静电涂油机的技术改进
- 格式:doc
- 大小:120.50 KB
- 文档页数:4
静电涂油机的技术改进
侯延伟
摘要:静电涂油机一问世就受到一些板、带钢生产厂家欢迎。
随着科学技术的不断发展,不间断高压静电场技术、油品二次加热技术、高压电闪烁保护技术等都有了很大进步,涂油宽度控制、油品计量,涂油质量也得到了很大提高。
关键字:静电涂油原理、不间断高压静电场技术、二次加热、技术改进
1 前言
静电涂油机是冷轧厂精整区重要的设备之一, 它的工作状态的好坏直接关系到冷轧产品的外观、储存以及后续加工。
在金属板(带)连续生产线上使用静电涂油机比用其它类型涂油机(如辊式涂油机、喷嘴涂油机等)有着许多明显的优点,不仅涂油质量好,油膜薄而均匀,无漏涂现象,而且可避免油液外溅污染环境,节省用油,设备维修费用少。
因此,静电涂油机一问世就受到一些板、带钢生产厂家欢迎。
随着科学技术的不断发展,不间断不间断高压静电场技术、油品二次加热技术、高压电闪烁保护技术等都有了很大进步,涂油宽度控制、油品计量,涂油质量也得到了很大提高。
本文就近年来静电涂油机的技术进展进行简单探讨,希望对静电涂油机的使用者有一定帮助。
2 静电涂油原理
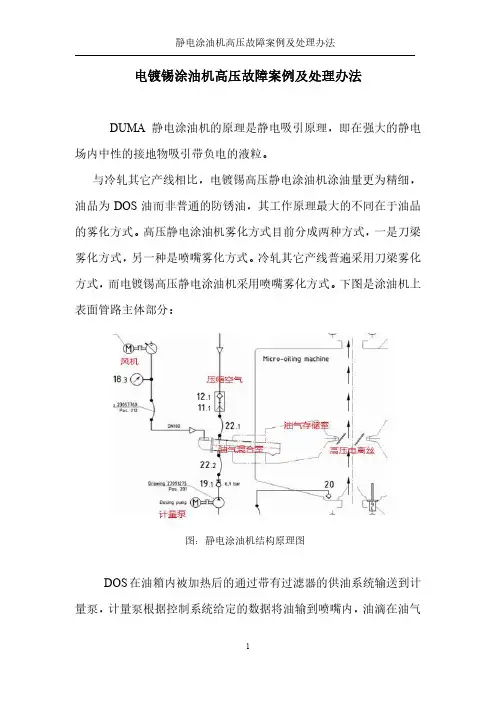
静电涂油的原理是静电吸引原理[1],即在强大的静电场内中性的接地物吸引带负电的液粒。
图1为静电涂油机涂油原理图。
图1 静电涂油机涂油原理
1 上喷油梁
2 高压直流电源3油泵 4 行进中的带钢(或钢板)5 下喷油梁
当喷油梁尚未接通电源时,附近空气不导电,空气中的带电粒子极少;当喷油梁接通高压直流电源负极后,喷油梁与带钢(或钢板)之间就产生了高压静电场。
由于喷油梁刃口比较尖锐,负电荷极易在刃口上汇集,油液流经喷油梁刃口狭缝处会带上负电荷。
同时,喷油梁刃口狭缝处还会产生空气电离现象,电离后的空气离子沿电力线方向高速运动,在运动过程中都会撞击途中遇到的中性分子,撞击运动会使更多的中性空气粒子发生电离。
正离子飞向喷油刀梁而被中和, 负离子则被电场加速而向钢板(高电势) 飞去, 负离子飞行途中还会与油滴相撞而使油滴带上电荷。
随着油滴表面负电荷的逐渐增加, 电荷间的静电斥力将随之增大,当电荷之间的静电斥力超过液滴的表面张力时, 液滴将会破碎, 宏观上即为雾化现象。
油液从喷油梁刃口流出后的变化形态大致可分为出油、雾化、涂油三阶段,具体为:从上喷油梁1的刃口出油时,为比较粗大稀疏的带负电油滴;在负电荷相互排斥力作用下,油滴至离刃口一定距离处便散开成小颗粒,离刃口越远油粒越小,数量随之变得越多,油流越
趋雾化,形如喷油梁“喷油”[2];最终无数密集的细小油粒撞击行进中的带钢(或钢板)3并中和附着在其上表面,实现“静电涂油”。
从下喷油梁5的刃口出来的油液要向上喷出需克服自身重力,因此需要的电压更高。
图2 喷油梁刃口流出的油液变化形态
1 上喷油梁
2 上梁出油
3 带钢(或钢板)
4 下梁出油
5 下喷油梁
3 近年来静电涂油机技术方面的改进
为了追求实现良好的涂油效果,静电涂油机自问世以来经过了很多方面的技术改进,近年来技术、结构方面日趋完善。
