如何提高刀具使用寿命【经验总结】
- 格式:docx
- 大小:19.12 KB
- 文档页数:4

厨房刀具使用保养小技巧厨房刀具是我们日常烹饪中不可或缺的工具,它们的使用保养对于保持刀具的锐利度和使用寿命至关重要。
下面是一些厨房刀具使用保养的小技巧,希望对大家有所帮助。
1. 使用前的准备在使用刀具之前,我们需要将刀具放在洁净并干燥的地方。
切菜板也要保持清洁,最好选择木质或者塑料材质的切菜板,避免使用玻璃或者大理石等硬表面材质切菜板,以免刀具切割时被损坏。
2. 切割角度与力量在使用刀具切割食材时,我们应该保持适当的切割角度,一般来说,约为20度至30度之间。
刀具的刃面要始终与切割食材保持接触,厚度不能超过半厘米,这样能有效保护刀具的锋利度。
同时,切割时也不要用太大的力量,过度用力容易损坏刀具。
3. 刀具的性能匹配不同的刀具适用于不同的食材,对于坚硬的食材,如肉类或坚果,可以选择大号、重型的刀具,而对于脆弱的食材,如蔬菜或水果,可以选择小号、轻型的刀具。
正确的匹配能够提高切割的效率,并减少刀具的使用压力,延长刀具的寿命。
4. 注意刀具的保持锋利度刀具的锋利度直接影响了切割的效率和安全性。
为保持刀具的锋利度,我们需要定期对其进行磨刀。
磨刀时,可以使用磨刀石,按照刀具的刃面角度进行磨刀。
磨刀要均匀地进行,避免对刃面造成过度磨损。
同时,在使用完刀具后,可以使用皮布将刀具擦拭干净并存放在刀具套中,以保护刀具的刃面。
5. 避免使用刀具作其他用途刀具应该专用于烹饪,并避免用于其他用途。
刀具的刃面非常锋利,用于其他用途可能会造成刀具的损坏或者造成人身伤害。
因此,在使用刀具时,应该遵守正确的使用方法,避免不必要的麻烦。
6. 定期清洁刀具在使用刀具之后,应该及时清洁,避免食材残渣积聚在刀具上。
清洁时,可以使用温水和中性洗涤剂,用洗涤剂拭洗刀具的刃面,并用清水冲洗干净。
同时,也可以使用刷子清洁刀具的切割槽,确保刀具表面的干净和卫生。
7. 存放时的注意事项在存放刀具时,要避免将刀具随意堆放在一起,以免对刀具的刃面造成损伤。

如何提高切削刀具管理工作提高切削刀具管理工作的关键在于采取科学有效的管理方法和步骤,确保切削刀具的正常运作和使用寿命。
以下是一些建议,用于提高切削刀具管理工作的效率和效果。
1.制定切削刀具管理制度:建立一套完整的切削刀具管理制度,明确切削刀具的购买、使用和维护等各个环节的责任、流程和标准。
制度应包括切削刀具的购置审批流程、使用规范和维护保养要求等内容。
2.切削刀具分类管理:按照切削刀具的类型、规格和用途,对切削刀具进行分类管理。
每个类别的刀具都要编制详细的刀具清单,包括刀具的种类、数量、规格、使用时间等信息,以便及时查找和管理。
3.切削刀具采购管理:建立切削刀具采购计划和审批程序,根据生产需要和刀具使用情况,合理安排刀具的采购数量和时间。
同时,要注意选择质量优良、性价比高的切削刀具供应商,确保采购的刀具符合质量要求。
4.切削刀具的领用与返还:制定切削刀具领用制度,明确领用人员、数量和使用期限等信息。
领用人员在领用切削刀具时应进行登记,领用后要妥善保存和使用,并按期归还。
同时,要加强对切削刀具的监督和检查,避免切削刀具的滥用和损坏。
5.切削刀具的维护保养:建立健全的切削刀具维护保养制度,明确刀具维护保养的责任部门和岗位。
