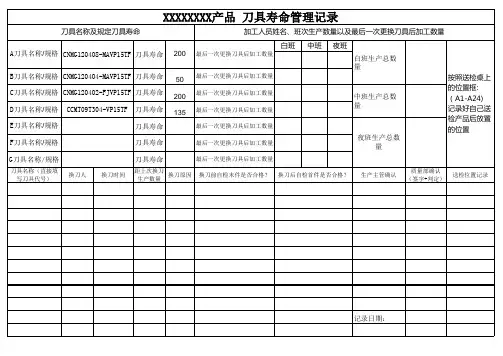
刀具寿命管理表格
- 格式:xls
- 大小:10.50 KB
- 文档页数:2
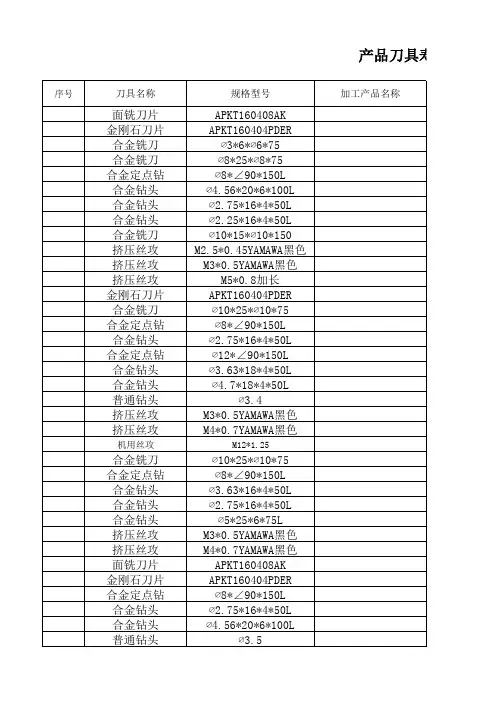
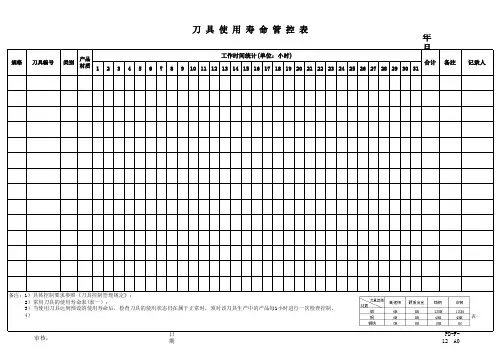
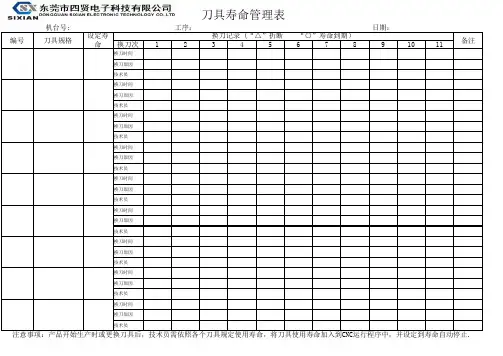
刀具寿命管理把刀具分成几个组,对每个组指定刀具的寿命(使用时间或次数),使用每组的刀具时,累计其寿命,达到使用寿命之后,再选择同一组内预先排好顺序的下一个刀具。
2-5-1 刀具寿命数据的设定将各刀具组依次使用的刀具和寿命按以下格式输入:O ____;程式号G10L3;开始设定刀具寿命数据P ____ L___;T ____ H ____ D ____;注:P___:刀具组号T ____ H ____ D ____; L___:刀具寿命。
(1-9999次数或0-4300分钟)。
T____:刀具号。
H____:刀具长度补偿号。
D____:刀具半径补偿号P ____ L ____;T ____ H ____ D ____;T ____ H ____ D ____;。
G11;刀具寿命数据设定结束M30;(或M02) 程式结束可以存储的最大组数和每组的刀具数为以下4种任意一种,由参数(№6800#0,#1)设定。
在AUTO模式下,执行上述程式,即可把程式的内容存入刀具寿命数据领域中,同时以前存储的所有组刀具寿命数据被取消,寿命计数器清零。
2-5-2 刀具寿命管理程式的编写加工程式按以下形式编写:(1)方式AO ____;T101; 从第一刀具组(GROUP 1)中选取未到达寿命的刀具;||M06; 第一刀具组(GROUP 1)之当前刀具计数|||T102; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|||M06; 第二刀具组(GROUP 2)之当前刀具计数寿命的刀具;|||M02/M30;注: 刀具寿命管理忽略号设为100。
即T01,T02指令为刀具寿命管理无效;T101,T102 指令为刀具寿命管理有效。
(2)方式DO____;T101 M06; 从第一刀具组(GROUP 1)中选取未到达寿命的刀||第一刀具组(GROUP 1)之当前刀具计数;|T102 M06; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|| 第二刀具组(GROUP 2)之当前刀具计数;|M02/M30;注: 刀具寿命管理忽略号设为100。
