二冷配水对304不锈钢连铸板坯质量的影响
- 格式:pdf
- 大小:142.52 KB
- 文档页数:4


新技术新工艺 2011年第o4期l轻一工一设-计
二冷动态配水在莱钢2#板坯连铸中的应用
宁伟’ 刘伟涛
’ (1、山东莱钢炼钢厂,山东莱芜271104 2、中冶连铸北京冶金技术研究院,北京100081)
摘要:莱钢银山型铜原2#连铸机采用参数法进行二冷自动配水,在热换中包和水口等操作中,由于拉速变化,水量波动较大, 容易造成设备故障和铸坯质量问题。经过对原有铸机进行改造,采用二冷动态配水,解决了在非稳定生产情况下存在的问题,铸
坯质量得到了较大提高。本文介绍所采用的动态配水模型。 关键词:板坯连铸机;二次冷却;动态配水
1前言
莱钢型钢2#老连铸机是2004年7月投产的常规板坯连铸机,
铸坯的二次冷却采用参数控制。参数控制的思路是根据浇铸钢种的
特性,找出要使铸坯(若干控制点)表面温度符合目标温度时各冷却 段水量的控制参数A、B、C,建立符合Q=AV +BV+C二次方程式的 水量控制模型。这里A、B、c是储存于智能仪表(PLC)的参数,V是
拉坯速度,Q是各回路冷却水量【1I。在实际应用中,如果拉坯变化不
大,这种控制方式可以将铸坯温度控制在目标温度附近,能够保证 铸坯内部质量。但这种控制为静态控制,只能适用于拉速相对稳定
的情况。在热换中包和水口等过程中,拉速从正常值降到零或低拉
速,各个冷却区的水量会同时减小。但是,此时铸坯表面温度还较 高,在内部钢水静压力的作用下,铸坯会产生鼓肚变形,导致铸坯内
部产生裂纹和偏析;鼓肚变形还会增加拉坯阻力,造成设备故障。为 了解决减速过程中的问题,莱钢技术人员在生产实践中摸索出一套
工艺参数,采用人工控制,在热换中包过程中逐步降低拉速,逐步降 低各个冷却区的水量。这种控制方式人为因素较多,不能很好地控
制生产,不能有效地保证铸坯质量。经过两年的生产实践,发现该连
铸机不能满足产量和质量的要求,为了提高产量和铸坯质量,2007 年10月,对老铸机进行了改造,采用了新的二冷动态配水技术。

铸坯角部横裂产生的原因及应对措施
板坯可以在表面上观察到纵向裂纹,在尾部观察到中线裂纹。要了解板坯中的角裂纹及孔隙,必须用沿板坯边部进行火焰切割处理,切割出50mm宽,2〜3mm深的槽。在检查板坯的裂纹时,在高强低合金钢(HSLA)、包晶钢、中碳钢中发现了角部横裂,但是在低碳铝镇静钢中却很少发现裂纹。包晶钢含有Nb,因此,角裂的百分比极高。虽然在板坯的疏松边发现了角部横裂,但板坯中的大多数裂纹出现在板坯的固定边。几乎板坯中所有的角部横裂纹与振动痕迹方向一致。在出厂前,必须对板坯中的角裂纹和针孔进行处理。处理板坯中出现的裂纹将增加产品成本,降低生产能力,耽误产品出厂日期。经过火焰切割后的板坯样品送到米塔尔研究实验室进行分析,以便确定其中角部横裂纹的发生原因。为减少角部横裂纹,米塔尔公司LazaroCardenas(MSLC)的操作人员、维修人员、技术人员组成了一支精干的团队,以降低板坯角部横裂纹的发生。