切削刀具的维护保养包括定期清洁、修复磨损、涂抹润滑剂等,以延长刀具的使用寿命和提高切削效果。
同时,要培训相关人员掌握切削刀具的使用和保养技巧,提高刀具的维护保养水平。
6.切削刀具的定期检测和更换:设立定期检测切削刀具的时间节点和标准,对切削刀具进行定期检查和测试,包括刀具的尺寸、硬度、磨损等指标。
根据刀具检测结果,及时进行刀具的调整、修复或更换,确保刀具的精度和性能。
7.切削刀具的记录和分析:建立切削刀具的使用记录和分析数据库,及时记录刀具的使用情况、故障情况以及更换维修情况等。
通过对切削刀具使用数据的分析,可以找出刀具使用中存在的问题,提出改进措施,优化切削刀具管理工作。
8.切削刀具的培训和技术支持:加强切削刀具的使用培训,培养切削刀具的使用技术和保养意识。

机床加工过程中的刀具管理与维护在机床加工过程中,刀具是至关重要的工具之一。
良好的刀具管理与维护可以有效地提高机床的加工质量和效率,延长刀具的使用寿命。
本文将介绍一些刀具管理与维护的方法和技巧。
一、刀具管理刀具管理包括采购、入库、领用、使用、保养和报废等环节。
合理的刀具管理可以确保刀具的准时供应和高效利用。
1. 采购:在采购刀具时,应根据加工需求选择合适的刀具类型和规格。
同时,要选择信誉好、质量可靠的供应商,以确保刀具的品质。
2. 入库与领用:刀具入库时,应对其进行严格的检验,确保刀具符合要求。
在领用刀具时,要做好详细的记录,包括刀具型号、数量和领用人员等信息,以便于刀具的使用和追溯。
3. 使用:在使用刀具时,操作人员应该熟悉刀具的使用规范和安全操作要求。
刀具应根据加工要求选择合适的切削参数,避免过度切削或切削不足,从而降低刀具的磨损和损坏。
4. 保养:定期对刀具进行保养是提高其使用寿命的关键。
刀具保养包括清洁、润滑和修复等方面。
清洁时要使用适当的清洁剂,彻底清除刀具表面的切屑和油污。
润滑时要使用专用的润滑剂,以减少刀具与工件之间的摩擦和磨损。
修复方面,可以选择刀具磨削或更换磨损部件等方法进行。
5. 报废:当刀具严重磨损或者无法修复时,应及时进行报废处理。
报废前要对刀具进行检测和评估,以确定是否可以进行再利用或回收。
二、刀具维护刀具维护是刀具管理工作的重要组成部分。
通过合理的维护措施,可以延长刀具的使用寿命,提高加工质量和效率。
1. 定期检查:对刀具进行定期的检查,及时发现和排除潜在故障和问题。
检查内容包括刀具的磨损程度、刃口状态、夹持方式、刀柄紧固情况等。
2. 高效切削润滑:在切削过程中,刀具与工件之间的摩擦和热量会导致刀具磨损和工件表面质量下降。
因此,要选择适当的切削润滑剂,保持切削面的润滑和冷却,减少热量的积聚和刀具的磨损。
3. 及时更换磨损部件:刀具在使用过程中,由于切削力的作用,容易出现磨损或损坏。

手工锯保养指南:如何延长手工锯的使用寿命手工锯是一种常用的木材加工工具,经常用于家庭装修、木工制作和户外活动等领域。
然而,由于使用频繁和长时间的磨损,手工锯的使用寿命可能会减少。
为了延长手工锯的寿命并保持其良好的工作状态,以下是几点关键的保养建议:1. 定期清洁手工锯使用手工锯时,木屑和树脂会附着在锯齿上。
这不仅会降低手工锯的切割效果,还会导致锯齿锈蚀。
因此,定期清洁手工锯是维持其正常运行的关键步骤。
首先,用刷子或喷气器将锯齿上的木屑和树脂清除。
然后,用温水和中性洗涤剂轻轻地清洁锯片和锯齿。
