焊缝外观质量检查表
- 格式:xls
- 大小:58.00 KB
- 文档页数:1
焊缝编号
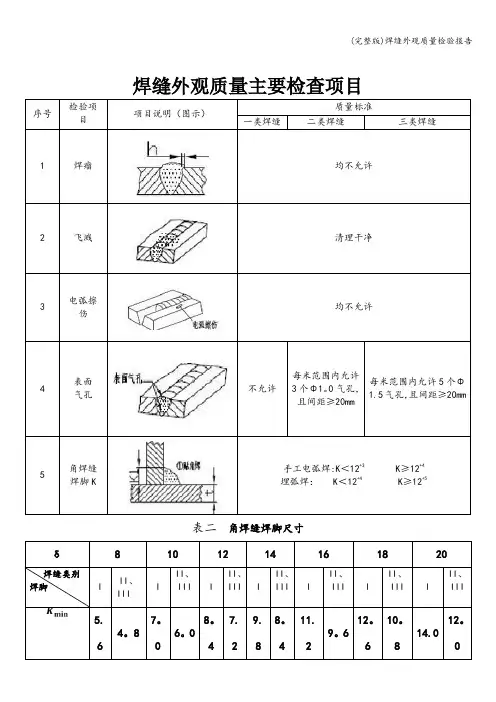
序号缺陷内容Ⅱ级标准现状(mm)差距原因 措施备注
1
对接接头余高:hh≤1+0.1C
最大余高h≤3
2
对接接头焊缝宽度:C4≤(c-g)≤8并且在任意50mm内最大
宽度与最小宽度差值≤3,
整条焊缝≤4
3焊缝的直线度
在任意300毫米连续焊缝长
度内,f≤3
4
焊缝的表面高低在任意25毫米长度范围
内,fmax-fmin≤2.5
5错边m≤0.10δ 最大为2
6T型接头焊缝厚度上偏差(b-a)≤1+0.1k 最大为4
7T型接头焊缝厚度下偏差(a-b)=0.3+0.035k 最大超过1,总长度不超过焊缝
全长的20%
8
T型接头焊脚尺寸不等k1-k=(0~1)+0.1k,k为
设计尺寸,k1为实际尺寸
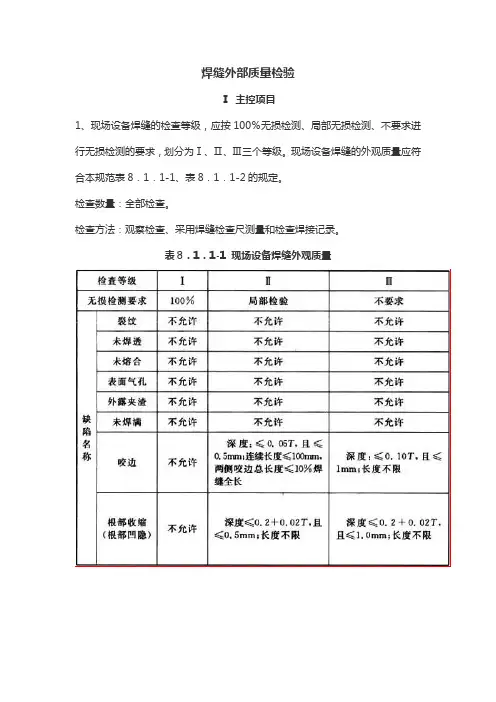
9裂纹不允许
10烧穿不允许
11条状夹渣不允许
12
咬边(含根部咬边)y≤0.02δ 最大为0.2,总
长度不超过焊缝全长的5%
13气孔(包括点状夹渣)在50的焊缝长度上,单个气孔不大于1/3板厚,最大
不超过1.5
14漏焊不允许
15未焊透不允许
16未熔合不允许
17未满焊及凹坑
q≤0.2+0.02δ 最大不
超过焊缝全长的5%
18根部收缩q≤0.2+0.02δ
19焊瘤(θ≤90°)不允许
20飞溅允许少量孤立的飞溅
日 期
《焊缝外观质量检查表》
说明:
1、每条被检查焊缝填写一张表。
2、被检查焊缝旁边需打钢号(钢号字高:16mm)。钢号编码(数字编码)由服务队负责人自行编码,并将编码表随同此检查表一同发OA
到设备处。
3、检查数量:每批同类构件抽查10%,且不少于3件,被抽查构件中,每种焊缝按数量抽查5%,总检查处不少于5处——比如,某新建机
组有12根立柱,按同类构件抽查10%,则需抽查1.2根立柱,且不少于3个,则:立柱的抽查数量是3根;被抽查构件的焊缝数量抽查5%且不少
于5处,则此3根立柱的焊缝需要检查的焊缝数量是:10条焊缝以上。其它构件焊缝数量的抽查数以此类推。
4、此表经相关人员签字后,由服务队负责人拍照,做成PPT,和电子表格一起用OA上传到设备处。
公司名称服务队负责人
检验员构 件 名 称