裂纹起因
当铸流表面遭受到热力应变、机械力应变或相变时,若该应变量超过了铸件材料的最大应变值,板坯就会发生横裂。在下列条件下板坯可能产生裂纹:(1)铸流表面温度下降至低延展区以下,拉伸应变导致铸件产生裂纹。(2)结晶器上热收缩应变引起板坯内部热断裂,产生裂纹。(3)结晶器上或结晶器附近所施加的外力引起表面热拉裂。
产品的延展性低是出现裂纹的主要原因。影响板坯横裂的因素还包括化学作用。减小温差,降低震动是避免板坯裂隙发生的主要措施。
角部裂分析对板坯切削样本(削痕深度2〜3mm)进行化学成分分析的结果如表1。在这种钢中发现了严重的角部裂纹,主要原因是该种钢的Nb、V和C含量高,特别是C对包晶钢非常敏感。理论上讲,Nb(C,N)在1090°C开始析出,当温度下降,析出量快速增长,当温度降低到900C时主要析出物为V(C,N),温度进一步下降到800C时,晶间继续析出。众所周知,在温度降低过程中,Nb基及V基析出物沿奥氏体晶粒边界析出。事实上,晶核阻碍其析出,实际的析出温度还要低些,而且,由于处在低温高饱和条件,突然析出发出声响。大量析出物的出现软化了奥氏体晶粒边界,而且当板坯在弯曲拉应力作用下,就会沿晶体边界出现裂纹并扩展。
第18卷第2期 2008年4月 安徽冶金科技职业学院学报 Journal of Anhui V ̄onal College of Metallurgy and Teclmology V01.18.No.2 Apr.2008
板坯连铸机二冷水自动化控制的实现
朱康林
(安徽冶金科技职业学院自动控制系 安徽马鞍山243OOO)
摘 要:介绍了板坯连铸机二冷水自动化控制数学模型的建立,以及随铸坯钢种、断面尺寸和拉速变化对各回路水量的实 时控制。 关键词:连铸;二冷水;计算机控制
中图分类号:TP273:TG233.6文献标识码:B文章编号:1672—9994(2008)02—0023—02
连铸机二冷区是连铸坯冷却唯一可控制的区 域,合理地分配和控制冷却水水量,对保证铸坯质
量和提高生产效率有着重要作用。二冷区配水数 学模型是用铸坯表面温度控制法实施冷却水量分
布与动态控制,保证在任一浇注条件下,使冷却水 量随拉速连续变化,且沿拉速方向水量按最佳状态 分布,以控制铸坯表面温度符合目标温度,从而确
保铸坯质量满足工艺要求。
1配水控制数学模型的建立
1.1建模依据 该数学模型采用铸坯温度控制法,其目标温度
分布曲线的设置满足冶炼要求,并在变化趋势上符 合铸坯凝固传热的一般规律,同时也与实际表面温