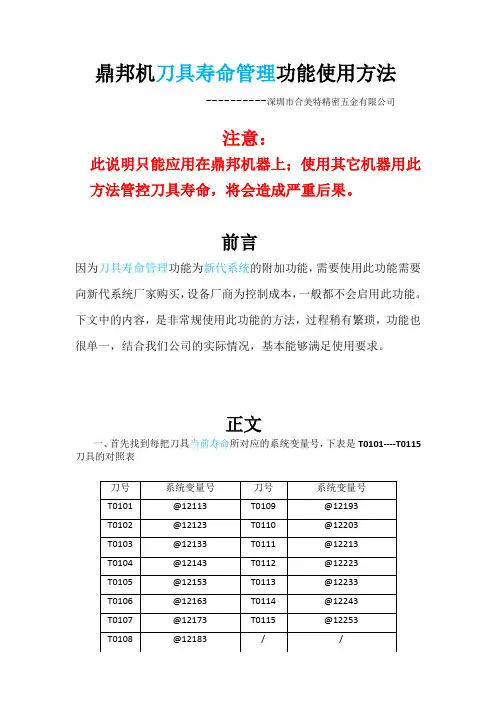
鼎邦机刀具寿命管理功能使用方法----------深圳市合美特精密五金有限公司注意:此说明只能应用在鼎邦机器上;使用其它机器用此方法管控刀具寿命,将会造成严重后果。
前言因为刀具寿命管理功能为新代系统的附加功能,需要使用此功能需要向新代系统厂家购买,设备厂商为控制成本,一般都不会启用此功能。
下文中的内容,是非常规使用此功能的方法,过程稍有繁琐,功能也很单一,结合我们公司的实际情况,基本能够满足使用要求。
正文一、首先找到每把刀具当前寿命所对应的系统变量号,下表是T0101----T0115刀具的对照表二、加工程式中在刀具加工完成后,通过对当前刀具的当前寿命所对应的系统变量进行自加一运算,记录所对应刀具的调用次数来实现刀具寿命管理功能。
具体使用方法见以下例程。
例程G54N1M8T0101M3S2500G98G0X-20.50G0Z-2.34G0X-20.50G0Z-1.1G3X-10.5Z0.15R0.3F555G1X-9.0F555G0Z30@12113:=@12113+1 // T1加工完成,对当前寿命对应的系统变量自加一M1N2M8T0102M3S1400G98G0X0.G0Z0.5G83Z-6.0Q1200R0.2F555G0Z30.0@12123:=@12123+1 // T2加工完成,对当前寿命对应的系统变量自加一M1N3T0103M3S2500G0X10.5G99Z0.5G1Z-2.5F555G0U-0.3G0Z30.@12123:=@12133+1 // T2加工完成,对当前寿命对应的系统变量自加一M30。
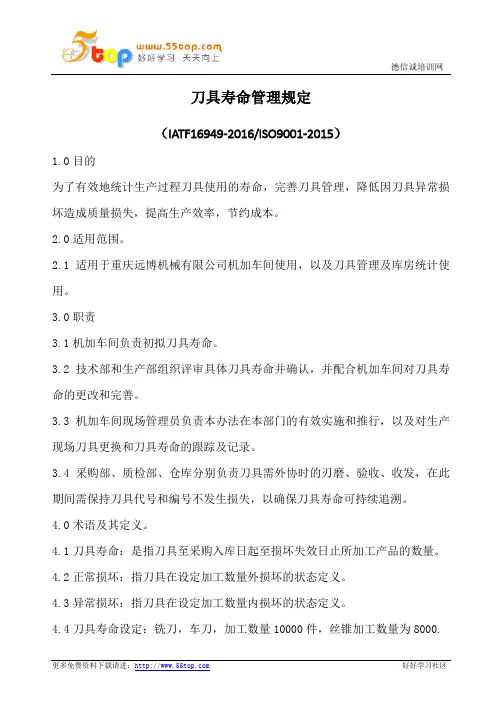
刀具寿命管理规定(IATF16949-2016/ISO9001-2015)1.0目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
2.0适用范围。
2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。
3.0职责3.1机加车间负责初拟刀具寿命。
3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4.0术语及其定义。