以下为静电涂油机经历的主要的技术改进:不间断高压静电场技术改进
如无特殊措施,在带钢(板)尚未进入涂油柜内接近喷油梁时,即使喷油梁接通电源,静电场也是不会产生的,而每次带钢(板)刚进入涂油柜时,产生高压静电场,喷油梁出油至雾化、涂油总需一定时间,将会使高速行进的带钢(板)前端一段缺少涂油,这是技术上不允许的。
因此,让静电涂油机建立的高压静电场不因有无带钢(板)进入涂油柜而间断,对钢板静电涂油机尤为重要。
早期在喷油梁刃口对面设置一个接地金属辊[3],如图2 a 所示,喷油梁接通电源后,喷油梁与金属辊之问会保持不间断高压静电场,不论有无钢板通过其间,喷油梁都会正常喷油,有钢板通过时,油雾微粒会吸附在钢板上;无钢板通过时,油粒将吸附在金属辊上。
这种方法结构复杂,且当用于下喷油梁向上喷油时,金属辊需置于钢板上方,辊上凝聚的油液滴在钢板面上会影响涂油均匀性,需设专门刮辊除油装置。
换油品和设备维修时也非常麻烦,另外金属辊的偏心还会引起涂油室震动,使涂油室上方集聚的油滴不能流到集油装置上而滴到钢板表面,使涂油不均。
振动严重时还影响涂油机正常工作,导致高压电源活动接头接触不良,产生漏涂。
图2 保持不间断高压静电场原理图
1上喷油梁 2上喷油梁 3接地金属辊 4运行中的钢板(钢带) 5 接地金属丝 近年来,一般在喷油粱刃口对面装上成对接地金属丝,如图2 b 所示,为防止金属丝被行进中的钢板弯翘的前端或后端撞坏,还设立了专门窄条导卫板予以防护。
金属丝的结构要简单得多,功能不亚于金属辊,且不论是用于上喷油粱向下喷油,还是用于下喷油梁向上喷油,均可将金属丝安放在钢板下方,不会出现凝聚油滴掉在钢板上的问题,同时有效减少了涂油室震动的产生。
添加供油二次加热装置
防锈油在常温时粘度较大,气温较低时粘度更大。
油液粘度大会降低油泵自吸能力,增大管道输油阻力,甚至无法从喷油粱刃缝流出油液,因而需加热供油泵站油箱中的油液,保持油温为35℃ ~45℃ ,使其粘度变小促进油中添加剂完全溶解。
油液经管道输送降温较多,尚需经二次加热后才能从喷油粱刃口顺畅流出。
以前的静电涂油机未设供油二次加热装置,在环境温度偏低、油液粘度较大时无法正常涂油。
为解决这一问题,近年来在上、下刀梁中设置了二次加热装置。
具体办法是上、下刀梁分别通过接头与一个具体的工作油箱的过滤循环油连通。
经过短暂的加热,整个刀梁宽度将被适当的加热,然后刀梁里的油将通过接头回流至这个工作油箱。
这是一个封闭的循环系统。
刀形喷油梁改进
喷油梁形状扁而长且为中空,内部至少有两条贯穿喷油粱全长的长槽,分别作为储运涂油与流通热油的油腔,因而极易翘曲变形,变形后刃口出油效果变坏,油流疏密不匀,严重的还会影响电场中的电力线分布,使油流雾化效果变坏。
早期一般将喷油粱设计成两半片,以便于加工内部长槽,并用螺钉将两半片连为一体。
进口涂油机多用铝合金耦合工艺连接制作喷油粱,喷油粱刃口以外的棱角处进行倒圆角处理预防出现“尖端放电”影响刃口出油雾化效果。
近年来武汉科技大学采用绝缘性能较好的塑料制作刀形喷油梁[4],用厚度0.6mm 的不锈
钢板制作刃口。