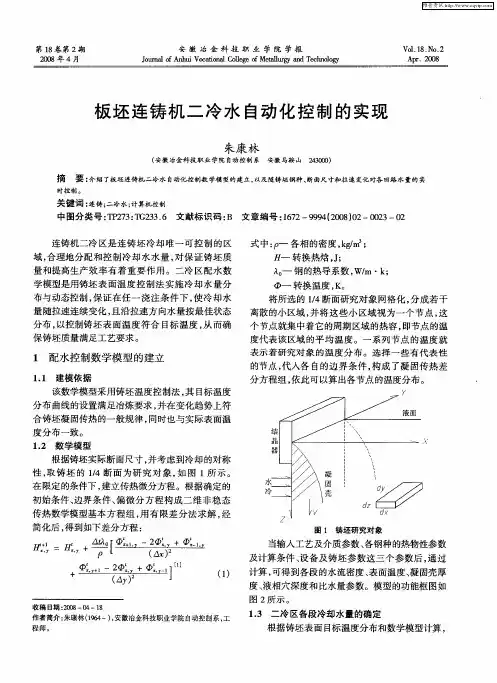
度分布一致。 1.2数学模型 根据铸坯实际断面尺寸,并考虑到冷却的对称
性,取铸坯的1/4断面为研究对象,如图1所示。 在限定的条件下,建立传热微分方程。根据确定的
初始条件、边界条件、偏微分方程构成二维非稳态
传热数学模型基本方程组,用有限差分法求解,经 简化后,得到如下差分方程:
: 【
+ 】[1](1) ‘ (△y) J
收稿日期,200 ̄一04—18 作者简介:朱康林(1964一),安徽冶金科技职业学院自动控制系,工 程师。 式中:.D一各相的密度,kg/m;
日一转换热焓,J;
。一钢的热导系数,W/m・k;
虱劲I主呈瞥 疆DCS系统
板坯连铸二冷配水模型及控制策略研究
王明毅,李俊,饶俊国,程浩
(安阳钢铁集团公司冷tl,- ̄程指挥部,河南安阳455000)
[摘要] 针对安钢板坯连铸二冷配水优化与控制问题,
通过仿真验证了该复合控制系统的可行性。
关键词BP神经网络模糊控制二冷配水Matlab
0引言 建立一个BP神经网络和模糊控制相结合的复合控制系统,并
安钢二炼轧#1连铸机由德国公司承建,由于外方没
有提供动态二冷配水模型,因此其动态配水功能一直没能
得到充分发挥,尤其是在换新钢种时,必须由工艺人员运
用经验公式计算出一份静态配水表。为改善现状,本文结
合安钢连铸机实际,找出配水计算方法,并利用现场采集
的数据,建立一个基于BP神经网络的温度预测模型。
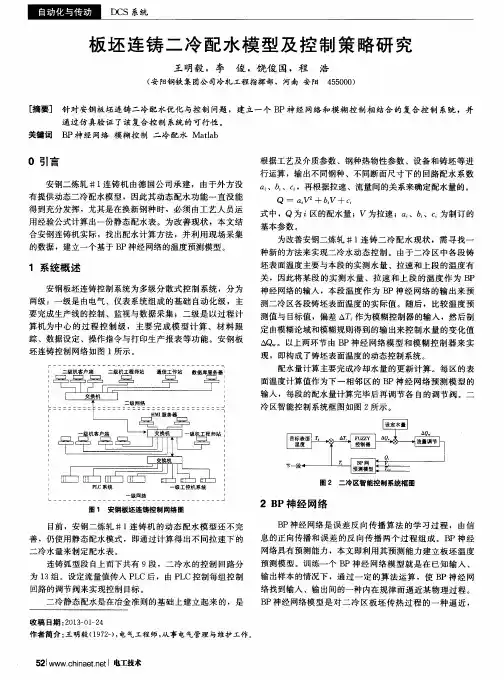
1系统概述
安钢板坯连铸控制系统为多级分散式控制系统,分为
两级:一级是由电气、仪表系统组成的基础自动化级,主
要完成生产线的控制、监视与数据采集;二级是以过程计
算机为中心的过程控制级,主要完成模型计算、材料跟
踪、数据设定、操作指令与打印生产报表等功能。安钢板
坯连铸控制网络如图1所示。
PLC系统 一级工控机系统 -=氅 望…………… 图1 安钢板坯连铸控制网络图
目前,安钢二炼轧#1连铸机的动态配水模型还不完
善,仍使用静态配水模式,即通过计算得出不同拉速下的
二冷水量来制定配水表。
连铸弧型段自上而下共有9段,二冷水的控制回路分
为13组。设定流量值传人PLC后,由PLC控制每组控制
回路的调节阀来实现控制目标。
二冷静态配水是在冶金准则的基础上建立起来的,是
收稿日期:2013-01—24
作者简介:王明毅(1972一),电气工程师,从事电气管理与维护工作。
52l WWW.chinaet.net I电工技术 根据工艺及介质参数、钢种热物性参数、设备和铸坯等进
行运算,输出不同钢种、不同断面尺寸下的回路配水系数
a 、b 、 再根据拉速、流量间的关系来确定配水量的。