支架的工艺规程及钻Φ52孔的工装夹具设计 支架
- 格式:dwg
- 大小:32.80 KB
- 文档页数:1
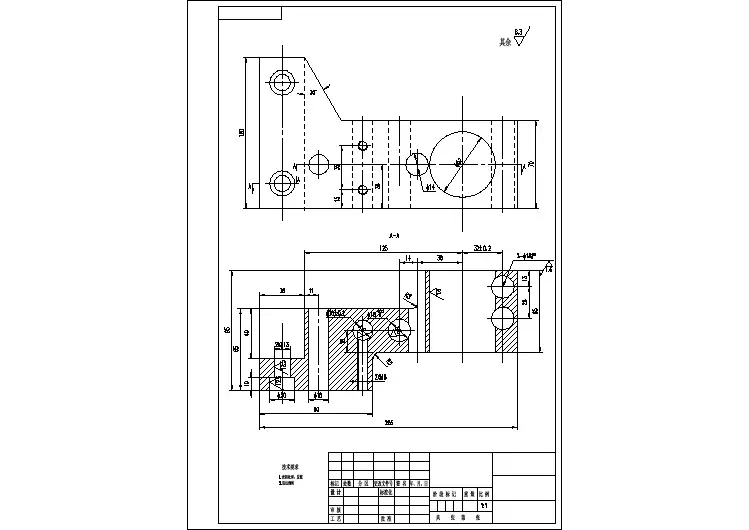

张紧轮支架加工工艺及夹具的设计张紧轮支架是一种用于固定和张紧轮胎或皮带的装置,它广泛应用于各种机械和交通运输工具中。
在张紧轮支架的加工过程中,设计合理的工艺和夹具对于确保产品质量和生产效率至关重要。
本文将介绍张紧轮支架加工工艺及夹具的设计原则和方法。
首先,加工工艺的设计是确保产品质量的重要环节。
在进行加工前,需要进行详细的产品分析和工艺试验,明确加工工艺的要求和流程。
根据张紧轮支架的结构特点和加工难点,确定合理的切削参数和工艺路线。
在加工过程中,需要使用合适的切削工具和先进的加工设备,确保加工精度和表面质量。
其次,夹具的设计是保证产品加工精度和稳定性的重要因素。
夹具的设计应考虑到张紧轮支架的结构特点和加工难点,确保夹具能够牢固固定工件,并提供足够的工件支撑和定位功能。
夹具应具有良好的刚性和稳定性,以避免加工过程中的振动和变形。
夹具的设计还应考虑到操作人员的使用便捷性和安全性,降低工作强度和事故风险。
在夹具的设计过程中,可以采用以下几个步骤:1.了解产品要求:仔细研究张紧轮支架的结构特点和加工要求,明确夹具的功能和限制。
2.确定夹具类型:根据工件形状和加工要求,选择合适的夹具类型,如机械夹具、液压夹具或气动夹具。
3.确定夹具定位方式:根据工艺要求和工件形状,确定夹具的定位方式,如定心销、定位块或定位销等。
4.设计夹具结构:根据夹具类型和定位方式,设计夹具的结构,包括夹具底座、夹具头、夹具夹持部件等。
夹具的结构应优化,以提高夹紧力和刚性。
5.验证夹具性能:设计完成后,通过模拟或实际试验,验证夹具的性能和稳定性。
如需修改,及时进行优化并重新验证。
综上所述,张紧轮支架加工工艺及夹具的设计是确保产品质量和生产效率的关键。
通过合理设计的加工工艺和夹具,能够提高产品加工精度和稳定性,降低生产成本和周期。
因此,在进行张紧轮支架加工前,应充分进行工艺分析和夹具设计,确保加工过程的顺利进行。

