肋模型、双L 型支撑肋模型、单L 型支撑肋模型。
通过比较四种模型的应力水平和单钉载荷选择最优的支撑肋结构形式。
表1各排铆钉的载荷单位院N无支撑肋,模型变形及带板应力如图5所示,带板最大复合应力为760MPa ,位于带板中间。
T 型支撑肋,模型变形及带板应力如图6所示,带板最大复合应力为360MPa ,位于带板中间。
双L 型支撑肋模型,模型变形及带板应力如图7所示,带板最大复合应力为445MPa ,位于带板中间。
单L 型支撑肋,模型变形及带板应力如图8所示,带板最大复合应力为410MPa ,位于带板中间。
各排铆钉载荷如表2所示。
在无支撑肋的情况下,带板的应力水平和单钉载荷都很高,说明壁板偏心会产生很大的偏心弯曲,附加的弯矩会使壁板应力水平增加,并且弯曲变形会使铆钉受载严重不均匀。
由T 型支撑肋模型可以看出,有肋支撑的情况下,带板应力水平会迅速下降。
由于肋的支撑,带板的附加弯矩变小,并且T 型肋缘条参与了带板弯曲,分担了部分弯矩,对降低带板应力有一定作用。
不过,T 型肋缘条受压,这会在第4排铆钉上附加剪力,叠加这部分剪力后第4排铆钉所受载荷甚至大于无支撑肋的情况,单钉载荷过大对结构疲劳影响较大,48教练机2017.NO.2图5模型变形及带板应力示意图6模型变形及带板应力示意图7模型变形及带板应力示意因此不建议采用T 型支撑肋。
将T 型肋拆开,既做成两个L 型支撑肋,由模型分析结果可以看出,双L 型肋不存在附加剪力的情况,对限制弯曲也有一定作用。
不过与单L 型支撑肋比较可以看出,肋支撑在带板两端限制弯曲的作用不如支撑在带板中间明显。
综合考虑钉载和结构应力水平,应该采用在带板中间支撑一个L 型肋,该结构限制弯曲的效率最高。
表2各排铆钉的载荷单位院N图8模型变形及带板应力示意49教练机2017.NO.21.3带板细节尺寸优化由以上计算可以看出,带板厚度取2mm 至4mm 渐变在满足应力水平要求的情况下重量最轻,而位于带板中间的L 型支撑肋限制弯曲的效率最高,并且可以避免铆钉附加剪力的问题。
不过该方案端部铆钉的“峰值效应”仍然很高,需要对带板的细节尺寸进行优化设计。
通常降低端部铆钉的“峰值效应”的方法有:调整铆钉排布间距、端部使用柔性较好的紧固件等方法。
在模型约束和载荷相同的情况下,保持其他尺寸不变,改变带板铆钉排布间距,改变端部铆钉材料。
建立铆钉间距加长模型,两端采用铝铆钉模型,一端采用铝铆钉模型。
通过比较三种模型的应力水平、单钉载荷选择最优的壁板对接方案。
铆钉间距加长,模型变形及带板应力如图9所示,带板最大复合应力为315MPa ,位于带板中间。
两端采用铝铆钉,模型变形及带板应力如图10所示,带板最大复合应力为310MPa ,位于带板中间。
一端采用铝铆钉,模型变形及带板应力如图11所示,带板最大复合应力为300MPa ,位于带板中间。
各排铆钉载荷如表3所示。
前排铆钉间距加大图9模型变形及带板应力示意会使前排铆钉承载更多,从而使第4排铆钉钉载降低。
两端铆钉使用铝铆钉,中间两排铆钉使用钢铆钉,此时端部铆钉的“峰值效应”下降,钉载趋于平均,受载更为合理。
将一端铆钉设置为铝铆钉(第4排铆钉),该排铆钉载荷进一步下降,此时两端铆钉载荷已经十分接近,因此可以认为铆钉受载已经合理可以不必继续优化。
2搭接方案与对接方案对比飞机机翼壁板采用搭接连接方案,在此我们根图10模型变形及带板应力示意图11模型变形及带板应力示意50教练机2017.NO.2据飞机翼壁板搭接结构,建立搭接方案模型,并与优化后对接模型进行对比。
搭接方案模型如图12所示,模型由内壁板、外壁板、肋、铆钉四部分组成,其中内壁板、外壁板、肋、铆钉材料均为铝合金,弹性模量E=71000MPa ,泊松比μ=0.33。
各部件之间都设置有接触连接,内壁板一端施加约束U1=U2=U3=0,外壁板一端施加约束U1=U2=0,肋的对称面上施加约束U1=U2=0,并且在外壁板的一侧端面上施加P=256MPa 的载荷。
经有限元计算,模型变形如图13所示,由变形表3各排铆钉的载荷单位:N图12搭接方案有限元模型及载荷示意U1=U2=0P=256MPa外壁板U1=U2=0肋内壁板U1=U2=U3=0123模型局部局部模型可以看出,壁板发生了弯曲,由于肋的支持,结构最大变形位于肋前的壁板上。