最后,用干净的布擦干手工锯,并确保其完全干燥,以防止生锈。
2. 保持锯齿的锋利锋利的锯齿能够更快速地切割木材,减少使用时的劳力和时间。
因此,定期磨削锯齿是延长手工锯使用寿命的重要步骤。
使用锯胶或锉刀来磨削锯齿,在磨削过程中,保持一致的角度和压力,以确保锯齿的均匀磨损。
此外,根据使用频率和锯片材质,定期更换锯齿也是必要的,以确保始终拥有锋利的锯齿。
3. 适当储存手工锯当手工锯不使用时,应妥善储存以保护其锯齿和锯片。
一个常见的错误是将手工锯随意放置在角落或工具箱中。
相反,正确的储存方法可以有效地延长手工锯的使用寿命。
首先,用干净的布擦拭手工锯的表面,确保没有残留的湿气。
然后,将手工锯放置在干燥通风的地方,并使用锯套或保护套覆盖锯片和锯齿。
这样可以减少锯片的直接接触,防止划伤锯片,并防止锯齿的损坏。
4. 避免过度使用手工锯手工锯可能是强大而耐用的工具,但过度使用也会导致更快的磨损。
为了延长手工锯的使用寿命,避免过度使用它是至关重要的。
在使用手工锯时,应该掌握适当的切割技巧,避免过度施加压力或使用不正确的姿势。
另外,当手工锯开始出现明显的磨损迹象时,也要及时停止使用,并进行必要的修复或更换。
5. 定期检查和维护手工锯定期检查手工锯的各个部件,包括锯齿、锯片和锯柄等,是预防问题并延长使用寿命的关键步骤。
检查锯齿是否有损坏或变钝的迹象,并及时进行磨削或更换。
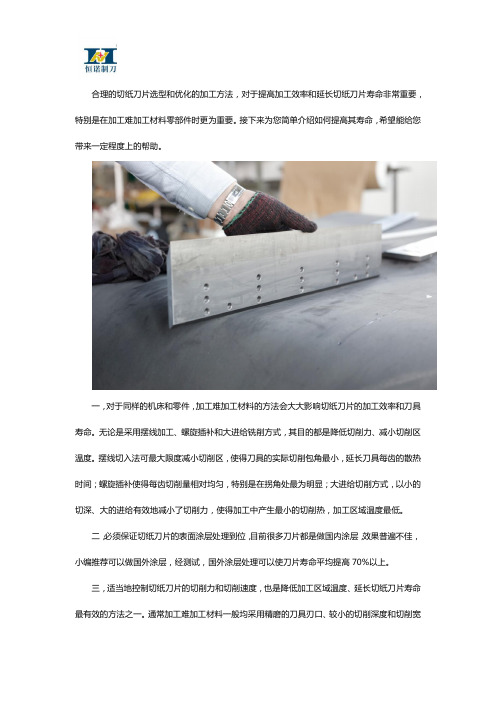
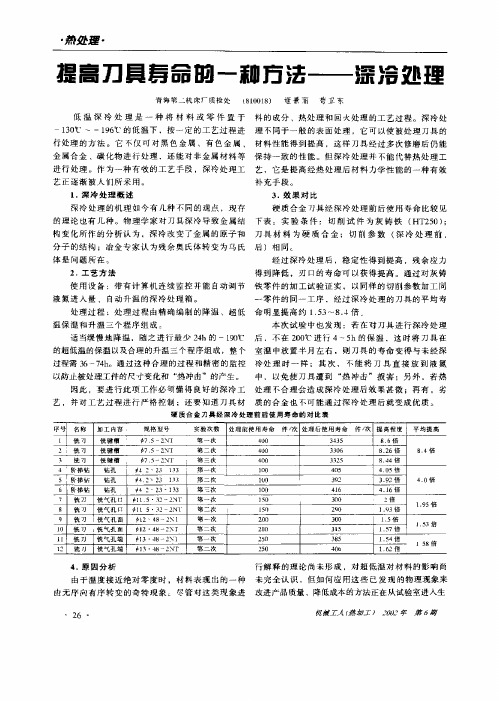
合理的切纸刀片选型和优化的加工方法,对于提高加工效率和延长切纸刀片寿命非常重要,特别是在加工难加工材料零部件时更为重要。
接下来为您简单介绍如何提高其寿命,希望能给您带来一定程度上的帮助。
一,对于同样的机床和零件,加工难加工材料的方法会大大影响切纸刀片的加工效率和刀具寿命。
无论是采用摆线加工、螺旋插补和大进给铣削方式,其目的都是降低切削力、减小切削区温度。
摆线切入法可最大限度减小切削区,使得刀具的实际切削包角最小,延长刀具每齿的散热时间;螺旋插补使得每齿切削量相对均匀,特别是在拐角处最为明显;大进给切削方式,以小的切深、大的进给有效地减小了切削力,使得加工中产生最小的切削热,加工区域温度最低。
二,必须保证切纸刀片的表面涂层处理到位,目前很多刀片都是做国内涂层,效果普遍不佳,小编推荐可以做国外涂层,经测试,国外涂层处理可以使刀片寿命平均提高70%以上。
三,适当地控制切纸刀片的切削力和切削速度,也是降低加工区域温度、延长切纸刀片寿命最有效的方法之一。
通常加工难加工材料一般均采用精磨的刀具刃口、较小的切削深度和切削宽度。
根据不同的难加工材料、零件结构和加工设备等因素,选用合理的切削线速度非常重要。
在通常加工中镍基合金应控制在20~50m/min,钛合金应控制在30~110m/min,PH不锈钢应控制在50~120m/min。
总之,难加工材料零部件必须具有高硬度、高强度、高韧性和高耐磨性,对于具有这些特性的新型难加工材料,其机加工性能差、加工难度大、加工效率低、刀具成本高。
这样一来难加工材料零部件对机加工切纸刀片提出了更高地要求。
马鞍山恒诺机械有限公司专业研发生产3大系列刀片:钨钢刀片、锋钢刀片以及全钢刀片,主要包括横切螺旋刀、横切直刀、凹口用刀、平口用刀、旋切刀、切刀、切纸刀、三面切书刀、电动切纸刀、封切刀并承接3米整体钨钢刀片;我们研制成功了与国外同等材质的刀具,完全可替代同类进口产品。
