演讲作业-方坯连铸二冷配水优化
- 格式:ppt
- 大小:292.50 KB
- 文档页数:14

联系人:赵莉萍,副教授,内蒙古包头市(014010)包头钢铁学院材料系不锈钢板坯连铸温度场及二冷配水优化的研究赵莉萍 王宝峰 麻永林
(包头钢铁学院) 张建国 赵建伟 郭家祺
(太原钢铁公司)
摘 要 采用有限元法编制了计算不锈钢板坯在连铸时凝固过程温度场及坯壳的生长随时间的变化。将计算结果与实测结果进行了比较,得出影响铸坯温度场和凝固末端位置的主要因素是拉速和二冷配水,而过热度影响较小。关键词 温度场 板坯连铸 二冷配水StudyonoptimizationofTemperatureFieldandwaterDistributionatthe
SecondaryCoolingZoneinContinuousCastingSlabofStainlessSteel
ZhaoLiping WangBaofeng MaYonglin(BaotouIron&SteelInstitute)
ZhangJianguo ZhaoJianwei GuoJiaqu(TaiyuanIron&SteelCorp.)
Abstract TheShellgrowthandtemperaturefieldduringcontinuouscastingofStainlesssteel
slabarecalculatedbyFEM.Influencesofsuperheat,castingspeedandsecondarycoolingzoneareanalyzed.Resultsofacomparisonbetweenthecalculatedvalueandactualmeasurementsshowthat
insteadofsuperheatthecastingspeedandthesecondarycoolingareprimaryfactorsaffectingthe
femperaturefieldandthelocationofsolidifiedend.
方(矩)坯连铸机二冷配水的优化计算
发表日期:2007-9-21 阅读次数:274
摘要:介绍了华西方坯和矩坯连铸机的二冷配水在生产实践中遇到的问题及优化原则,通过对二冷影响因素的分析和优化计算,确定了较合理的工艺参数,并取得了显著效果。
1 前言
华西钢铁厂两台连铸机均采用上重矿的设备,6米弧、塞棒控流、渐近矫直;l#机主要生产150×
150mm2方坯供给高线厂,而24机主要生产165×180、225、280mm2矩坯供给冷、热带和扁钢厂。投产后,所生产的钢种分为4组:低碳钢、中高碳钢、低合金钢和电工钢,二冷配水套用上重矿提供的l~5号曲线:随着生产节奏的变化,加上新品种钢的不断开发,原二冷配水曲线已无法满足要求,需要对原有的二冷水表进行优化,并开发出新的连铸二冷水表,以满足新品种钢开发的需要和现有钢种质量提高的要求。
2 二次冷却的基本计算
2.1 二冷水量的计算
二冷水量的计算公式如下:Q=f·a·b·ρ·Vg,式中Q一二冷总水量,L/min;f一比水量,L/Kg;a·b一铸坯的断面,m2;ρ一钢水密度,Kg/m3;Vg一拉坯速度,m/min。
为避免铸坯在700~900℃的裂纹敏感区矫直,一般连铸机都选择软冷,坯温以控制在1000±50℃为宜。二次冷却方式确定后,二冷水量Q(或比水量f)的大小主要根据各钢种在矫直前凝固到1000±50℃时释放出的热量大小来确定,故影响二冷水量大小的因素主要有:钢水的温度(液相线温度+过热度)、拉速和凝固潜热等。
2.2 二冷水量的三段分配
当铸坯刚从结晶器中拉出的时候,坯壳较薄,热阻小,散热快,且内部有大量的热量,必须加大水量实现强冷以增加坯壳的厚度;随着坯壳的不断下移冷却,坯壳厚度增加,热阻增大,从铸坯表面需带走的热量减少,应相应减少水量;也就是说,二冷水量与坯壳的厚度成反比①。
根据凝固定律:坯壳厚度e=k(t)1/2=k(Hi/V)l/2,其中k一凝固系数,t一时间,Hi一到结晶器的距离,V一拉速。在拉速一定的情况下,坯壳厚度与该处到结晶器的距离的平方根成正比②;所以由①和②最终可以得出二冷各段水量与该段到结晶器距离的平方根成反比,用公式可表示如下:
连铸二次冷却(secondary cooling of continuous casting)
连铸炼钢过程中,在结晶器出口到拉矫机的长度区间内对铸坯进行的强制均匀冷却。这个区间称二次冷却区。该区段内设有喷水系统和按直线(立式连铸机)或弧线(弧形连铸机)排列的一系列夹辊装置。二次冷却的作用是对铸坯表面进行强制、均匀冷却,使铸坯在较短时间内凝固。二冷区必须保证铸坯无表面、内部裂纹、无中心偏析且浇注时漏钢率最小。为保证二冷区作用的实现,对其装置的具体要求是:(1)总体结构和支承导向部件刚性好、强度大;(2)对弧简便准确,易于安装、检修和事故处理;(3)冷却系统具有足够的冷却强度和均匀性,并可适当调节。
传热方式 有铸坯表面向空气的辐射热,由铸坯温度高低而定;空气和铸坯表面间的对流传热,此值小可忽略;夹辊和铸坯表面的传导传热;水滴打在铸坯上水蒸发直接散热;水滴沾到铸坯表面被加热等5种。其中喷雾水滴直射铸坯表面,带走的热量占二冷区总散热量的40%。水滴与铸坯表面间的传热是一复杂的传热过程,它受喷水强度、铸坯表面温度、氧化铁皮厚度、冷却水温度和水滴运动速度等各种因素影响。其中喷水强度则与喷嘴类型、喷射距离、水压、水温密切相关。
冷却方式 有水喷雾冷却、气一水喷雾冷却或干式冷却(不喷水或喷少量水)。通常喷水冷却水压力约O.3~O.6MPa,一般通过喷嘴将水雾化成细滴,以很高的速度打到铸坯上。采用哪种冷却方式要考虑铸坯断面尺寸、拉速、钢种、矫直温度、铸机型式以及是否热送直接轧制等条件来决定。喷嘴有压力型、气一水型两种,材质系铜。压力喷嘴常用的有扁、螺旋、圆锥、薄片等多种;气~水喷嘴是利用压缩空气将水雾化,使铸坯连liar、冷却更加均匀且节水的一种高效冷却喷嘴。由于从结晶器出口处拉出的铸坯进入二冷上段时,内部尚未完全凝固,坯壳薄、热阻小,坯壳凝固收缩产生的应力也小,可施以强冷却。随着坯壳厚度增加,热阻加大,铸坯进入二冷下段后,要逐渐减小冷却强度。为避免铸坯表面局部的剧烈降温而出现裂纹,在二冷区要求铸坯表面纵向和横向得到均匀冷却,冷却速度小于200℃/m,坯表面温度回升小于100℃/m。为避开700~900℃的铸坯脆性温度区,应控制铸坯冷却至900℃以上进行矫直。同时必须适应不同钢种的特性来确定冷却强度,比如是裂纹敏感性强的钢种,要弱冷。
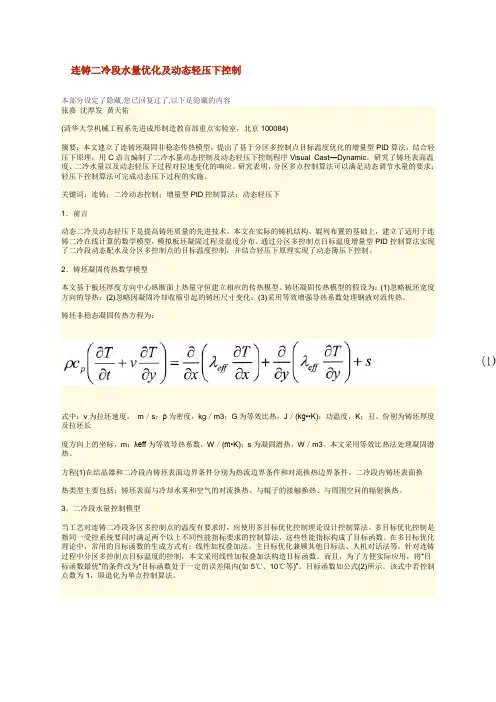
连铸二冷段水量优化及动态轻压下控制
本部分设定了隐藏,您已回复过了,以下是隐藏的内容
张嘉 沈厚发 黄天佑
(清华大学机械工程系先进成形制造教育部重点实验室,北京100084)
摘要:本文建立了连铸坯凝固非稳态传热模型,提出了基于分区多控制点目标温度优化的增量型PID算法,结合轻压下原理,用C语言编制了二冷水量动态控制及动态轻压下控制程序Visual Cast—Dynamic。研究了铸坯表面温度、二冷水量以及动态轻压下过程对拉速变化的响应。研究表明,分区多点控制算法可以满足动态调节水量的要求;轻压下控制算法可完成动态压下过程的实施。
关键词:连铸;二冷动态控制;增量型PID控制算法;动态轻压下
1.前言
动态二冷及动态轻压下是提高铸坯质量的先进技术。本文在实际的铸机结构、辊列布置的基础上,建立了适用于连铸二冷在线计算的数学模型,模拟板坯凝固过程及温度分布。通过分区多控制点目标温度增量型PID控制算法实现了二冷段动态配水及分区多控制点的目标温度控制,并结合轻压下原理实现了动态簿压下控制。
2.铸坯凝固传热数学模型
本文基于板坯厚度方向中心纵断面上热量守恒建立相应的传热模型。铸坯凝固传热模型的假设为:(1)忽略板坯宽度方向的导热;(2)忽略因凝固冷却收缩引起的铸坯尺寸变化;(3)采用等效增强导热系数处理钢液对流传热。
铸坯非稳态凝固传热方程为:
式中:v为拉坯速度, m/s;ρ为密度,kg/m3;G为等效比热,J/(kg••K);功温度,K;丑、份别为铸坯厚度及拉坯长
度方向上的坐标,m;λeff为等效导热系数,W/(m•K);s为凝固潜热,W/m3。本文采用等效比热法处理凝固潜热。
方程(1)在结晶器和二冷段内铸坯表面边界条件分别为热流边界条件和对流换热边界条件。二冷段内铸坯表面换
热类型主要包括:铸坯表面与冷却水雾和空气的对流换热、与辊子的接触换热、与周围空问的辐射换热。