因为塑料部分对电场干扰极小,在采用同样电源电压时,塑料油梁的电场强度会高于金属喷油粱,其涂油效果比金属喷油粱还好。
高压电闪烁保护改进
当喷油梁刃口出现尖端放电,附近的空气被高度电离时,可在黑暗背景下见到此处有雾
状光辉时隐时现,此所谓“电晕放电”现象[5]。
当喷油梁刃口与带钢(板)的间距小到一定程
度,或电源电压高到一定值时,其问的空气还可能被击穿,出现“火花放电”现象,俗称作“高压电闪烁”。
对静电涂油机来说,高压电闪烁是一种极为有害的放电现象,极易毁坏电a 采用接地金属棍 b 采用接地金属丝
控设施,烧坏涂油柜内某些重要机件,特别是非金属零部件,甚至可能引起油品燃烧,武汉某冷轧薄板厂就曾因高压电闪烁损坏了一台价格昂贵的进口静电涂油机。
早期静电涂油机中缺少某些高压电防护措施,工作电压又非常高,极易酿成高压电闪烁毁坏设备事故。
近年来高压控制方面采用两套高压电源可分别为上、下喷油粱供电,亦可只用其中一套电源同时给上、下喷油粱供电,另一套备用。
高压电源控制装置还增设了高压电闪烁、短路及过电流、过电压保护功能部件。
另外,在保证涂油效果的基础上,高压电源的电压也比以前有所降低。
4 技术改进后的应用
经过一系列技术改进,静电涂油机性能日臻完善,为了得到良好的涂油效果,我们在应用中应注意以下问题:
合理确定每台静电涂油机的喷油梁至带钢(板)距离及电源输出电压最佳值。
在满足喷油雾化效果且不易发生高压电闪烁的前提下,电源输出电压尽量低一些好,喷油梁刃口曲率半径小一些好,喷油粱至带钢(板)的距离也随之可取小一些。
喷油粱两半片尺寸、形位公差、表面粗糙度及热处理工艺要求比较严格,应保证装配后仍很平直,刃尖应平齐,两片刃尖高度差不得超过0.05mm;刃口狭缝间隙沿喷油梁全长应均匀一致。
涂油机在安装调试期间应依用户对涂油量的要求试验调定喷油梁刃口缝隙,无需在投人使用后经常调变。
喷油梁在使用过程中如果刃口狭缝局部被油中杂质堵塞,也会使出油雾化效果变坏,刃口清洁应尽量让卖方专业人员进行。
供油泵站的油箱在添注新油时极易带人杂质、水分与气泡,应当用较高滤油精度的滤油器过滤油渡后注入油箱,避免水分从油箱顶部混人油中。
5 结语
在油液带电的静电涂油机中,喷油梁与带钢(板)之间建立的高压静电场是实现静电涂油的必备条件,刀形喷油梁是最重要的机械部件,高压直流电源是必不可少的供电装置。
经过一系列技术改进,静电涂油的质量和稳定性都有了很大提高。
随着技术的进步,相信诸如对机体内壁进行清洗时,由于没有专门的回路系统,致使清洗剂通过回油系统进入循环油箱之中,从而污染防锈油[6];塑料刀形喷油梁长时间工作会产生翘曲等问题也会很快得以解决。
参考文献
[1]鲍重光编静电技术原理北京理工大学出版杜,l993
[2]欧阳克诚静电涂油机技术研究《冶金设备》,1999第4期
[3]李怀广宝钢使用的静电涂油机《上海金属》vol.22 2000年09月
[4]黄云华静电涂油机在冷轧厂的应用《武钢技术》 2001年第4期
[5]曹顺华、严开勇等新型钢板静电涂油机的研制《冶金设备》vol.39,2001.04
[6]余基来、王平静电涂油机的应用及改进《宝钢技术》1995年第4期。