支架机械加工工艺规程设计支架机械加工工艺规程设计支架是一种常用的工业设备,广泛应用于各种机械和结构中。
为了生产高质量的支架,需要一个完善的工艺规程。
下面是一份800字的支架机械加工工艺规程设计。
第一步:材料准备支架通常是用碳钢或不锈钢制成的。
在进行机械加工前,必须首先选择合适的原料,并进行必要的加工处理。
具体来说,需要进行以下步骤:1.1 确定材料类型和规格。
根据支架的要求,选择合适的钢材类型和规格。
1.2 检查材料质量。
检查原材料是否有裂纹、气孔等缺陷。
如果有,需要及时更换。
1.3 切割和锯断。
将原材料按照支架的要求进行尺寸切割和锯断。
第二步:车削加工车削是支架加工的主要工艺,也是加工难度比较大的一个环节。
在进行车削加工时,需要注意以下要点:2.1 精密测量。
在进行车削之前,需要对原材料进行精密测量和标记,确保尺寸和形状的精度。
2.2 刀具选择。
根据所需加工的形状和材料特性,选择合适的车刀和切削液。
2.3 车削工艺。
进行车削时,应先进行粗车,再进行精车。
在精车时,要注意加工速度和刀具的互动,确保车削表面的平整度和精度。
第三步:钻孔和铰孔在支架上需要开孔时,需要进行钻孔和铰孔加工。
具体步骤如下:3.1 确定孔位和孔径。
根据支架的要求,确定开孔的位置和孔径。
3.2 钻孔加工。
采用钻头钻孔,注意钻头的选择和冷却液的使用。
3.3 铰孔加工。
在钻孔的基础上,采用铰刀铰孔,注意铰刀的选择和铰孔的精度。
第四步:焊接和组装当支架的各个部件加工好后,需要进行组装和焊接。
具体步骤如下:4.1 准备工作。
将所有加工好的部件放置在工作台上,清洁表面,确保没有油脂和污垢。
4.2 焊接。
根据支架的结构要求,采用合适的焊接方法进行焊接。
在焊接过程中,要注意预热和焊后热处理。
4.3 组装。
在焊接完成后,将各个部件进行组装。
在组装过程中,要注意各个部件之间的配合和间隙,确保支架的结构牢固和稳定。
总之,支架机械加工工艺规程设计需要综合考虑材料、加工工艺、设备和工作环境等多个因素。

支架加工工艺及夹具设计说明书(总34页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除设计(论文)题目支架零件的机械加工工艺及夹具设计所属系部机械工程系所属专业机械设计与制造所属班级学号学生姓名指导教师起讫日期摘要本文是对支架零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。
选择正确的加工方法,设计合理的加工工艺过程。
此外还对填料箱盖零件的两道工序的加工设计了专用夹具.机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。
而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。
本论文夹具设计的主要内容是设计磨中心孔夹具。
关键词:支架,加工工艺,加工方法,工艺文件,夹具AbstractThis paper is on the bracket parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the stuffing box cover part two process designing special fixture.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design of fixture for grinding center.Key words: scaffold, processing technology, processing method, process documentation, fixture目录摘要···························错误!未定义书签。

支架力口工工艺规程及工装设计模板1引言 (2)2课程设计的目的 (2)3支架的工艺分析 (3)3」支架的结构及其工艺性分析 (3)3.2支架的技术要求分析 (3)4毛坯的选择 (3)5支架机械加工工艺路线的制定 (4)5」定位基准的选择 (4)5.L1精基准的选择 (4)5.1.2粗基准的选择 (4)5.2拟定工艺路线 (4)521加工方法的选择和加工阶段的划分 (4)5.2.2工艺路线的拟定 (5)5.3加工余量和工序尺寸的拟定 (6)5.3切削用量的确定 (7)6夹具设计设计 (15)6.1确定设计方案 (16)6.2选择定位方式及定位元件 (16)6.3确定导向装置 (16)6.4定位误差的分析与计算 (16)6.5设计夹紧机构 (16)7致谢 (16)参考文献 (17)1引言工艺综合课程设计是机械类专业的一门主干专业基础课,内容覆盖金属切削原理和刀具、机械加工方法及设备、互换性与测量技术、机械制造工艺学及工艺装备等,因而也杲一门实践性和综合性很强的课程,必须经过实践性教学环节才资料内容仅供您学习参考,如有不半或者侵权,请联系改正或者删除。
能使我们对该课程的基础理论有更深刻的理解,也只有经过实践才能培养我们理论联系实际的能力和独立工作能力。
因此,工艺综合课程设计应运而生,也成为机械类专业的一门重要实践课程。
2课程设计的目的工艺综合课程设计旨在继承前期先修基础课程的基础上,让我们完成一次机械零件的机械加工工艺规程和典型夹具设计的锻炼,其目的如下。
(1)在结束了机械制造基础等前期课程的学习后,经过本次设计使我们所学到的知识得到巩固和加深。
培养我们全廁综合地应用所学知识去分析和解决机械制造中的问题的能力。
(2)经过设计提高我们的自学能力,使我们熟悉机械制造中的有关手册.图表和技术资料,特别是熟悉机械加工工艺规程设计和夹具设计方面的资料,并学会结合生产实际正确使用这些资料。
(3)经过设计使我们树立正确的设计理念,懂得合理的设计应该是技术上先进的,经济上合理的,而且在生产实践中是可行的。