公司形成了一套完整的合作流程,愿意以更好地产品质量,合适的价格服务新老客户,合作共赢!。
UG编程技巧如何优化CNC加工刀具使用寿命使用计算机数控(CNC)加工技术在现代制造业中越来越普遍。
CNC加工所需要的UG编程技巧对于优化刀具的使用寿命起着至关重要的作用。
本文将探讨如何利用UG编程技巧来提高CNC加工刀具的使用寿命。
一、正确选择刀具材料和几何形状在进行CNC加工之前,首先需要根据所要加工的材料选择合适的刀具材料。
不同材料对于切削的要求不同,因此选择刀具材料需根据加工材料的硬度、韧性等性质进行评估。
同时,刀具的几何形状也是影响切削效果的重要因素。
在UG编程中,合适的刀具几何形状可以减少切削阻力,提高切削速度,从而延长刀具的使用寿命。
二、优化刀具路径和进给速度UG编程技巧还包括优化刀具路径和进给速度。
合理的刀具路径可以减少切削力和磨损,避免刀具因过度磨损而失效。
进给速度的选择也要考虑到材料的硬度和韧性等因素。
过高的进给速度可能导致刀具过度磨损,而过低的进给速度则会浪费加工时间。
通过在UG编程中精确控制刀具路径和进给速度,可以最大限度地延长刀具的使用寿命。
三、合理选择以及精确控制冷却液的使用冷却液在CNC加工中起到冷却、润滑和清洁的作用,对于刀具的使用寿命至关重要。
使用UG编程时,需要合理选择适合材料和刀具的冷却液,并精确控制其使用。
过少的冷却液可能导致刀具过热,而过多的冷却液则会影响切削效果。
同时,冷却液的清洁度也需要注意,将对刀具的使用寿命产生重要影响。
四、加工前正确测量材料和刀具在进行CNC加工之前,对材料和刀具进行准确的测量是必要的。
UG编程技巧中,合适的测量工具和技术可以帮助我们准确评估加工材料的硬度、尺寸等性质,并确保选择合适的刀具。
如果材料或刀具存在缺陷或损坏,及时修复或更换也是至关重要的,以避免因此影响刀具的使用寿命。
五、加工后进行适当的刀具保养和管理CNC加工刀具的使用寿命优化还包括加工后的刀具保养和管理。
UG编程技巧中,我们需要合理选择适合刀具的保养方式。
这包括定期清洁、磨削和涂覆等操作,以延长刀具的使用寿命。
延长刀具寿命的方法
刀具,那可是咱厨房的好伙伴呀!要是想让它一直乖乖听话,好好为咱服务,那可得有点小妙招哦!
你想想,刀具就像咱的朋友,你对它好,它也会对你好呀!平日里,咱用完刀具可别随手一扔就不管啦。
就好比你对朋友爱答不理的,人家能乐意和你好吗?每次用完,得给它洗个干净的澡,把那些脏东西啊、食物残渣啊都洗掉,让它清清爽爽的。
还有啊,别拿刀具去干些它干不了的事儿。
比如说去撬个东西啥的,那不是难为它嘛!它就是用来切切切的呀,咱得让它在自己的“专业领域”发光发热,别给它整些乱七八糟的任务。
存放也很重要呢!别把刀具乱丢乱放,找个合适的地方让它安安稳稳地待着。
就像人得有个舒服的床睡觉一样,刀具也得有个好“家”呀。
不然东磕一下西碰一下的,多让人心疼呀。
切东西的时候也得注意,别使太大的劲儿,那不是显示咱力气大的时候呀。
温柔点,顺着它的性子来,就像哄小朋友一样,这样它才能用得长久呀。
咱再想想,要是你天天穿一双鞋去爬山、跑步、走泥路,那鞋能不坏得快吗?刀具也一样呀,得让它干适合它的活儿。
别什么硬的、软的、黏的都一股脑儿地让它切,它也会累的呀!