4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。
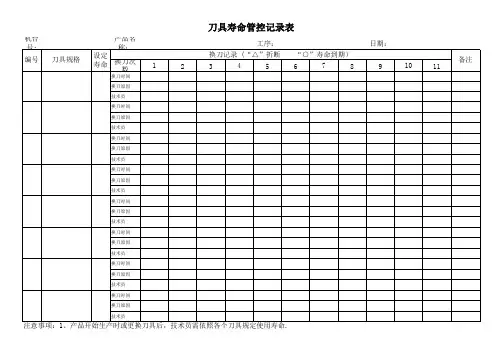
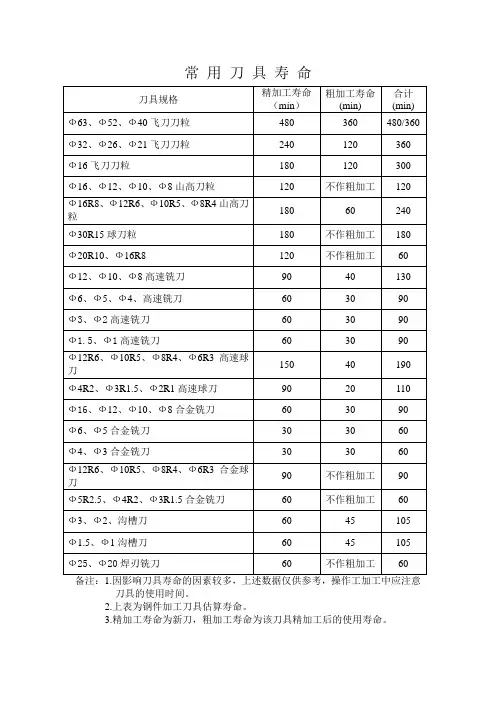
4.4刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.4.5刀具状态铣刀,车刀丝锥状态失效性分析加工数量0-8000 6000 安全不会失效,损坏加工数量8000-9000 6000-7000 警戒存在失效,损坏的风险加工数量9000-10000 7000-8000 危险随时产生失效风险5.0寿命统计及其方法5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
5.2新刀使用统计为:领用加工至损坏止所有的加工数量。
5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。
5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
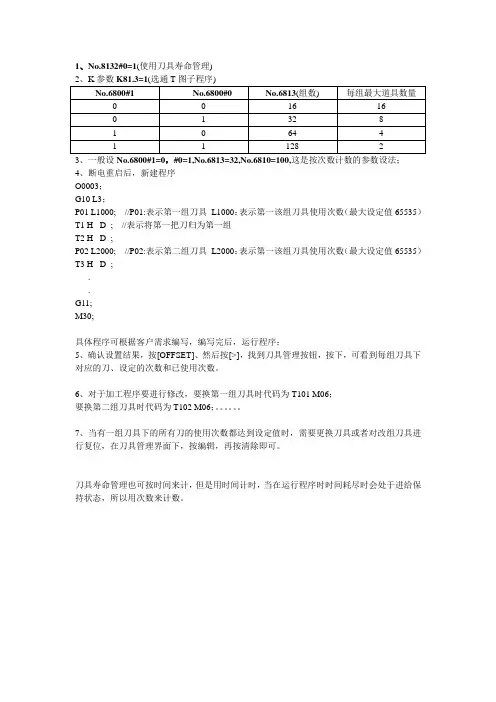
1、No.8132#0=1(使用刀具寿命管理)
3、一般设No.6800#1=0,#0=1,No.6813=32,No.6810=100,这是按次数计数的参数设法;
4、断电重启后,新建程序
O0003;
G10 L3;
P01 L1000; //P01:表示第一组刀具L1000:表示第一该组刀具使用次数(最大设定值65535)T1 H_ D_; //表示将第一把刀归为第一组
T2 H_ D_;
P02 L2000; //P02:表示第二组刀具L2000:表示第一该组刀具使用次数(最大设定值65535)T3 H_ D_;
.
.
G11;
M30;
具体程序可根据客户需求编写,编写完后,运行程序;
5、确认设置结果,按[OFFSET]、然后按[>],找到刀具管理按钮,按下,可看到每组刀具下对应的刀、设定的次数和已使用次数。
6、对于加工程序要进行修改,要换第一组刀具时代码为T101 M06;
要换第二组刀具时代码为T102 M06;。
7、当有一组刀具下的所有刀的使用次数都达到设定值时,需要更换刀具或者对改组刀具进行复位,在刀具管理界面下,按编辑,再按清除即可。
刀具寿命管理也可按时间来计,但是用时间计时,当在运行程序时时间耗尽时会处于进给保持状态,所以用次数来计数。