而且呀,定期给刀具磨磨刀,就像人要去做做保养一样。
让它的刀刃
锋利如初,切起东西来刷刷刷的,多带劲呀!你说要是刀都钝了,切个菜都费劲,那多影响咱做饭的心情呀。
哎呀,你可别小瞧这些小细节,它们可都是延长刀具寿命的关键呢!咱对刀具好一点,它就能多陪咱几年,帮咱做出更多美味的饭菜。
你说是不是这个理儿?咱可不能亏待了这位厨房的好帮手呀!让我们一起好好对待刀具,让它一直锋利,一直好用,为我们的厨房生活增添更多的乐趣吧!。
机床加工中的刀具寿命与管理机床加工中的刀具寿命与管理一直是制造业中的重要问题。
随着高速加工技术的发展和对加工精度要求的不断提高,刀具的寿命与管理变得更加关键。
本文将从刀具选择、刀具使用、刀具润滑与冷却、刀具磨损与检测等多个方面探讨机床加工中的刀具寿命与管理。
一、刀具选择刀具选择是影响刀具寿命的关键因素之一。
在选择刀具时,需要考虑加工材料、加工方式、加工精度等因素。
不同的加工任务需要选择不同类型的刀具。
合理的刀具选择可以减少刀具的磨损与损坏,延长刀具的使用寿命。
二、刀具使用正确的刀具使用方法也是影响刀具寿命的重要因素。
首先,要合理设置刀具的进给量、切削速度和切削深度,以避免刀具过载工作。
其次,要注意避免刀具与工件的碰撞,避免因过大的冲击力导致刀具损坏。
此外,经常检查刀具是否安装正确,是否有松动等问题也是刀具使用过程中需要注意的细节。
三、刀具润滑与冷却良好的刀具润滑与冷却系统可以有效降低刀具的磨损与温度,延长刀具的使用寿命。
在刀具使用过程中,要确保切削润滑剂的供给充足,并定期清洗润滑冷却系统。
此外,根据加工材料的不同,可以选择不同类型的切削润滑剂,以提供更好的切削条件。
四、刀具磨损与检测刀具磨损是不可避免的,但及时的磨损检测和刀具更换可以有效预防因刀具过度磨损造成的加工质量下降。
在刀具磨损检测方面,可以利用显微镜、测量仪器等设备进行刀具磨损的测量与评估。
在刀具磨损达到一定程度时,及时更换刀具,可以避免产生过大的粗糙度和尺寸偏差。
五、刀具管理刀具管理是保证刀具寿命的重要环节。
刀具管理包括刀具的购买、储存、保养和维修等方面。
在刀具购买时,要选择优质的刀具品牌,并与供应商建立长期的合作关系,以获得更好的售后服务。
在刀具储存方面,要保证刀具的干燥和防尘,避免刀具因受潮或灰尘进入而受损。
此外,在刀具保养与维修方面,要建立完善的刀具保养记录,及时进行刀具的涂油、清洗和磨损修复等工作。
总结:刀具寿命与管理在机床加工中占据重要地位。
刀具寿命延长的方法刀具的加工概述工件: 刀具,所有种类材质: 硬质合金和HSS加工内容: 去毛刺,平整处理,倒圆1) 去毛刺,平整,抛光的目的1a)刀具的修毛倒刺硬质合金,.HSS刀具在制造时两者皆可出现毛刺.如果不将其在涂层前去除,一旦刀具投入使用,毛刺即会崩离.这样会产生一个无涂层的裸露点,此处会有较快的磨损并大大缩短刀具的使用寿命.如图:毛刺---成形磨削后; 涂层后; 无涂层---毛刺剥落特点:-可立刻获得产品的尺寸精度-减少刀具崩刃的可能,因为无崩离的毛刺而引发的咬死- 提高使用寿命-改善刃口处的涂层的附着性能1b)对表面的平整处理表面质量带来的影响原则上我们认为,表面越平整,排屑越好.结果是大大减少的废屑发热,可实现更高的切削速度.而且表面质量提高后,也减小了同待加工材料咬死的危险性.除此以外,在攻螺纹和螺纹成形加工时,最大可以减小所需切削力的40%.其他效用毛糙的表面和尖利的外形会提高负荷下的缺口作用并导致硬质材料涂层的崩离..因为涂层后毛糙度也提高了,有必要在涂层前对表面进行平整处理.OTEC研发了一种工艺,可以对形成毛糙的尖刺进行倒圆.这样可以大大改善表面质量以及降低缺口作用.特点:- 减少刀瘤的形成- 改善涂层的附着性能- 改善排屑性能,减少刀瘤,提高寿命和切削速度,减小因温度带来的问题1c)刃口的倒圆对于稳定性,尺寸精度和高表面质量等,刀具刃口的状态是最重要的指标.左下图为不正确的刃口,带有磨削后以及利用OTEC设备加工前的小处的崩刃.硬质合金为较脆的材料,在高压力下易导致崩裂,特别时当切削硬和韧性的材料,如钛合金.此种大大小小的开裂缺陷可导致对刃口倒圆的失控因为崩刃处的涂层的丢失,刀具的`稳定性大大下降,而且因为刃口极大的劣化,表面质量也显著变差了.加工前加工后刀具尖端中间的图表示在用OTEC DF-W机型加工后硬质合金铣刀的刃口.前后区别非常明显通过这种OTEC工艺,不但可以实现均匀的刃口倒圆,由此也带来了显著提高的表面质量.刀具涂层前使用OTEC的DF机器进行加工的优点- 通过对刃口的针对性倒圆处理,使刀具与待加工材料适配.- 改善运转的稳定性- 减少崩刃的趋势- 最大可以提高一倍的使用寿命- 表面质量的最优化- 均匀的刃口- 保证了切削的工艺可靠度- 最大的刃口稳定度实现更高的切削速度,- 几无加工痕迹(如切削铝时的抖动痕迹)- 尺寸精度,如在阶梯钻削时,若非倒圆,崩刃后尺寸变小从实践和试验中得出如下的倒圆的建议尺寸-铝 1-3 µm (加工时间 = 10-30 秒)-钢 15-20 µm (加工时间 = 3-5分)-钛合金最大30 µm (加工时间 = 10-15 分)2)刀具的固定加工前刀具固定于专用的夹具中,这样可以保证无接触的加工并避免损伤.按待加工的刀具的类型,大小和形状,有不同的夹紧方式.夹紧方式举例说明带柄刀具的夹具( 驱动型夹具 ) 刀片的专用夹具带柄刀具的驱动型快速夹具( 驱动型夹具 )驱动型刀夹只要工件的大小合适,刀具都在驱动型刀夹内加工8 夹头可夹直径最大12mm,刀具最大总直径=50mm,最多可用于8个刀具6 夹头可夹直径最大34mm,刀具最大总直径=60mm,最多可用于6个刀具4夹头可夹直径最大40mm,刀具最大总直径=80mm(DF 70),最多可用于4个刀具刀具夹紧后由专用的磨料带动,磨料按具体的要求选取加工的工艺可以选择不同的参数,使用的磨料,旋转方向,转速,加工时间,浸入深度,工件的大小和形状等等在总体上决定了加工的优劣3.影响的参数3 a )磨料选择相应的磨料对加工有很大的影响,其中的因素有粒子大小,硬度和密度作为特别点,核桃壳粒子中可加入打磨或抛光添加剂(如P1抛光膏),此决定了抛磨的强度以及加工后工件的棱和面的状态刀具的加工,针对相应的要求,可以使用不同组合的磨料核桃壳粒子 - 加工HSS刀具,如H 1/400- .抛光,微小去毛刺和棱边倒圆- 视添加剂不同,抛磨强度微小HSC粒子 - 加工HSS和硬质合金刀具- 刀具的去毛刺和棱边倒圆- 涂层刀具的平整和去除滴子- 硬质合金刀具的平整和抛光- 硬质合金最大至20µm的棱边倒圆- 去除焊接残留- 按粒度不同,抛磨强度中至强- 实现很高的表面质量,如Rz.0,5(之前为Rz.2.5)SIX粒子 - 加工硬质合金刀具- 硬质合金刀具的平整和棱边倒圆- 刀片的加工- 抛磨强度为强- 实现高的表面质量3 b) 视加工时间和磨料的硬质合金刀具的棱边倒圆3 c)旋转方向通过相应的旋转方向可以对加工进行针对性的控制如果需要较强的刃口倒圆,则将旋转方向同刃口相反即顺时针右向(俯视刀柄),如果要求最佳的表面质量以及最小的刃口倒圆,旋转方向顺着刃口即逆时针左向右旋 (2) 左旋(4)同刃口反向的加工 (1). 以刃口背面的加工 (3)..排屑槽加工良好排屑槽加工良好主,副刃口的倒圆良好主,副刃口的倒圆良好3 d)转速转速对加工力也有影响.所使用的磨料的硬度,密度和粒度共同决定了相对不同抛磨强度的转速如果选择转速太高,可能导致刀具松动,以致排屑槽加工不均匀或不到位.但工件为瘦长形时,高转速时出现的力可导致刀具的破裂.3 e) 加工时间加工时间为最重要的参数,可从几秒至20分钟3 f) 工件尺寸刀具的尺寸和形状对加工工艺有影响.而尺寸和形状为固定值并且können nicht verändert werden.工件直径越大,刀刃上的速度越高如果转速和加工时间一致,较小直径的刀具(1),相对较大的直径(2),行程较小,以致抛磨度较小这种差别可以通过转速和加工时间来平衡,即小直径用高转速(如30-40 U/min),大直径低转速(20 U/min.).3 g)刀具外形EntgratenWerkstücke: Zerspanungswerkzeuge aller ArtWerkstoff: Hauptsächlich HSSBearbeitungsziel: Entfernen des Schleifgrates4)刀具的去毛刺HSS刀具制造中产生的毛刺大大高于硬质合金刀具,此主要指HSS丝锥工件大多为丝锥材料主要为HSS加工内容去除磨削毛刺磨料首选 HSC粒子旋转方向 0-20% 右,80-100% 左加工时间 2 – 10分钟,视毛刺不同5) 刃口倒圆工件: 要求棱边倒圆的所有刀具材料: 所有刀具材料,主要为硬质合金l加工内容: 直接使用或涂层前主,副刀刃的倒圆磨料: HSC粒子,倒圆至 0,02 mmSIX粒子,倒圆至 0,05 mm旋转方向: 100% 右旋加工时间: 视要求1 – 20 分钟加工前加工后优点: 精确和平均的刃口倒圆,同时平整排屑槽.提高外观评价: 比其他品牌更精确,均匀和简单,仅我们可以如此精度和均匀度同时进行倒圆和平整使用简单,因为工艺将刀具的尺寸和形状纳入其中带来涂层的好的附着性能.提高运行稳定度6)有及无涂层的刀具的平整工件所有类型的刀具材料 HSS和硬质合金加工内容涂层前后的排屑槽的平整;去除涂层带来的滴子磨料 HSC 粒子旋转方向用于带螺旋线的刀具为20%右旋,80%左旋不带螺旋线的刀具和刀片为50%右旋;50%左旋需要同时进行棱边倒圆时为80%右旋;20%左旋加工时间涂层刀具:最大3分钟,其中30秒右旋,右旋时间进行过长可能损伤主,副刃口的涂层.滴子可在1-2分钟里去除非涂层刀具:按加工步骤及表面要求,5-30分钟涂层刃口加工前 (800倍放大) 涂层刃口加工后 (800倍放大)加工前的滴子情况(2000倍放大) 加工后滴子去除(2000倍放大)加工前的滴子情况(放大2000倍) 加工后的滴子情况(仿佛大2000倍)优点: 无论是否需要同时倒圆刃口,排屑槽的平整快速而简单对涂层后的滴子快速和肯定的去除工件独具的形状对此工艺无影响,因为它被纳入工艺参照中评价: 良好的涂层附着性能外观光泽同时得到提高平整的排屑槽减少了刀瘤最高提高一倍的切削速度以及降低温度提高刀具的寿命。
如何提高刀具使用寿命【经验总结】
由于机械零部件设计力求体积紧凑、负重减小等,使得当今大量零部件的结构异形
化、形状复杂化、型面多样化。高科技新型难加工材料的不断推出,虽然满足了机
械零部件的高刚性、高强度、高密度、重量轻和体积小等设计要求,但同时也给后
续的可加工性带来了新的难题。如果仍然采用传统材料的加工工艺、加工方法和加
工刀具,无论是在加工效率、加工质量还是刀具成本上都会大打折扣。
众所周知,在金属切削加工中,切削刀具与被加工零件材料之间是相互矛盾的,新
的材料需要有更新的刀具和更新的方法来实现对其高效的加工。为了应对和适应机
械领域难加工材料的不断增多和对其加工性能、加工效率和加工精度等方面的要求,
目前全球刀具行业都在不断的改进刀片基体、几何角度、涂层技术和加工方法,以
满足难加工材料零件的高效加工要求,尤其是在航空航天领域。
合理的刀具选型和优化的加工方法,对于提高加工效率和延长刀具寿命非常重要,
特别是在加工难加工材料航空零部件时更为重要。一种高品质的难加工材料刀具,
必须具备超细晶粒刀具基体、锋利的切削角度、强壮的切削刃口、耐热的表面涂层
等。根据以往加工难加工材料的应用经验,加工方法和参数的合理选择,对于加工
这类难加工材料非常重要,使用特殊的加工技巧对于提高加工效率、延长刀具寿命
是很有效的。
无论采用哪种加工方法,其目的是为了最大限度的降低切削部位的刀尖和零件被加
工区域的温度,防止被加工零件表面硬化和刀尖温度过高,增加散热区域、控制切
削力。如采用摆线走刀和大进给铣削等方法均能提高其加工效率,延长刀具寿命。
01
首先,充分的冷却、适当的加工线速度、有效的断屑、合理的刀具包角对于控制刀
尖温度非常有效。对于同时具有内冷却的CNC机床和刀具,应该尽量使用最利于
降温的内冷却功能,以便使强有力的高压水流带走大量的切削热,确保加工区域保
持在一定的温度范围内。即使没有内冷却功能的机加工设备,也建议使用外传内冷
却刀柄,同时增强冷却压力,改善冷却效果。
02
其次,适当地控制刀具的切削力和切削速度,也是降低加工区域温度、延长刀具寿
命最有效的方法之一。通常加工难加工材料一般均采用精磨的刀具刃口、较小的切
削深度和切削宽度。根据不同的难加工材料、零件结构和加工设备等因素,选用合
理的切削线速度非常重要。在通常加工中镍基合金应控制在20~50m/min,钛合金
应控制在30~110m/min,PH不锈钢应控制在50~120m/min。
03
第三,对于同样的机床和零件,加工难加工材料的方法会大大影响刀具的加工效率
和刀具寿命。无论是采用摆线加工、螺旋插补和大进给铣削方式,其目的都是降低
切削力、减小切削区温度。摆线切入法可最大限度减小切削区,使得刀具的实际切
削包角最小,延长刀具每齿的散热时间;螺旋插补使得每齿切削量相对均匀,特别
是在拐角处最为明显;大进给切削方式,以小的切深、大的进给有效地减小了切削
力,使得加工中产生最小的切削热,加工区域温度最低。
04
第四,保证加工中断屑,也是控制温升的有效途径。一般在金属加工中大量的切削
热产生在切屑上,有效地断屑会使加工中产生的大量切削热被切屑带走。通常情况
下,在加工中我们不希望有长的切屑产生。对于难加工材料的加工更应该注意,特
别是对于粗加工工序,在整个加工系统刚性允许的情况下,应尽量使其在整个加工
过程中产生断屑,尽量采用逆铣方式,使形成的铁屑由厚变薄,并且铁屑形状为“9”
字形、“6”字形或“C”字形。
05
第五,加工中保持适当的有效刀具包角,使得刀具的每一个有效加工齿能够最大限
度地保证最长冷却时间。 加工中保持适当、合理地刀具有效包角,非常有利于提高
难加工材料的切削效率、延长刀具加工寿命,对于加工难加工材料零件极为重要。
刀具有效包角,反映到切削参数上与切削深度Ap和切削宽度Ae以及刀具直径Dc
有着直接的关系。特别是在加工难加工材料时,应尽量避免满刀切削。在实际加工
中,刀具的切削包角每增大一倍,刀具寿命会减少约30%。
总之,难加工材料零部件必须具有高硬度、高强度、高韧性和高耐磨性,对于具有
这些特性的新型难加工材料,其机加工性能差、加工难度大、加工效率低、刀具成
本高。这样一来难加工材料零部件对机加工刀具提出了更高地要求。
内容来源网络,由深圳机械展收集整理!
更多数控刀具技术产品展示,就在深圳机械展!
山特维克、霍夫曼、瓦尔特、号恩、日立、京瓷、黛杰 硬质合金(零部件、刀具):
春保森拉天时、株硬、南硬、正德、博云东方、大地合金 非标刀具:希普思、耀欣、
锐锋、特萨等